一种扭力梁焊接生产线以及扭力梁生产工艺的制作方法
本发明涉及汽车配件生产领域,具体为一种扭力梁焊接生产线以及扭力梁生产工艺。
背景技术:
1、目前传统的扭力梁焊接生产线,对于扭力梁各零件之间的焊接步骤较为杂乱,因此每种型号的扭力梁需要对应配套一条生产线,只能进行专用车型的生产,柔性化程度低,在多车型生产时,需投入多条生产线应对,投入成本较高。而且现有扭力梁生产工艺中,生产线各个工序之间的零件焊接时间分配不均,各个工序的工作时间差距较大,使得扭力梁的整体生产效率低下。
技术实现思路
1、(一)解决的技术问题
2、为了解决以上问题,本发明提供的一种扭力梁焊接生产线,可适用于多种型号的扭力梁,而发明提供的一种扭力梁生产工艺,可以平衡生产节拍,提高生产效率。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:
5、一种扭力梁焊接生产线,包括多个焊接工作站,焊接工作站包括基座、三轴变位机、夹具工装、安装板和至少一个焊接机器人;
6、三轴变位机安装于基座上,三轴变位机包括水平的中转轴和与中转轴相平行的两个工作轴,三轴变位机的前侧为预备侧,三轴变位机的后侧为焊接侧,两个工作轴对称设在中转轴两侧并绕中转轴的轴向转动,使工作轴可从预备侧转动至焊接侧,或从焊接侧转动至与预备侧;多个焊接工作站在中转轴的轴向上依次排列拼合,三轴变位机上还可转动的安装有安装座,安装座以工作轴为转动轴心;
7、夹具工装包括工作台和安装在工作台上的多个夹持机构,多个夹持机构用于夹持待焊接工件;
8、安装板通过螺栓固定安装在工作台上,安装板还可拆卸连接在安装座上,并使三轴变位机的两个工作轴上均转动有夹具工装;
9、焊接机器人安装于基座上,并位于三轴变位机的焊接侧,焊接机器人上设有焊枪,焊枪用于焊接工件。
10、优选地,安装座上设有垂直于安装座的承接凸台,承接凸台的两侧均转动设有锁紧柱,锁紧柱的转动平面与安装座平行设置,锁紧柱上穿透有压板,锁紧柱上还设有螺纹并与螺母螺纹连接;
11、安装板包括固定板和与固定板垂直连接的锁紧板,固定板通过螺栓固定连接在工作台上,锁紧板两侧均设有锁紧缺口,锁紧缺口向锁紧板的中心延伸设置;
12、其中,锁紧板底面可抵在承接凸台上,锁紧柱可摆动入锁紧缺口内,转动螺母可使压板抵压在锁紧板顶面上。
13、优选地,安装座在承接凸台上还设有限位凸台,锁紧板上设有限位缺口,限位凸台可插入限位缺口内,以使锁紧缺口对应至锁紧柱位置处,使锁紧柱得以摆动进入锁紧缺口内。
14、优选地,承接凸台上还设有垂直于安装座的导向槽,锁紧板上设有导向柱,导向柱可滑动于导向槽内。
15、优选地,工作台包括固定框和工作板,安装板可拆卸连接在固定框上,工作板安装在固定框内,而夹持机构安装于工作板的上表面和/或下表面上,工作板上设有导向定位杆,导向定位杆用于与工件接触定位,工作板上还开设有贯通的焊接孔,焊枪可穿过焊接孔。
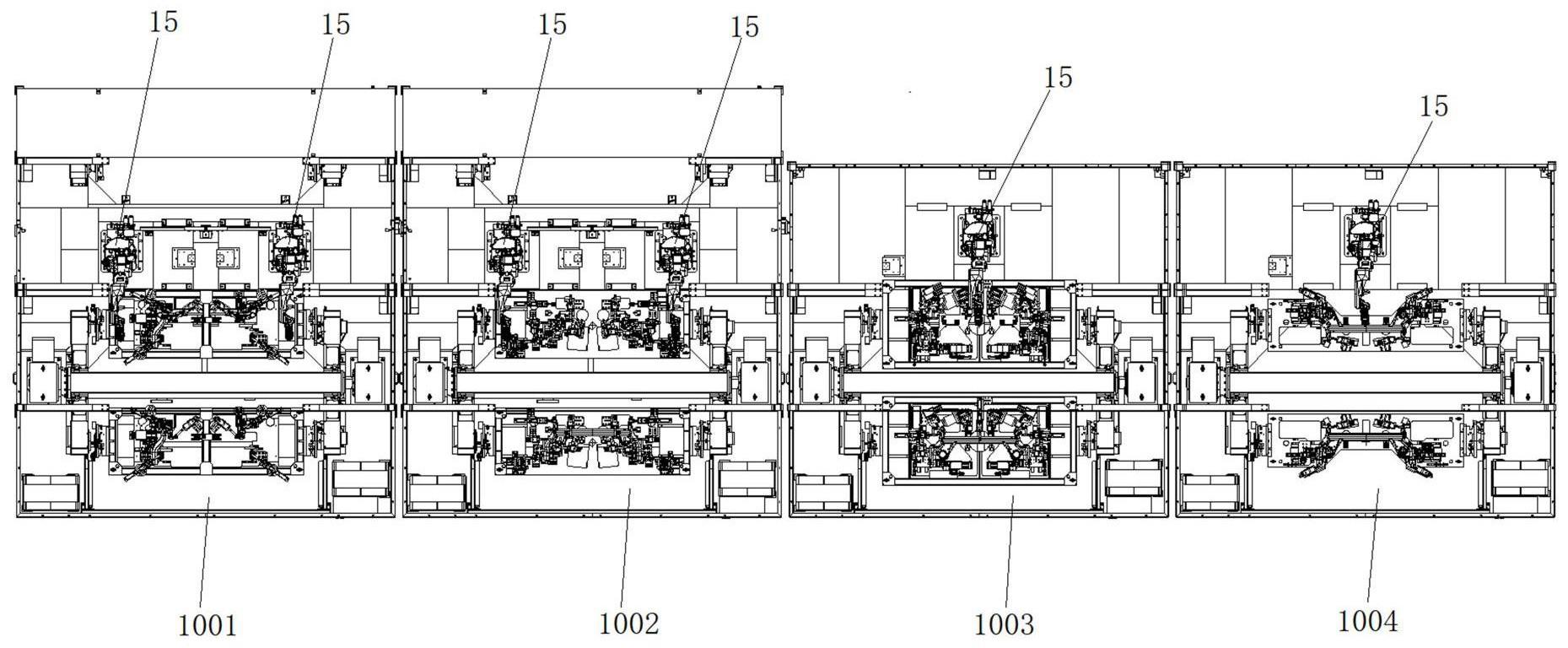
16、优选地,焊接工作站具有四个,四个焊接工作站在三轴变为的轴向上排列拼合,依次为第一工作站、第二工作站、第三工作站和第四工作站,第一工作站和第二工作站均具有两个焊接机器人,第三工作站和第四工作站均具有一个焊接机器人。
17、一种扭力梁生产工艺,应用于上述的扭力梁焊接生产线上,包括如下工艺步骤:
18、op1:将横梁、左右纵梁和左右加强板分别放置在第一工作站的预备侧工作台上,利用多个夹持机构进行固定;
19、op2:第一工作站的三轴变位机对中转轴进行翻转,使预备侧的工作台和工作侧的工作台进行翻转对换,两个焊接机器人分别将左纵梁和左加强板焊接至横梁左侧,以及将右纵梁和右加强板焊接至横梁右侧,得到第一序总成;
20、op3:第一工作站的三轴变位机再次对中转轴进行翻转,使装载有第一序总成的工作台回到预备侧,人工对第一序总成进行卸载;
21、op4:将第一序总成以及左右弹簧座、两个轮毂安装板和两个轴头放置到第二工作站的预备侧工作台上,利用其上的多个夹持机构进行固定;
22、op5:第二工作站的三轴变位机对中转轴进行翻转,使预备侧的工作台和工作侧的工作台进行翻转对换,两个焊接机器人分别将左弹簧座焊接至第一序总成的左侧,以及将右弹簧座焊接在第一序总成的右侧上,得第二序总成,再分别将两个轴头焊接在两个轮毂安装板上,得到两个轮毂分总成;
23、op6:第二工作站的三轴变位机再次对中转轴进行翻转,使装载有第二序总成和轮毂分总成的工作台回到预备侧,人工对第一序总成和轮毂分总成进行卸载;
24、op7:将第二序总成以及左右减震器安装座和左右套管放置到第三工作站的预备侧工作台上,利用其上的多个夹持机构进行固定;
25、op8:第三工作站的三轴变位机对中转轴进行翻转,使预备侧的工作台和工作侧的工作台进行翻转对换,焊接机器人依次将左右减震器安装座和左右套管焊接至第二序总成上,得到第三序总成;
26、op9:第三工作站的三轴变位机再次对中转轴进行翻转,使装载有第三序总成的工作台回到预备侧,人工对第三序总成进行卸载;
27、op10:将第三序总成和两个轮毂分总成放置在第四工作站的预备侧工作台上,利用其上的多个夹具进行固定;
28、op11:第四工作站的三轴变位机对中转轴进行翻转,使预备侧的工作台和工作侧的工作台进行翻转对换,焊接机器人将两个轮毂分总成分别焊接在第三序总成上,得到扭力梁总成;
29、op12:第四工作站的三轴变位机再次对中转轴进行翻转,使装载有扭力梁总成的工作台回到预备侧,人工对扭力梁总成进行卸载;
30、其中,op1、op2和op3的时间之和为t1,op4、op5和op6的时间之和为t2,op7、op8和op9的时间之和为t3,op10、op11和op12的时间之和为t4,而t1、t2、t3和t4中最大值和最小值的差值小于它们平均值的10%。
31、优选地,在op2的预备侧工作台与工作侧工作台进行翻转对换后,人工再于此时的三轴变位机预备侧处放入并夹紧横梁、左右纵梁和左右加强板;在op5的预备侧工作台与工作侧工作台进行翻转对换后,人工再于此时的三轴变位机预备侧处放入并夹紧第一序总成、左右弹簧座、两个轮毂安装板和两个轴头;在op8的预备侧工作台与工作侧工作台进行翻转对换后,人工再于此时的三轴变位机预备侧处放入并夹紧第二序总成、左右减震器安装座和左右套管;在op11的预备侧工作台与工作侧工作台进行翻转对换后,人工再于此时的三轴变位机预备侧处放入并夹紧第三序总成和两个轮毂分总成。
32、(三)有益效果
33、本发明的有益效果是:一种扭力梁焊接生产线,包括多个焊接工作站,焊接工作站包括基座、三轴变位机、夹具工装、安装板和至少一个焊接机器人;三轴变位机安装于基座上,多个焊接工作站在三轴变位机的轴向上依次排列拼合,三轴变位机上还可转动有安装座;夹具工装用于夹持工件,安装板固定安装在夹具工装上,安装板还可拆卸连接在安装座上,并使三轴变位机的两个工作轴上均转动有夹具工装;焊接机器人安装于基座上,用于焊接工件。每款扭力梁对应配置有一套夹具工装,夹具工装可拆卸安装在三轴变位机上,故该生产线可适用在多种型号扭力梁的生产上。一种扭力梁生产工艺,应用于扭力梁焊接生产线上,使各工序工作时间相近,可以平衡生产节拍,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!