用于汽车排气系统增材制造用耐高温氧化409Ti药芯焊丝及其制备方法
本发明属于焊接材料领域,具体涉及用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝及其制备方法。
背景技术:
1、汽车排气系统主要由排气歧管、前管、催化剂转化器、消声器、中管和尾管等构成,近年来,伴随着欧vi标准于2013年1月1日起在欧洲的实施,我国也全面实施相应级别的排放标准,随着废气排放标准的不断提升,排气温度也在不断上升,有的高达950-1050℃。近年来发展的409型、439型铁素体不锈钢具有成本低、线膨胀系数低、强度较高、导热性好、耐蚀性高等特点,成为排气系统的首选材料,尤其是处于高温端的岐管和前管,因为零部件直接与发动机相连接,对高温性能如高温疲劳、热疲劳、高温氧化等性能要求较高。汽车排气系统中的催化转换器承担着三元催化作用,其有效的催化作用发生环境温度超过1000℃,用于催化转换器外壳的材料和焊缝同样要求其具有良好的耐高温氧化作用。同时,因催化转换器所处位置易于与外界接触,特别是处于沿海和融雪地域使用的汽车,其催化转换器外壳还易于受到高温盐蚀作用,焊缝金属的耐高温盐蚀性能也显得尤为重要。
2、目前,对于汽车排气系统的焊接,特别是在汽车排气系统材料中占绝大部分的409型铁素体不锈钢的焊接,焊接问题主要集中在提升接头塑性和韧性以及焊接成本控制方面,而对于像汽车排气系统的歧管、前管、催化剂转化器所处的高温环境(950℃以上)下的焊接接头抗高温氧化性研究甚少,尚无切实可行且与之对应的药芯焊丝。
技术实现思路
1、针对上述问题,本发明的主要目的是提供用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝,在汽车排气系统中焊接接头在高温环境下(950℃以上)的抗高温氧化性、耐腐蚀性以及热疲劳性能提升近一倍。
2、本发明的另一目的是提供上述汽车排气系统增材制造用耐高温氧化409ti药芯焊丝的制备方法,工艺简单。
3、为了实现上述目的,本发明采用如下技术方案:
4、本发明第一方面提供用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝,包括外皮和药芯,其外皮采用低碳钢带,药芯由以下质量百分含量的组分组成:c:0.05%-0.1%,si:0.5%-1.0%,mo:0.1%-0.5%,cu:2.0%-3.0%,al:1.5%-6.0%,cr:11.0%-14.0%,mn:7.0%-10.0%,ni:0.5%-1.0%,nb:0.2%-1.0%,ti:0.1%-0.5%,ce:0.05%-0.1%,w:0.5%-2.0%,余量为铁粉。
5、作为优选,所述外皮采用的低碳钢带宽度为10-12mm,厚度为0.4-0.8mm。
6、作为优选,所述外皮采用的低碳钢带成分及其质量百分比为:c:0.01%-0.1%,si:0.05%-0.2%,mn:0.1%-0.5%,p≤0.01%,s≤0.01%,n≤0.005%,nb:0.01%-0.2%,ti:0.005%-0.1%,mo:0.1%-1.0%,余量为fe和不可避免的杂质。
7、作为优选,所述药芯的填充率控制在20%-22.5%。
8、作为优选,所述药芯的组分含量满足:当w的含量为0.5%-2.0%时,ce的含量为0.05%-0.1%,同时满足w/ce=20:1,在此比例下焊接接头具有优异的抗高温氧化性和耐热疲劳性。
9、作为优选,cr、w以金属的形式加入,mn以电解锰的形式加入,ti以钛铁的形式加入,c以石墨的形式加入,ce以氧化铈粉末的形式加入。
10、作为优选,所述药芯的组分粒径为80-200目。
11、作为优选,所述药芯的组分含量满足:杂质元素s和p的含量均小于0.03%。
12、作为优选,所述药芯的组分含量满足:ti/nb=1:2。
13、作为优选,所述低碳钢带的组分含量满足:ti/nb=1:2。
14、作为优选,所述药芯的组分含量满足:cu/al=1:2。
15、本发明中用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝通过焊接后,在1000℃的空气环境下其氧化率降低近90%,其焊缝金属具有优异的抗高温氧化性,并且焊接工艺和力学性能优异。基材和焊缝的结合强度满足高温环境下的动静载荷应用要求,还可以实现多层多道堆焊以满足不同的焊缝厚度,多层焊时控制层间温度低于100℃,以减少焊接接头的脆化,其设计思路是:在药芯中,极少量的c元素可以提高焊缝的强度,si、mn在焊缝中起到脱氧作用以及弥补cr含量低时的抗氧化性,mo提高焊缝金属的强度和硬度以及耐腐蚀性,cu提高焊缝金属抗腐蚀性并改善焊缝金属塑性,al提高焊缝金属在室温和高温环境下的抗氧化性,cr提高焊缝耐腐蚀性,ni提高焊缝韧性,nb、ti提高焊缝耐晶间腐蚀性能,w、ce协调加入细化晶粒,提高焊缝抗高温氧化性以及耐腐蚀性和韧性,其中各成分作用如下:
16、c:可与其他合金元素反应形成碳化物,对焊缝金属起到固溶强化作用。
17、si:具有稳弧作用,当含量小于1%时还具有脱氧作用以及弥补cr含量低时的抗氧化性。
18、mn:在基体和外层氧化皮之间形成一层mncr2o4提高焊缝抗循环氧化性能,抑制异常氧化,增强焊缝氧化层强度并防止氧化层剥离。
19、mo:增加焊缝表面钝化膜的稳定性,提高汽车在高温盐蚀环境中对氯化物应力腐蚀的抵抗能力。
20、cu:抑制焊缝阳极溶解发生,提高焊缝防腐蚀能力。
21、al:使焊缝在高温下具有优异的抗氧化性。
22、cr:有助于焊缝形成稳定氧化膜,降低焊缝晶间腐蚀敏感性。
23、ni:提高焊缝塑性和韧性,并增强焊缝在腐蚀介质中的耐腐蚀性能。
24、nb:与焊缝多余c元素结合,形成稳定化合物nbc,防止焊缝贫铬区的形成,提高焊缝耐晶间腐蚀性能。
25、ti:与焊缝多余n元素结合,形成稳定化合物tin,防止焊缝贫铬区的形成,提高焊缝耐晶间腐蚀性能。
26、w:具有很强的细晶强化效果,能长时间有效的提高焊缝在高温下的耐热性,高温强度和抗氧化性。
27、ce:促进焊缝热影响区柱状晶向等轴晶的转变,细化晶粒,降低焊缝贫铬区的敏化作用,提高焊缝耐腐蚀性和韧性。
28、本发明第二方面还提供上述用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝的制备方法,包括以下步骤:
29、步骤1:按照上述比例称取所述药芯各组分并混合均匀,在250-300℃的烘干机烘干1h,得到药芯粉末;
30、步骤2:所述低碳钢带放置在焊丝成型机的放带机上,通过成型机的压槽将低碳钢带轧制成u型槽,步骤1得到的药芯粉末填入u型槽中,通过成型机使u型槽碾压闭合,然后拉拔至直径为1.0-1.2mm,用脱脂机和烘干机去除焊丝表面的油污和水分,即得。
31、本发明第三方面还提供所述用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝在汽车排气系统的409型铁素体不锈钢管路焊接中的应用,焊接电流为90-120a,电弧电压为14-16v,焊接速度为25-30cm/min。
32、与现有技术相比,本发明具有以下有益效果:
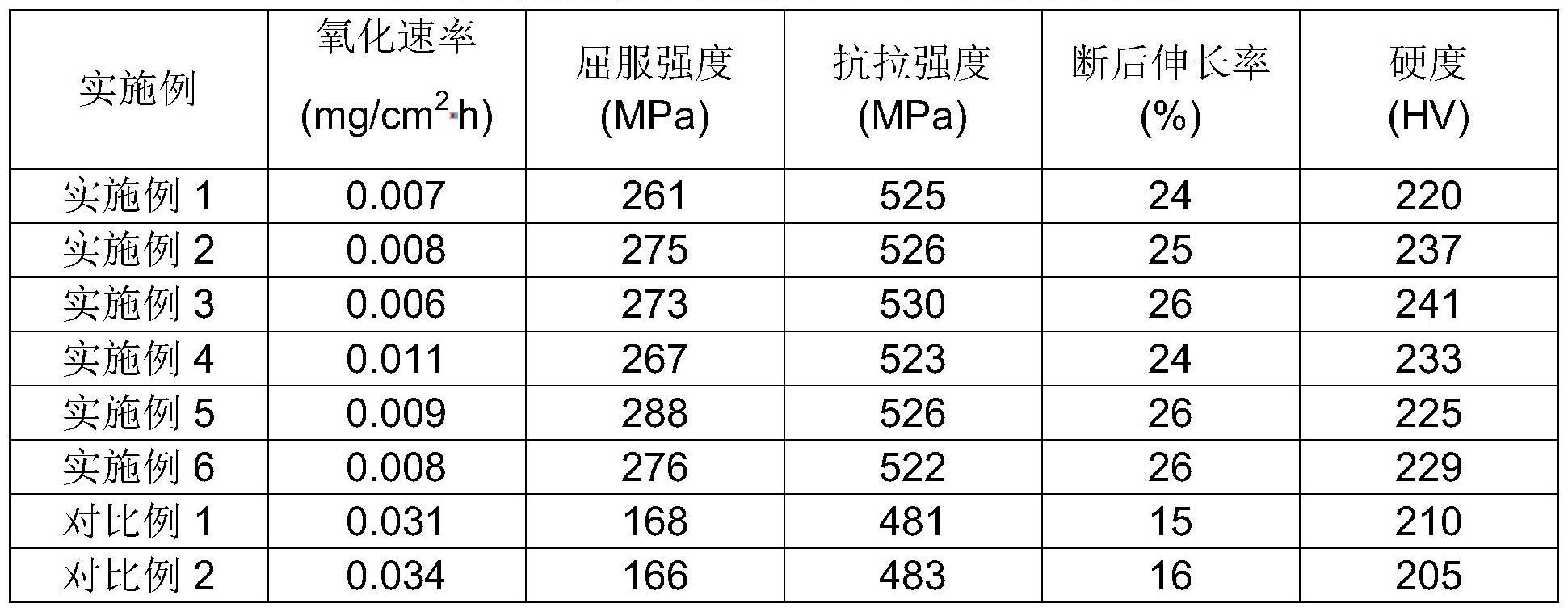
33、一、本发明的用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝具有良好的电弧稳定性,焊接飞溅小,焊缝成形美观,熔敷速度高且可进行全位置焊接,焊缝金属具有优异的耐高温氧化性以及相对较高的接头韧性。应用于汽车排气系统中409型铁素体不锈钢管路焊接时,焊缝在1000℃的空气环境中平均氧化速率为0.022/cm2.h,高温氧化速率降低近90%,抗拉强度也显著提升,焊缝性能均满足汽车焊接质量标准gb/t18344-2016的要求。
34、二、本发明的用于汽车排气系统增材制造用耐高温氧化409ti药芯焊丝中协调加入w和稀土元素ce,添加w能在铁素体不锈钢中钢中能形成laves相(fe,cr)2(nb,w),该相的熔点和硬度都很高,在高温下很稳定,既不溶解,又不易长大,使处于高温强度的不平衡组织状态能保持在更高的温度,从而提高焊缝的抗高温氧化性和耐热性。但是,由于laves相降低焊缝的塑性和韧性,因此需要添加适量稀土元素ce形成弥散细小的laves相,从而细化晶粒抑制晶粒长大,从而提高焊缝韧性。
- 还没有人留言评论。精彩留言会获得点赞!