用于多层空腔结构工件加工的水导激光加工装置与加工方法与流程
本发明涉及水导激光加工,具体涉及一种用于多层空腔结构工件加工的水导激光加工装置。
背景技术:
1、水导激光类似于激光在光纤中传播,由稳定的水柱作为激光传输的介质,空气作为低折射率包层,激光在水的表面发生全反射,激光通过水束传输至工件表面,对工件进行激光加工。其中水与激光的耦合技术是该加工方法的关键技术,激光经过扩束、聚焦进入喷嘴孔,当激光入射角大于全反射的临界角时,激光在水-空气界面发生全发射,激光在水的导引下,保持恒定的激光能量密度,到达加工材料表面。这种独特的激光与水束耦合的加工方法会产生平行于切口断面的切缝,切割加工面粗糙度小,不仅可以保证精密的加工精度,而且还可以确保加工区域的冷却和干净,加工工件的热残余应力小,微裂纹少,具有优异的切割能力,可以加工各种厚度范围的各种难加工材料,同时还不会产生热影响区和微裂纹等缺陷,在航空工业等领域具有广泛的应用前景。
2、例如,中国专利文献cn113305427a中公开了一种水导激光加工装置。该水导激光加工装置提通过在装置主体内设置注水腔和光束腔,将设有流道的导向机构与注水腔连接,并将流道的出口与喷嘴连通,使得该水导激光加工装置在工作时,聚焦后的激光束能够依次通过流道和喷嘴对准工件,由于导向机构可摆动地和/或可伸缩地与注水腔连接,使得该水导激光加工装置能够针对工件的结构进行调整,满足不同的加工需求。
3、然而,上述水导激光加工装置在对具有多层空腔结构的工件例如涡轮、模具异形件加工时,水导激光容易出现穿透加工层后,激光损伤到加工层下层工件表面,进而使得下层工件表面出现加工缺陷。
技术实现思路
1、鉴于现有技术的缺陷,本发明的目的在于提出一种改善多层空腔结构工件水导激光加工方法,能够在水导激光加工过程中对下层工件表面形成防护,保护下层不受损伤,避免出现加工缺陷,提高工件的加工质量。
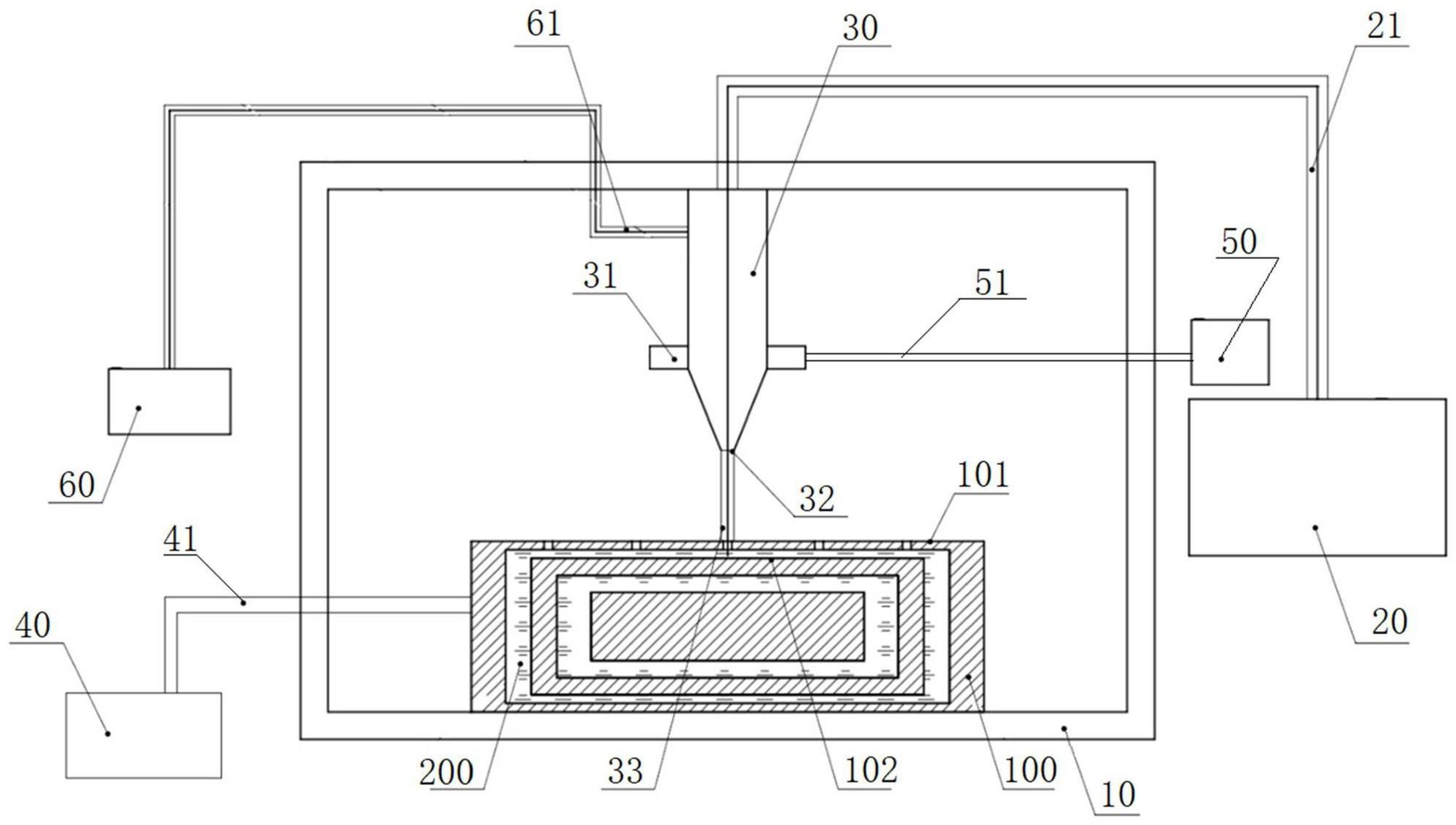
2、根据本发明目的的第一方面,提出一种用于多层空腔结构工件加工的水导激光加工装置,包括加工仓体、激光器、激光加工头、透明介质灌注装置、高压水流发生器、传感器以及控制器,所述控制器分别与激光器、透明介质灌注装置、高压水流发生器以及传感器连接;
3、所述激光器,被设置成能够被驱动发射激光束,并经由传输光纤传导至位于加工仓体内部的激光加工头;
4、所述激光加工头,耦合有水腔以及喷嘴,所述高压水流发生器与水腔连通,水腔内介质经由喷嘴喷出形成水束;所述激光加工头还配置有与喷嘴同轴的光学汇聚组件,用于汇聚射入的激光束并朝向其下方的水束射出,形成水束光纤,对位于激光加工头下方的多层空腔结构工件进行加工;
5、透明介质灌注装置,被设置成用于向多层空腔结构工件中注入流体状态的透明介质,所述流体状态的透明介质在多层空腔结构工件中被静置固化;
6、所述传感器,其输入端与一传感光纤的第一接口端耦合连接,所述传感光纤的第二接口端耦合至激光加工头,并与激光加工头内部设置的分光镜形成光学耦合,使得射向多层空腔结构工件的水束光纤在经由透明介质反射回来之后,反射光通过分光镜分光,其中一路经由所述传感光纤传导至传感器;传感器将接收到反射光的信号反馈至控制器;
7、所述控制器根据传感器的反馈信号控制激光器的运行。
8、由此,由于透明介质对激光束的反射远远低于工件材料,透明介质对水导激光有阻断效果,因此根据传感器反馈的接收到经由透明介质反射回来的反射光,据此可以判断工件表层已经打穿,需要进行工艺参数调整或者关机,使得加工过程更加安全可靠和高效。
9、由于工件材料对水导激光的吸收率高,材料熔化、气化并被去除;当多层工件的表层被打穿后,激光遇到透明介质,由于透明介质对水导激光的吸收率低,加工去除困难,对水导激光的持续加工有阻断效果。透明介质将激光反射至激光加工头中的分光镜,被透明介质反射的激光依次经分光镜、传感光纤,进入传感器中,传感器将接收到反射光的信号反馈至控制器。由于在透明介质上的反射光强度远远低于工件材料,因此激光经由工件材料反射回来的反射光强度与经透明介质反射回来的反射光强度相区别,传感器可据此可以判断表层已切透,传感器将切透信号传递给控制器,控制器可据此调节激光器的输出功率,实现关停,可防止激光穿过加工层破坏下层结构面,进而实现了对下层结构面的防护,避免了出现加工缺陷。
10、所述传感器采用光纤传感器,基于光电转换原理将接收到的光信号转换成电信号,并反馈至控制器。
11、在可选的示例中,所述控制器根据传感器的反馈信号控制激光器的运行,包括控制激光器的功率调节和/或控制激光器的关停。
12、在可选的示例中,所述透明介质灌注装置为注塑设备,通过第一管路向多层空腔结构工件中注入流体状态的透明介质。
13、在可选的示例中,所述透明介质灌注装置为螺杆式注塑机。
14、在可选的示例中,所述注塑设备的一侧设置有冲洗装置,所述冲洗装置用于向多层空腔结构工件中注入用于溶解透明介质的溶解剂,所述冲洗装置的输出端通过另一管路与多层空腔结构工件连接。如此设置,便于将多层空腔结构中的透明物质清理干净,有利于提高对工件的加工质量。
15、在另外的实施例中,用于多层空腔结构工件加工的水导激光加工装置还可以另外配置冲洗装置,例如盛有溶解剂的容器,通过浸泡实现透明介质的去除。
16、在可选的示例中,所述溶解剂与透明介质相对应地设置。例如,透明介质为石英,溶解剂为氢氧化钠溶液;透明介质为树脂,溶解剂为丙酮溶液。
17、根据本发明目的的第二方面,还提出一种多层空腔结构工件的加工方法,包括以下过程:
18、注入透明介质:将流体状态的透明介质从多层空腔结构工件的孔洞中灌入多层空腔结构工件中;
19、流体透明介质固化:流体状态的透明介质在多层空腔结构工件中静置固化;
20、水导激光加工:控制激光器发射激光束,并传导至激光加工头,高压水流发生器向水腔注入水流,水流从与水腔连通的喷嘴出喷射出来形成水束,激光加工头汇聚后的激光束射入水束内耦合形成水导光纤,通过水束引导激光束射向多层空腔结构工件进行水导激光加工;
21、其中,当激光束穿透工件的加工面,进入固化的透明介质中,透明介质将激光反射至激光加工头中的分光镜,被透明介质反射的激光依次经分光镜、传感光纤,进入传感器中,传感器将接收到反射光的信号反馈至控制器,控制器调节激光器的输出功率,并可实现关停;
22、溶解清洗:待多层空腔结构工件完成加工后,将溶解剂从工件的孔洞中注入多层空腔结构工件内部,通过溶解剂溶解对透明介质。
23、溶解剂可与透明介质反应,因此在加工结束后对透明介质进行溶解处理,不残留透明介质在工件表面,且不会损伤工件。
24、作为可选的示例,上述加工方法中的工件为航空涡轮发动机叶片。
25、由以上技术方案,本发明提供的用于多层空腔结构加工的水导激光加工方法,与现有技术相比,具有如下突出的实质性特点和显著进步:
26、基于所加工工件的多层空腔结构特性,在加工之前先将流体状态的透明介质从工件的孔洞中灌入多层空腔结构中,流体透明介质在多层空腔结构中静置固化后再进行水导激光加工,当激光穿透工件的加工面,进入固化的透明介质中,透明介质将激光反射至激光加工头中的分光镜,被透明介质反射的激光依次经分光镜、传感光纤,进入传感器中,基于透明介质对水导激光的吸收率很低,对加工过程有阻断效果,并且激光经由工件材料反射回来的反射光强度与经透明介质反射回来的反射光强度相区别,传感器将识别出接收到经透明介质反射回来的反射光,反馈至控制器,可距离调节激光器的输出功率和关停激光器,可防止激光穿过加工层破坏下层结构面,避免了下层结构面出现加工缺陷,提高了工件的加工质量。
- 还没有人留言评论。精彩留言会获得点赞!