一种通风管道消声器及其生产线的制作方法
本技术涉及消声器,尤其是涉及一种通风管道消声器及其生产线。
背景技术:
1、通风管道是工业与民用建筑的通风与空调工程用金属或复合管道,是为了使空气流通,降低有害气体浓度的一种市政基础设施。在使用通风管道加速空气流通排出时,可能会导致某个风口出现高噪声;为避免噪音对人们的工作生活产生影响,往往会在通风管道上安装消音器。
2、为提高消音器对流动空气的消音处理效果,安装在通风管道上的消音器的通常呈圆柱筒状,该消音器包括圆筒状的网筒、罩设在网筒外周的外筒和填充在网筒与外筒之间的吸音材料。在生产该消音器时,会先使用下料切割机对网板和锌板进行切割下料,接着使用卷板机将网板卷绕呈圆筒状,并使用焊枪将网板两侧焊接相连形成网筒。随后将吸音材料包覆在网筒外周壁上。再将锌板卷绕包覆在吸音材料外周,使得锌板呈圆筒状,并使用焊枪将锌板两侧焊接相连形成外筒。
3、针对上述中的相关技术,网板通过卷绕焊接形成网筒,并在网筒外周包覆吸音材料时,由于网板硬度较低,使得网筒易产生变形,导致网筒会被挤压成椭圆状,甚至网筒内壁存在折痕,更甚者会导致网筒的焊缝产生裂纹。当网筒内壁各处的曲率存在差异时,空气流经网筒时,网筒内壁各处的空气流动速度不同,从而产生噪音,影响消音器对噪音的消音效果。
技术实现思路
1、为了改善消音器因内部网筒产生形变而导致消音器消音效果差的问题,本技术提供一种通风管道消声器及其生产线。
2、第一方面,本技术提供的一种通风管道消声器生产线,采用如下的技术方案:
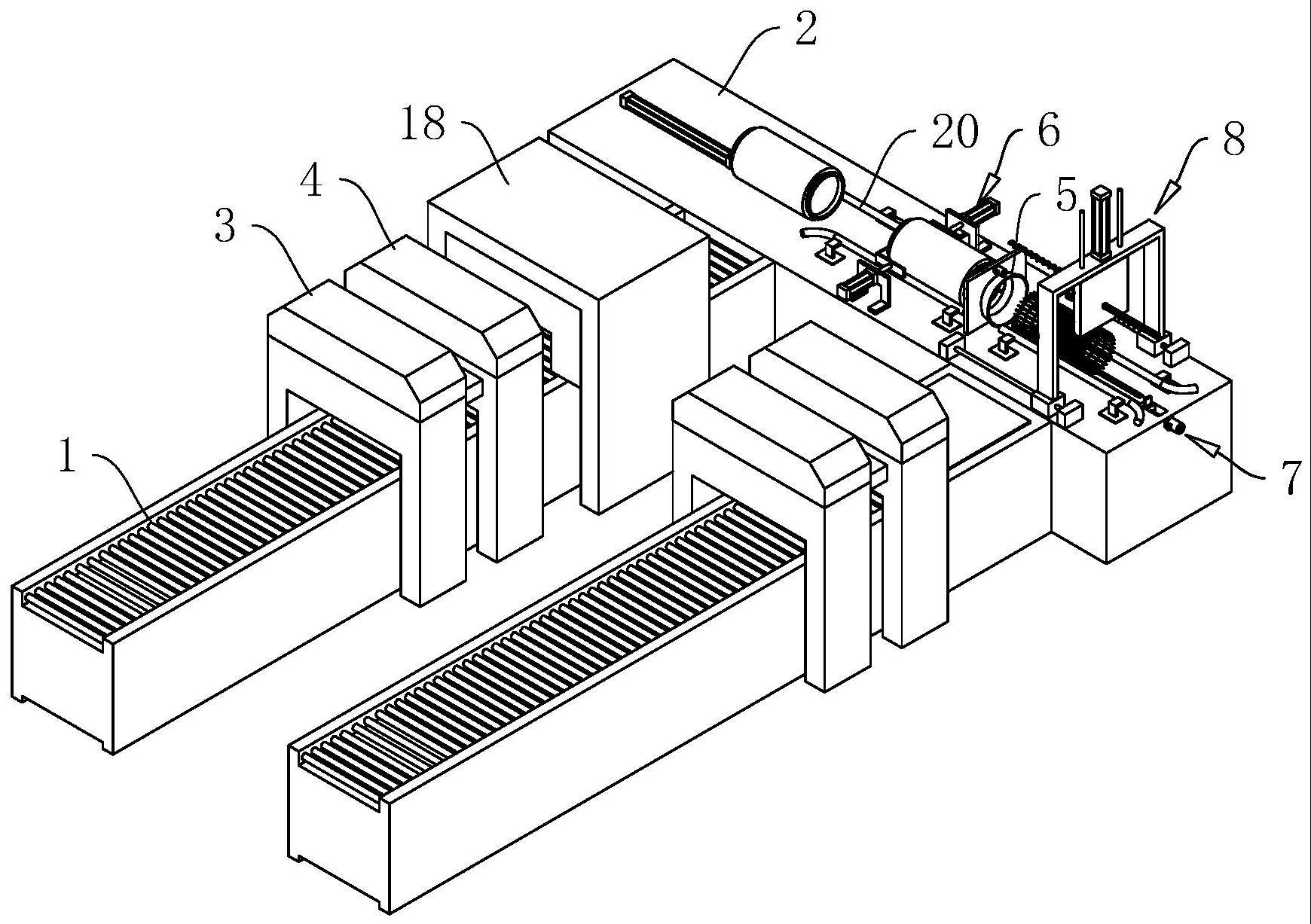
3、一种通风管道消声器生产线,包括两条输送线和位于两条所述输送线之间的组装线,所述输送线上设置有下料切割机和卷板机,所述组装线上设置有喇叭筒,所述组装线上于所述喇叭筒的小口径端设置有用于定位外筒的定位组件,所述组装线上于所述喇叭筒的大口径端设置有用于将网筒经由所述喇叭筒内推入到外筒中的推进机构,所述组装线上设置有用对网筒进行整形的整形机构。
4、通过采用上述技术方案,两条输送线分别将锌板和网板输送至下料切割机和卷板机处进行加工处理,从而形成外筒和网筒,外筒和网筒经由输送线输送至组装线上进行组装。在对网筒和外筒进行组装加工时,先使用定位组件将外筒定位在喇叭筒的小口径的一侧,并使得外筒与喇叭筒共轴线设置。随后启动推进机构,推进机构推动网筒朝靠近喇叭筒方向运动,并从喇叭筒的大口径端运动至喇叭筒的小口径端,使得网筒被收卷聚拢;被收卷聚拢后的网筒在喇叭筒的导向作用下被推进机构推入到外筒中。最后启动整形机构,整形机构对网筒内壁进行滚压整形,使得网筒舒张呈现在外筒中,且网筒内壁平滑,各处曲率相同,尽可能避免了因内部网筒产生形变而导致消音器消音效果差的问题。
5、可选的,所述推进机构包括移动组件和抵推板,所述抵推板沿所述喇叭筒轴线的长度方向滑移设置在所述组装线上,网筒上安装有延伸件,所述延伸件的一端延伸至网筒外,所述移动组件通过所述抵推板推动所述延伸件朝靠近所述喇叭筒方向运动,网筒在所述延伸件的带动下穿设所述喇叭筒并移动至外筒中。
6、通过采用上述技术方案,当需要将网筒推入到外筒中时,先将延伸件安装在网筒上,然后将抵推板与延伸件对齐,启动移动组件,移动组件通过抵推板推动延伸件朝靠近外筒方向运动,使得网筒在延伸件的带动下穿设喇叭筒运动至外筒中,此时抵推板位于喇叭筒远离外筒的一侧。随后将延伸件从网筒上取下,即可完成网筒与外筒的组装。
7、可选的,所述整形机构包括活动设置在所述组装线上的承载板、驱使所述承载板运动的位移组件、活动设置在所述承载板上的圆整轮和驱使所述圆整轮转动的动力组件,所述位移组件通过所述承载板驱使所述圆整轮进入到网筒中,所述动力组件驱使所述圆整轮滚压网筒内壁。
8、通过采用上述技术方案,当需要对网筒进行内壁整形时,可启动位移组件,位移组件驱使承载板在组装线上进行位置调整,使得圆整轮位于网筒内且与网筒内壁抵接。随后启动动力组件,动力组件驱使圆整轮对网筒内壁进行滚动滚压,实现快速对网筒进行内壁整形处理。
9、可选的,所述动力组件包括固定安装在所述承载板上的螺旋杆、螺纹套设在所述螺旋杆上的螺旋筒、滑移套设在所述螺旋杆上的滑动筒和位于所述承载板上且用于驱使所述滑动筒沿所述螺旋杆长度方向滑移的驱动件,所述螺旋杆沿所述喇叭筒轴线方向分布,且所述螺旋杆位于所述承载板靠近所述喇叭筒的一侧,所述滑动筒与所述螺旋筒转动连接,所述圆整轮安装在所述螺旋筒上。
10、通过采用上述技术方案,启动驱动件,驱动件驱使滑动筒沿螺旋杆长度方向滑移,滑动筒推动螺旋筒在螺旋杆上运动。由于螺旋筒与螺旋杆螺纹适配,使得螺旋筒在沿螺旋杆长度方向滑移的过程中,螺旋筒可带动圆整轮不仅可绕螺旋杆转动,同时还可以沿螺旋杆长度方向运动,使得圆整轮可对网筒内壁各处进行滚压整形。
11、可选的,所述螺旋筒上设置有用于调节所述圆整轮滚压网筒内壁的滚压力大小的调节组件。
12、通过采用上述技术方案,为使得圆整轮对网筒内壁进行有效滚压,可通过调节组件调节圆整轮对网筒内壁的抵紧力大小,使得圆整轮可快速将网筒内壁进行快速滚压成型。
13、可选的,所述滑动筒上设置有用于焊接网筒两侧壁的焊接机构。
14、通过采用上述技术方案,驱动件在驱使滑动筒沿螺旋杆长度方向滑移时,滑动筒带动焊接机构沿网筒长度方向运动,使得焊接机构对网筒两侧的边沿进行焊接,使得在整形完成后,即可完成对网筒的焊接成型。
15、可选的,所述承载板上设置有用于检测所述喇叭筒位置的视觉检测装置,所述视觉检测装置与所述位移组件电连接。
16、通过采用上述技术方案,视觉检测装置可检测喇叭筒的位置,从而驱使位移组件启动,位移组件驱使承载板进行位置调整,使得承载板上的螺旋杆与喇叭筒的中轴线共线设置。进而使得螺旋杆周侧的圆整轮对网筒各处的滚压力均相同,从而使得网筒被滚压呈圆筒状。
17、可选的,所述喇叭筒转动设置在所述组装线上。
18、通过采用上述技术方案,当网筒从喇叭筒的大口端穿入、从喇叭筒的小口端穿出时,喇叭筒还在转动,转动的喇叭筒可带动网筒进行收卷,确保从喇叭筒小口端穿出的网筒可快速被推入到外筒中。
19、第二方面,本技术提供的一种通风管道消声器,采用如下的技术方案:
20、一种通风管道消声器,采用上述一种通风管道消声器生产线制得,包括外筒和设置在所述外筒内的网筒,所述网筒与所述外筒之间填充有吸音层。
21、通过采用上述技术方案,先将外筒加工成型,然后将吸音层安装在外筒的内壁上,再将网筒卷绕成型并放入到外筒中,使得网筒的外壁抵紧在吸音层上,并对网筒进行焊接成型,形成消音器。当噪音从外筒的一端进入后,穿透网筒上的网孔被吸音层吸收,从而达到吸音降噪的目的。
22、综上所述,本技术包括以下至少一种有益技术效果:
23、1.启动推进机构,推进机构推动网筒朝靠近喇叭筒方向运动,并从喇叭筒的大口径端运动至喇叭筒的小口径端,使得网筒被收卷聚拢;被收卷聚拢后的网筒在喇叭筒的导向作用下被推进机构推入到外筒中。最后启动整形机构,整形机构对网筒内壁进行滚压整形,使得网筒舒张呈现在外筒中,且网筒内壁平滑,各处曲率相同,尽可能避免了因内部网筒产生形变而导致消音器消音效果差的问题;
24、2.通过调节组件调节圆整轮对网筒内壁的抵紧力大小,使得圆整轮可快速将网筒内壁进行快速滚压成型;
25、3.转动的喇叭筒可带动网筒进行收卷,确保从喇叭筒小口端穿出的网筒可快速被推入到外筒中。
- 还没有人留言评论。精彩留言会获得点赞!