一种电视边框自动化冲压装置及其冲压方法与流程
本发明属于冲压装置,具体涉及一种电视边框自动化冲压装置及其冲压方法。
背景技术:
1、电视边框长宽高的尺寸差距比较大。目前,生产电视边框的设备比较传统,主要是采用普通的冲床配合单工序模具进行加工,其中单工序模具就是往复运动一次完成一个固定的加工动作,标准配置是一台冲床和一套模具,以及一个操作员。
2、中国专利公告号为cn 214601278 u公开了一种电视边框自动化冲压装置,其中,包括机架、在机架上设有的模具、在模具的上方设有的冲床、在模具的两侧上分别设有的上料输送机和下料输送机,及在上料输送机上方的机架设有的辅助机械手和在下料输送机上方的机架设有的长臂转料机械手。本技术具有加工效率高和节省生产成本,及安全系数高的效果。
3、上述公开的专利在使用时存在:1、冲压后电视边框产生的热量无法快速冷却,影响加工效率;
4、2、冲压时,物料移动不便不方便,结构单一,造成上料不便,影响加工效率;
5、3、冲压完成后,取料不便,结构单一,造成取料不便,影响取料效率;
6、4、电视边框下料输送机上移动,下料输送机无法进行导料调节,影响移动稳定性。
技术实现思路
1、为解决上述背景技术中提出的问题。本发明提供了一种电视边框自动化冲压装置,具有散热高效,上料方便,取料便携,输送稳定的特点。
2、本发明还提供了一种电视边框自动化冲压装置的冲压方法。
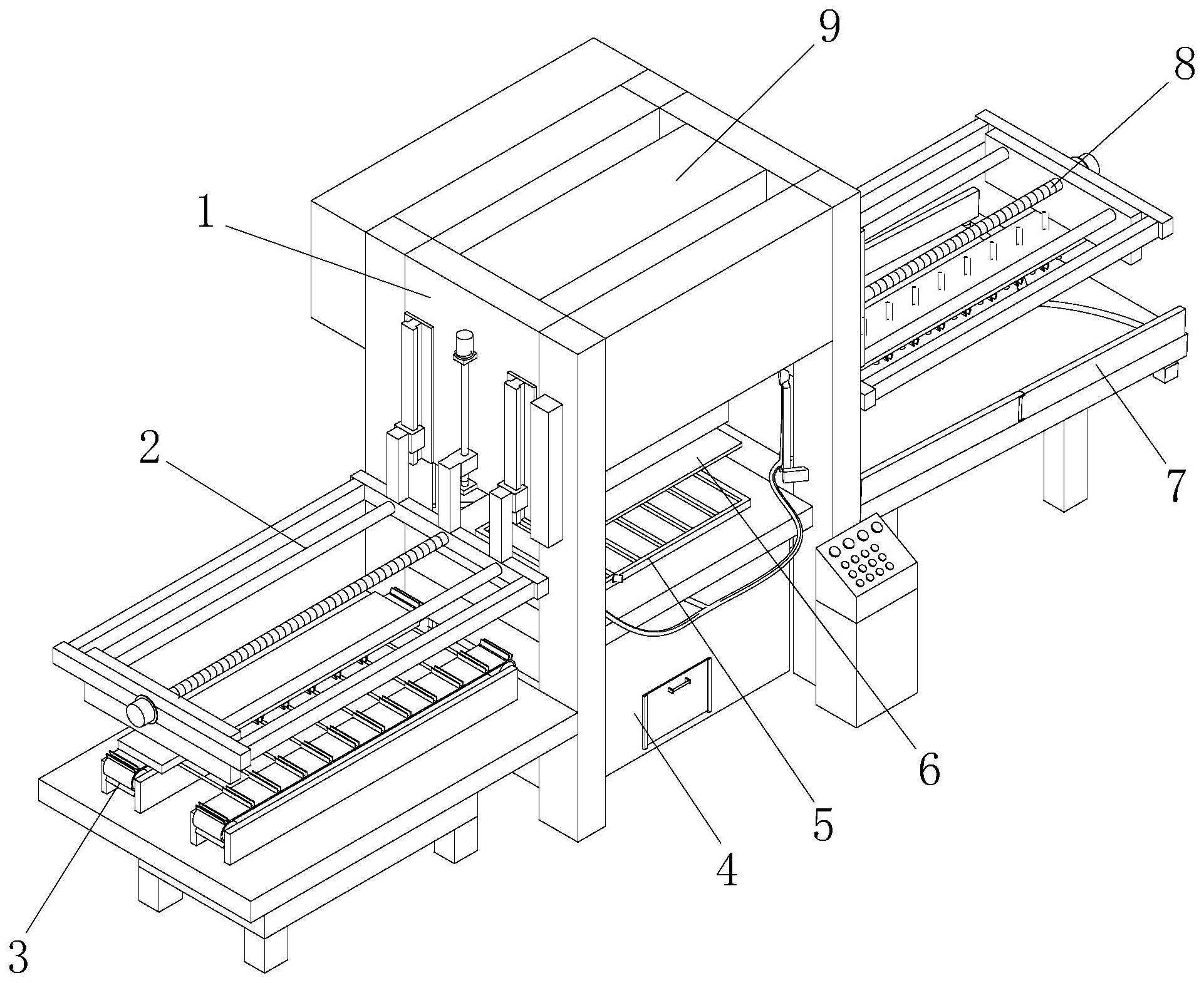
3、为实现上述目的,本发明提供如下技术方案:一种电视边框自动化冲压装置,包括机架,所述机架的中间设置有冲床,冲床的下端设置有上模具,机架的底部设置有散热组件,散热组件的上方设置有下模具,机架的进料端设置有上料输送机,上料输送机的上方设置有上料组件,机架的出料端设置有送料组件,送料组件的上方设置有下料组件。
4、进一步的,所述散热组件包括收集箱、气管、吸热组件、出气口、出料口和抽风机,其中,机架的底部设置有收集箱,收集箱的两侧上端设置有出气口,收集箱的中间设置有抽风机,机架的四周支腿设置有吸热组件,吸热组件与抽风机的进气口通过气管连接,收集箱的表面下端设置有出料口。
5、进一步的,所述吸热组件包括吸气罩、连接架、转动电机和安装块,其中,机架的侧边设置有安装块,安装块的中间转动连接有连接架,连接架的上端设置有吸气罩,吸气罩与气管连接,安装块的侧边设置有转动电机,转动电机转轴与连接架连接。
6、进一步的,所述上料组件包括滑轨一、移动座一、支撑架一、限位滑杆一、移动块一、驱动电机一、横移丝杆一、夹持组件、安装板一、滑动座一、升降丝杆一和升降电机一,其中,机架的进料端两侧设置有滑轨一,滑轨一的表面设置有移动座一,移动座一的下端设置有支撑架一,机架的侧边位于滑轨一的中间设置有升降电机一,升降电机一的转轴设置有升降丝杆一,升降丝杆一的表面嵌套有滑动座一,滑动座一的下端与支撑架一连接,支撑架一的侧边中间设置有驱动电机一,驱动电机一的转轴设置有横移丝杆一,支撑架一的内部两侧设置有限位滑杆一,限位滑杆一和横移丝杆一的表面设置有移动块一,移动块一的下端设置有安装板一,安装板一的下端设置有若干夹持组件。
7、进一步的,所述夹持组件包括气缸一、安装杆、固定板一、夹爪、连接杆和推板,其中,固定板一的上端四周设置有安装杆,固定板一的中间设置有气缸一,气缸一的下端设置有推板,推板的两侧活动连接有连接杆,固定板一的下端两侧铰接有夹爪,夹爪的侧边与连接杆轴销转动连接。
8、进一步的,所述送料组件包括滑槽、定挡板、活动挡板、限位柱、弧形槽、驱动组件和支撑腿,其中,滑槽的下端四周设置有支撑腿,滑槽的上端两侧设置有定挡板,定挡板的侧边轴销转动连接有活动挡板,活动挡板的下端设置有限位柱,滑槽的表面设置有弧形槽,滑槽的底部中间设置有驱动组件。
9、进一步的,所述驱动组件包括移动块、活动杆、连接块、螺纹杆和步进电机,其中,滑槽的下端设置有步进电机,步进电机的转轴连接有螺纹杆,螺纹杆的表面设置有移动块,移动块的两端活动连接有活动杆,限位柱的下端设置有连接块,活动杆与连接块轴销转动连接。
10、进一步的,所述下料组件包括滑轨二、移动座二、支撑架二、限位滑杆二、移动块二、驱动电机二、横移丝杆二、吸附组件、安装板二、滑动座二、升降丝杆二和升降电机二,其中,机架的出料端两侧设置有滑轨二,滑轨二的表面设置有移动座二,移动座二的下端设置有支撑架二,机架的侧边位于滑轨二的中间设置有升降电机二,升降电机二的转轴设置有升降丝杆二,升降丝杆二的表面嵌套有滑动座二,滑动座二的下端与支撑架二连接,支撑架二的侧边中间设置有驱动电机二,驱动电机二的转轴设置有横移丝杆二,支撑架二的内部两侧设置有限位滑杆二,限位滑杆二和横移丝杆二的表面设置有移动块二,移动块二的下端设置有安装板二,安装板二的下端设置有若干夹持组件,夹持组件的侧边设置有吸附组件。
11、进一步的,所述吸附组件包括气缸二、固定板二、吸盘和连接管,其中,安装板二的表面设置有气缸二,气缸二的下端设置有固定板二,固定板二的下端两侧设置有吸盘,吸盘的上端连接有连接管,连接管与抽风机的进气口连接。
12、进一步的,所述电视边框自动化冲压装置的冲压方法步骤如下:
13、步骤一、操作员将物料放置在上料输送机上通过皮带进行输送,输送至上料组件的下方停止,升降电机一旋转使升降丝杆一转动,升降丝杆一带动滑动座一移动,移动座一在滑轨一上滑动,支撑架一下移,使安装板一下移,气缸一收缩带动推板上移,推板拉动连接杆移动,连接杆带动夹爪旋转,夹爪夹持物料,驱动电机一旋转带动横移丝杆一转动,横移丝杆一表面的移动块一顺着限位滑杆一滑动,使安装板一移动至机架内下模具的上方,然后气缸一伸长使推板下移,使得夹爪展开,物料落入下模具中,驱动电机一反向旋转,使安装板一从机架中抽离;
14、步骤二、物料落入下模具中后,冲床下移带动上模具下移,上模具与下模具配合对物料进行冲压,使电视边框冲压成型,成型后,冲床带动上模具上移;
15、步骤三、转动电机转动带动连接架旋转,连接架转至下模具的上方,抽风机工作进行抽吸,吸气罩进行热量的抽吸,且冲压的废屑一并抽吸,通过气管输送进收集箱中,气体从出气口排走,打开出料口可将废屑收集清理,抽吸结束后,转动电机旋转使连接架回转,避免连接架影响冲压;
16、步骤四、升降电机二旋转使升降丝杆二转动,升降丝杆二带动滑动座二移动,移动座二在滑轨二上滑动,支撑架二下移,使安装板二下移,驱动电机二旋转带动横移丝杆二转动,横移丝杆二表面的移动块二顺着限位滑杆二滑动,使安装板一移动至机架内下模具的上方,然后气缸二伸长使固定板二下移,吸盘进行吸附,吸附成型的电视边框,升降电机二反向旋转使升降丝杆二转动,升降丝杆二带动滑动座二移动,移动座二在滑轨二上滑动,支撑架二上移,驱动电机二反向旋转,使安装板二从机架中抽离,电视边框移至送料组件的上方;
17、步骤五、升降电机二旋转使升降丝杆二转动,升降丝杆二带动滑动座二移动,移动座二在滑轨二上滑动,支撑架二下移,使安装板二下移,吸盘断气,使电视边框落到滑槽上,电视边框在倾斜的滑槽滑动输送走,步进电机旋转带动螺纹杆旋转,螺纹杆带动移动块移动,移动块带动活动杆移动,使连接块带动限位柱在活动挡板中滑动,使活动挡板的角度改变,保证电视边框居中输送,保证移动稳定。
18、与现有技术相比,本发明的有益效果是:
19、1、本发明设置散热组件,转动电机转动带动连接架旋转,连接架转至下模具的上方,抽风机工作进行抽吸,吸气罩进行热量的抽吸,且冲压的废屑一并抽吸,通过气管输送进收集箱中,气体从出气口排走,打开出料口可将废屑收集清理,抽吸结束后,转动电机旋转使连接架回转,避免连接架影响冲压;
20、2、本发明设置上料组件,升降电机一旋转使升降丝杆一转动,升降丝杆一带动滑动座一移动,移动座一在滑轨一上滑动,支撑架一下移,使安装板一下移,气缸一收缩带动推板上移,推板拉动连接杆移动,连接杆带动夹爪旋转,夹爪夹持物料,驱动电机一旋转带动横移丝杆一转动,横移丝杆一表面的移动块一顺着限位滑杆一滑动,使安装板一移动至机架内下模具的上方,然后气缸一伸长使推板下移,使得夹爪展开,物料落入下模具中,驱动电机一反向旋转,使安装板一从机架中抽离,提高上料效率;
21、3、本发明设置送料组件,电视边框在倾斜的滑槽滑动输送走,步进电机旋转带动螺纹杆旋转,螺纹杆带动移动块移动,移动块带动活动杆移动,使连接块带动限位柱在活动挡板中滑动,使活动挡板的角度改变,保证电视边框居中输送,保证移动稳定;
22、4、本发明设置下料组件,升降电机二旋转使升降丝杆二转动,升降丝杆二带动滑动座二移动,移动座二在滑轨二上滑动,支撑架二下移,使安装板二下移,驱动电机二旋转带动横移丝杆二转动,横移丝杆二表面的移动块二顺着限位滑杆二滑动,使安装板一移动至机架内下模具的上方,然后气缸二伸长使固定板二下移,吸盘进行吸附,吸附成型的电视边框,升降电机二反向旋转使升降丝杆二转动,升降丝杆二带动滑动座二移动,移动座二在滑轨二上滑动,支撑架二上移,驱动电机二反向旋转,使安装板二从机架中抽离,电视边框移至送料组件的上方,提高下料效率。
- 还没有人留言评论。精彩留言会获得点赞!