一种精密铸件打孔设备的制作方法
本发明属于打孔机,具体的说是一种精密铸件打孔设备。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后所得到的具有一定形状,尺寸和性能的物件,在一些精密设备中,需要铸造相应的精密铸件,这类铸件尺寸更加精准,表面光洁度更好,而在精密铸件铸造后仍需要进行一系列加工处理,例如打磨、切削、打孔等。
2、在对精密铸件进行打孔时,需要使用打孔设备,具体的在打孔时,先将铸件通过夹具夹持固定,被固定的铸件表面受到夹具挤压作用,精密铸件所用的原料金属存在差异,当精密铸件通过铝这类硬度较软的金属铸造成型,铸件的硬度较低,在通过夹具夹持时,当铸件表面受到夹持挤压力过大时,铸件可能会被挤压变形,而当夹持挤压力较小时,夹持效果较低,在打孔时铸件可能会发生松动,影响打孔质量。
3、为此,本发明提供一种精密铸件打孔设备。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
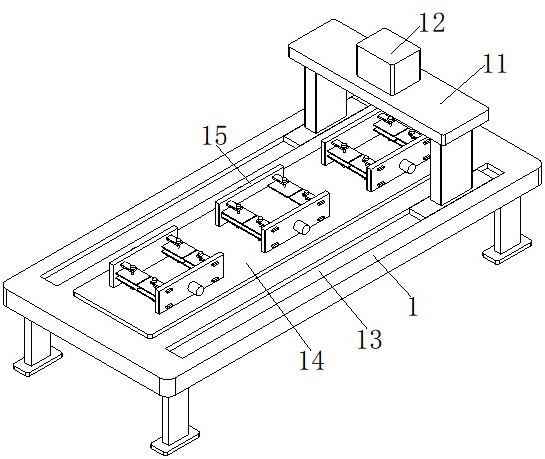
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种精密铸件打孔设备,包括工作台,所述工作台的顶面安装有支架,所述支架的表面安装有打孔组件,所述打孔组件用于对铸件打孔,所述工作台的顶面开设有滑槽,所述滑槽的尺寸与所述支架适配;
3、工作台的顶面安装有承接板,所述承接板的顶面设置有三对夹持板,一对所述夹持板数量为两个且基于承接板中心处对称,两个所述夹持板相背的一侧垂直安装有驱动杆,驱动杆通过液压缸输出端驱动,一个所述夹持板的竖直面开设有四个插接孔,且两两对称,所述插接孔内插接有支撑板,所述支撑板的顶面开设有贯通孔,所述支撑板的顶部安装有第一电动伸缩杆,所述第一电动伸缩杆的输出端穿过贯通孔,所述第一电动伸缩杆输出端的底端安装有挤压杆,所述挤压杆的底端安装有扩压板;本发明实施例在使用时,将待打孔的精密铸件放置到夹持板之间,之后夹持板上的驱动杆通过液压缸驱动,夹持板被驱动挤压夹持铸件,同时控制第一电动伸缩杆,第一电动伸缩杆带动挤压杆端部的扩压板挤压铸件,铸件的顶部存在四个扩压板,扩压板被带动挤压在铸件的顶部,同样铸件的底部存在对称的扩压板挤压铸件,铸件上下部分被扩压板挤压限制,配合夹持板对铸件夹持固定,对于铝这类硬度较软的金属铸造成型的铸件,可将夹持板对铸件的夹持挤压力降低,防止铸件被挤压变形,同时配合扩压板对铸件上下部分的挤压限制,确保铸件被夹持稳定,保证夹持效果,避免铸件打孔时松动,确保铸件的打孔质量;同时多个扩压板将铸件悬空夹起,铸件抬起脱离承接板,便于打孔时打孔组件内的钻头贯通铸件,便于钻孔的进行。
4、优选的,所述扩压板的竖直面开设有卡槽,所述卡槽的内部滑动连接有卡板,所述卡板的顶面与所述挤压杆的底端连接;在使用时,在扩压板挤压在铸件上时,通过驱动扩压板移动,挤压杆底部的卡板相对于扩压板上的卡槽移动,扩压板覆盖的铸件打孔位置被漏出。
5、优选的,所述扩压板的顶面开设有与卡槽贯通的多个定位孔,所述定位孔均匀直线阵列在扩压板的顶面,所述定位孔内插接有定位销,所述卡板的顶面开设有定位槽,定位槽位于定位孔下方且槽口尺寸与定位孔孔口尺寸相同,所述定位销插入到定位槽内;在使用时,在调节扩压板的位置后,将定位销插入到定位孔内,之后插入到卡板顶面的定位槽内,限制卡板与扩压板的连接,保证扩压板挤压铸件稳定。
6、优选的,所述扩压板包括第一连接板与第二连接板,所述第一连接板面向所述第二连接板的一面开设有连接槽,所述连接槽的内部插接有连接块,所述连接块位于槽口处的一端固定连接有第二连接板;在使用时,在夹持铸件时,先将第二连接板从第一连接板上拆下,之后将铸件先通过夹持板夹持,基于铸件的尺寸,通过连接块插入到连接槽内将第二连接板安装到第一连接板上,安装后第一连接板与第二连接板对铸件的挤压面处于同一平面,对于尺寸较小的铸件,不需要将外侧第二连接板安装到第一连接板上,同时第一连接板与第二连接板之间间隙通过连接块插入连接槽的深度调节,间隙可为打孔钻头通过,在移动扩压板防止阻挡打孔位置时,第一连接板与第二连接板配合保证对铸件足够的挤压面积。
7、优选的,所述连接块的表面套接有橡胶套,连接块插入到连接槽内部后橡胶套同步进入到槽体内且与槽体内壁存在挤压力;在使用时,在连接块插入到连接槽内部后,橡胶套同步插入到槽体内,橡胶套挤压槽体内壁将连接块在连接槽内的位置固定,故第二连接板安装到第一连接板上稳定。
8、优选的,所述扩压板的底面开设有多个凹槽,所述凹槽均匀阵列在扩压板底面,所述凹槽的内部插接有填充板,填充板插入到凹槽内部后底面与扩压板底面等高,填充板表面与凹槽内壁之间存在摩擦力;在使用时,在扩压板挤压铸件表面时,对于铸件表面存在凸起的部分,将与之接触的扩压板底部的填充板取出凹槽,之后调节支撑板与夹持板之间位置及扩压板与卡板之间位置,使凹槽与铸件表面凸起对齐,之后扩压板挤压铸件时铸件表面的凸起插入到凹槽内。
9、优选的,所述夹持板的竖直面开设有安装孔,安装孔内插接有鹅颈管,所述鹅颈管的一端管口位于两个夹持板之间,另一端管口与抽液泵连通;在使用时,鹅颈管通过抽液泵作用产生抽吸力,在铸件被夹持后将鹅颈管弯曲使其端口对准铸件表面,在打孔时,持续不断喷到打孔处的冷却液通过鹅颈管抽取,避免冷却液被扩压板阻挡难以流出铸件,且铸件表面存在内凹结构时,鹅颈管可将内凹处聚集的冷却液抽走。
10、优选的,所述鹅颈管位于两个夹持板之间管口处安装有过滤板,过滤板的表面均匀开设有用于阻挡打孔产生的金属碎屑的漏孔;在使用时,鹅颈管管口处设置的过滤板阻挡鹅颈管抽取打孔产生的碎屑,避免与鹅颈管连通的抽液泵抽入碎屑产生异常。
11、优选的,所述挤压杆的底端设置有挤压盘,所述挤压盘与所述扩压板平行,且挤压盘的底部安装有四个抵压弹簧,抵压弹簧呈环形均匀阵列在挤压盘底面,所述抵压弹簧的底端垂直安装在扩压板的顶面;在使用时,挤压杆底部的挤压盘通过抵压弹簧挤压扩压板,当铸件表面为倾斜面时,扩压板被抵压弹簧挤压贴附倾斜面,铸件被扩压板挤压。
12、优选的,所述挤压盘的顶面边界处成环形均匀开设有四个缺口,每个缺口内插接有调节板,所述抵压弹簧的顶部安装在调节板底面,所述调节板的顶面安装有第二电动伸缩杆,所述第二电动伸缩杆的顶端安装有连接架,所述连接架的两端安装在所述挤压盘顶面;在使用时,调节第二电动伸缩杆的伸缩长度,第二电动伸缩杆通过调节板带动调节抵压弹簧顶部位置,抵压弹簧的弹性改变,扩压板挤压铸件倾斜面时,通过调节不同位置抵压弹簧的弹力,确保扩压板挤压铸件上倾斜面均衡,保证铸件被扩压板挤压限制效果。
13、本发明的有益效果如下:
14、1.本发明所述的一种精密铸件打孔设备,通过在夹持板上设置扩压板,在使用时,将待打孔的精密铸件放置到夹持板之间,通过夹持板进行夹持固定,同时铸件上下两侧通过扩压板挤压限制,配合夹持板对铸件夹持固定,对于铝这类硬度较软的金属铸造成型的铸件,可将夹持板对铸件的夹持挤压力降低,防止铸件被挤压变形,同时配合扩压板对铸件上下部分的挤压限制,确保铸件被夹持稳定,保证夹持效果,避免铸件打孔时松动,确保铸件的打孔质量。
15、2.本发明所述的一种精密铸件打孔设备,通过在夹持板上设置鹅颈管,在使用时,鹅颈管通过抽液泵作用产生抽吸力,在铸件被夹持后将鹅颈管弯曲使其端口对准铸件表面,在打孔时,持续不断喷到打孔处的冷却液通过鹅颈管抽取,避免冷却液被扩压板阻挡难以流出铸件,且铸件表面存在内凹结构时,鹅颈管可将内凹处聚集的冷却液抽走,方便工作人员后续处理。
- 还没有人留言评论。精彩留言会获得点赞!