一种有色金属的延压设备及延压加工工艺的制作方法
本发明涉及有色金属加工,具体为一种有色金属的延压设备及延压加工工艺。
背景技术:
1、有色金属是国民经济发展的基础材料,航空、航天、汽车、机械制造、电力、通讯、建筑、家电等绝大部分行业都以有色金属材料为生产基础,并且随着现代化工、农业和科学技术的突飞猛进,有色金属在人类发展中的地位愈来愈重要,它不仅是世界上重要的战略物资,重要的生产资料,而且也是人类生活中不可缺少的消费资料的重要材料。
2、有色金属压延加工是钢铁行业的工艺之一,其加工流程是借助于辊筒间强大的剪切力,并配以相应的加工温度,使黏流态的物料多次受到挤压和延展作用,最终成为具有宽度和厚度的薄片制品的一种加工方法,通过对冶炼浇铸后形成的金属锭、坯、模进行轧制、锻打或挤压等外力手段,使其成为需要的形状,就是有色金属的压延加工工艺。
3、现有的延压设备对有色金属进行压延加工时,通常只对金属进行基础的粗轧后,再进行后续的连轧,金属整体的延展性没有充分激发而出,导致生产的金属压延展开性能较差,并且现有的延压设备,在进行压延时,金属会出现冷却变硬的现象,导致金属出现难以压延和压延效果差的问题,加之有色金属压延完成后,人工收卷较为繁琐,也容易对工作人员造成烫伤,不利于有色金属压延加工的顺利进行。
技术实现思路
1、针对现有技术的不足,本发明提供了一种有色金属的延压设备及延压加工工艺,解决了现有的延压设备,生产的金属压延展开性能较差,并且压延时,金属会出现冷却变硬的现象,导致金属出现难以压延和压延效果差,以及人工收卷较为繁琐,容易对工作人员造成烫伤的问题。
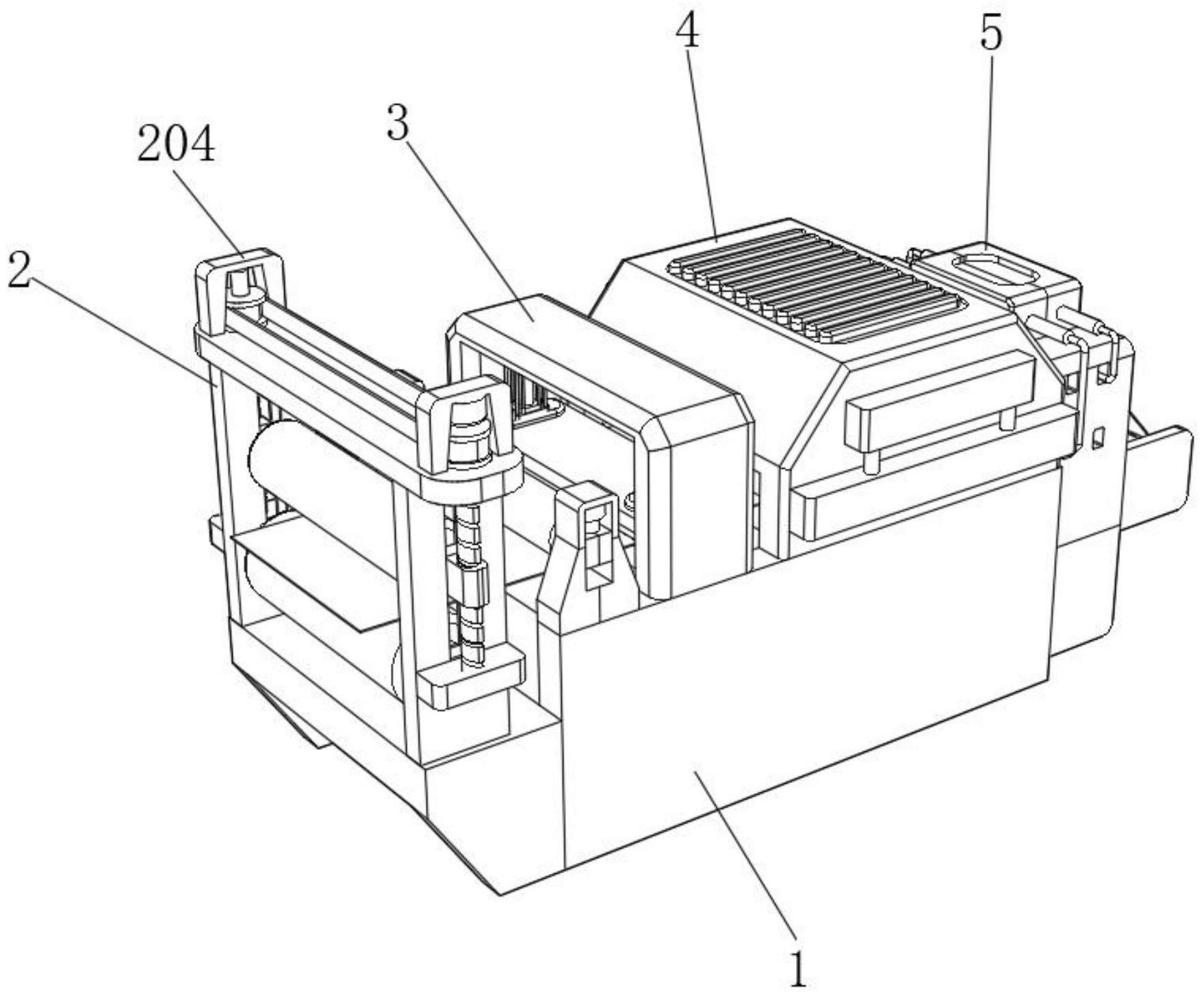
2、为实现以上目的,本发明通过以下技术方案予以实现:一种有色金属的延压设备,包括底座,所述底座的前端设置有挤压机构,所述底座的顶端前部设置有捶打机构,所述底座的顶端中后部设置有加热输送机构,所述底座的后部设置有冷却收卷机构;
3、所述挤压机构包括连接座,所述连接座的顶端左右侧均固定连接有支撑板,所述支撑板的向外一侧下部均固定连接有固定块,所述支撑板的顶端分别固定连接在上顶板的底端左右侧,所述上顶板的顶端左右侧固定连接有u形连接架,右侧所述u形连接架的底端固定连接有驱动电机,所述驱动电机的输出端固定连接有主动轮,所述主动轮通过皮带连接从动轮,所述主动轮和从动轮的底端均固定连接在螺纹杆的一端,所述螺纹杆的另一端分别贯穿上顶板的顶端左右侧并转动连接在固定块的顶端,所述螺纹杆的外侧均螺纹连接有活动块,所述活动块的向内一侧分别与第一挤压辊轴的左右侧转动连接,所述支撑板的向内一侧下部分别与第二挤压辊轴的左右侧转动连接,所述从动轮的顶端固定连接有连接杆,所述连接杆的顶端转动连接在左侧u形连接架的底端,所述支撑板的中部均设置有内槽,所述内槽与活动块滑动连接。
4、优选的,所述捶打机构包括梯形块,所述梯形块的顶端内壁均固定连接有第一电动伸缩杆,所述第一电动伸缩杆的伸缩端均固定连接有连接块,所述连接块的向内一侧分别与第一限位辊轴的左右侧转动连接,所述梯形块的向内一侧下部分别与第二限位辊轴的左右侧转动连接。
5、优选的,所述梯形块的后部设置有支撑架,所述支撑架的顶端内壁左右侧均固定连接有第一液压气缸,所述第一液压气缸的伸缩端分别固定连接在第一压板的顶端左右侧,所述第一压板的底端等距设置有若干个凸起压球。
6、优选的,所述底座的顶端前部左右侧分别固定连接有第二电动伸缩杆,所述第二电动伸缩杆的伸缩端分别固定连接在第二压板的底端左右侧,所述第二压板的顶端等距设置有若干个内凹压槽。
7、优选的,所述加热输送机构包括连接箱,所述连接箱的顶端内壁设置有加热器,所述连接箱的左右侧上部均固定连接有第二液压气缸,所述第二液压气缸的伸缩端固定连接在密封板的顶端,所述密封板的向内一侧等距设置有若干个梯度压平辊轴,所述连接箱的左右侧下部内壁等距设置有若干个固定辊轴,所述连接箱的顶端等距设置有若干个散热口。
8、优选的,所述冷却收卷机构包括固定架,所述固定架的顶端左右侧内壁均固定连接有第三电动伸缩杆,所述第三电动伸缩杆的伸缩端分别固定连接在第一冷却压板的顶端左右侧,所述固定架的中部固定连接有架板,所述架板的顶端左右侧分别固定连接有第四电动伸缩杆,所述第四电动伸缩杆的伸缩端分别固定连接在第二冷却压板的底端左右侧,所述第一冷却压板和第四电动伸缩杆的向外一侧均固定有冷头,上端所述冷头的左右侧均固定连接在第一冷凝水流管的一端,所述第一冷凝水流管的另一端分别固定连接在后端冷排风扇箱的左右侧。
9、优选的,所述固定架的前后侧均设置有导向辊轴,所述固定架的顶端前后侧均固定连接有冷排风扇箱,下端所述冷头的左右侧均固定连接在第二冷凝水流管的一端,所述第二冷凝水流管的另一端分别固定连接在前端冷排风扇箱的左右侧,所述固定架的左右侧均固定连接有延伸板,所述延伸板的向内一侧分别与收卷辊轴的左右侧转动连接。
10、一种有色金属的延压设备的延压加工工艺,使用一种有色金属的延压设备,包括以下步骤:
11、s1、设备检测:首先针对延压设备进行设备检查,通过对挤压机构、捶打机构、加热输送机构和冷却收卷机构进行作业检测,确保正常作业后,进行金属的延压加工流程;
12、s2、上料输送:首先将金属放置到挤压机构底座进行厚度快压,通过驱动电机带动主动轮,主动轮再通过皮带带动从动轮转动,从而使主动轮和从动轮同步带动连接的螺纹杆进行运动,螺纹杆进而带动活动块进行上下运动,从而使活动块连接的第一挤压辊轴与第二挤压辊轴配合,实现不同厚度的金属挤压处理;
13、s3、延压捶打:挤压完成的金属通过第二限位辊轴和第一电动伸缩杆控制高度调节的第一限位辊轴一起,对挤压而出的金属进行导向和进一步输送,输送的金属板到达第二压板上,通过第一液压气缸带动第一压板,配合第二压板对经过的金属板进行快速捶打,使金属板更加有延展性;
14、s4、连接挤压:捶打后的金属板,通过固定辊轴和梯度压平辊轴的不同梯度的滚压,使金属板的厚度根据使用需求进行调节,同时配合加热器的加热处理,避免输送的金属板出现冷却变硬,有利于厚度压薄的处理;
15、s5、冷却定型:连接挤压完成的金属板通过导向辊轴的导向作用进入第一冷却压板和第二冷却压板之间,通过第三电动伸缩杆和第四电动伸缩杆带动夹持,配合冷排风扇箱、第二冷凝水流管、第一冷凝水流管和冷头,使第一冷却压板和第二冷却压板处于低温夹持状态,夹持的金属板通过使进行快速降温,并且配合收卷辊轴完成冷却收卷,避免高温造成工作人员受伤的情况发生。
16、本发明提供了一种有色金属的延压设备及延压加工工艺。具备以下有益效果:
17、1、本发明通过挤压机构底座进行厚度快压,通过驱动电机带动主动轮,主动轮再通过皮带带动从动轮转动,从而使主动轮和从动轮同步带动连接的螺纹杆进行运动,螺纹杆进而带动活动块进行上下运动,从而使活动块连接的第一挤压辊轴与第二挤压辊轴配合,实现不同厚度的金属挤压处理,挤压完成的金属通过第二限位辊轴和第一电动伸缩杆控制高度调节的第一限位辊轴一起,对挤压而出的金属进行导向和进一步输送,输送的金属板到达第二压板上,通过第一液压气缸带动第一压板,配合第二压板对经过的金属板进行快速捶打,使金属板更加具有延展性,
18、2、本发明通过捶打后的金属板,通过固定辊轴和梯度压平辊轴的不同梯度的滚压,使金属板的厚度根据使用需求进行调节,同时配合加热器的加热处理,避免输送的金属板出现冷却变硬,不利于厚度压薄的处理,并且通过导向辊轴的导向作用使金属板进入第一冷却压板和第二冷却压板之间,通过第三电动伸缩杆和第四电动伸缩杆带动夹持,配合冷排风扇箱、第二冷凝水流管、第一冷凝水流管和冷头,使第一冷却压板和第二冷却压板处于低温夹持状态,夹持的金属板通过时进行快速降温,并且配合收卷辊轴完成冷却收卷,避免高温造成工作人员受伤的情况发生。
- 还没有人留言评论。精彩留言会获得点赞!