一种用于阀门生产的车削装置及方法与流程
本发明涉及阀门车削设备领域,具体为一种用于阀门生产的车削装置及方法。
背景技术:
1、阀门为在流体系统中用来控制流体的方向、压力、流量的装置,它使配管和设备内的介质(液体、气体、粉末)流动或停止并能控制其流量。阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。阀门生产时需要车削加工。车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。
2、在对阀门外端面进行车削加工时,通常是通过夹具将阀门夹持固定,然后向前进给至车刀处进行车削。专利号为201921883420.3的中国实用新型专利公开了一种阀门硬密封面数控加工装置,主要通过两侧的主机工作时带动刀盘上的多个车刀旋转同时对闸门翻板的两侧硬密封端面进行加工,不仅加工精度高,而且加工效率大大提高,解决了现有技术中需要加工一个阀门的两个硬密封面需要先装夹阀门加工一个面,拆下阀门再次装夹,再加工另一面,但两次装夹两次加工会导致较大误差以加工效率低的问题。专利号为202220551400.1的中国实用新型专利公开了一种转塔多工位阀门数控加工机床,通过单面车削单元、双面车削单元、三面钻孔单元、正面倒角单元以及背面倒角单元实现车削、钻孔、孔双面的倒角的一次装夹加工。专利号为202110052182.7的中国发明专利公开了一种智能消防栓阀门端盖处理装置及处理方法,解决无法对端盖的端面打磨和端盖的外缘车削同时进行,需要工人进行分步进行加工;且难以保证阀门端面与六角插柱的轴线垂直,往往会影响使得后续将阀门端盖从消防栓上拆卸下来的问题。
3、目前,现有阀门端面车削装置通常每次只能对一个阀门进行操作,一个阀门车削结束后需要停车再更换另一个阀门,比较耽误时间,不利于提高工作效率。
4、有鉴于此,有必要提供一种可以对多个阀门进行固定,且可以连续对阀门端面进行车削的装置及方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种用于阀门生产的车削装置,该装置旨在解决现有阀门端面车削装置通常每次只能对一个阀门进行操作,一个阀门车削结束后需要停车再更换另一个阀门,比较耽误时间,不利于提高工作效率的问题。
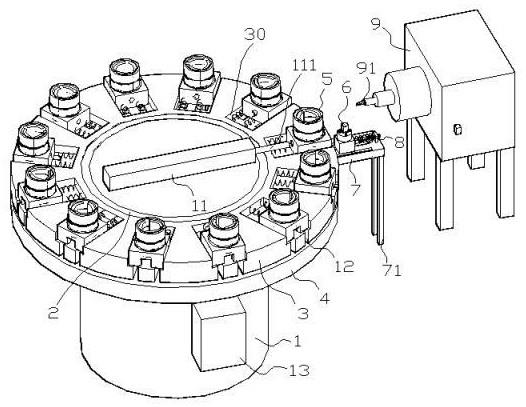
2、为实现上述目的,本发明提供如下技术方案:一种用于阀门生产的车削装置,其特征在于:包括底座,所述底座上端部外侧固定套置有第一轴承,第一轴承外侧可转动设有第一圆盘,第一圆盘边沿周向均匀向内嵌有若干外敞口的滑道槽,所述滑道槽中可滑动设有阀门夹持组件;
3、所述第一圆盘右侧设有工作台,所述工作台上左右滑动设有可使阀门夹持组件旋转的驱动机构;
4、所述工作台右侧设有车削主机,车削主机左侧设有与夹持组件配合的车刀;
5、所述底座上表面固定设有可左右伸缩的顶推机构,顶推机构朝向右侧的阀门夹持组件设置;
6、所述第一圆盘下方的底座上固定设有第二圆盘,第一圆盘与第二圆盘平行设置且二者之间设有相互配合且能使第一圆盘转动的限位机构。
7、作为优选的技术方案,所述阀门夹持组件包括第一滑块,第一滑块呈长方体状,上表面向下嵌有圆形盲孔,圆形盲孔中嵌有第二轴承,第二轴承内环与夹具底部外侧面固定连接,夹具向上延伸出第二轴承;
8、所述圆形盲孔下方设有竖向的圆形通孔,圆形通孔内设有开口朝右且竖向贯通的u型卡块,u型卡块上表面与圆板底面固定连接,圆板上表面与第二轴承内环底面固定连接,第一滑块右侧嵌有与u型卡块配合的矩形豁口;
9、所述第一滑块内侧面与滑道槽内侧面之间固定设有两个拉簧,拉簧靠近两侧设置;
10、所述第一滑块底面四角分别设有竖向的第一限位柱,滑道槽底面嵌有与第一限位柱滑动配合的右开口的第一滑道;
11、所述第一滑块左侧面还嵌有与顶推机构配合的插孔。
12、作为优选的技术方案,所述驱动机构包括与u型卡块内表面滑动卡置配合的驱动卡块,所述驱动卡块固定设于竖向驱动电机的电机轴上,所述驱动电机底部固定于第二滑块上表面,第二滑块底部前后两侧固定设有竖向的第二限位柱,工作台中心位置嵌有左右方向的第二滑道,第二滑道呈燕尾槽结构,第二限位柱呈与燕尾槽配合的倒t型结构;
13、所述第二滑道前后两侧的工作台上还嵌有与第一滑道连通的第三滑道;
14、所述第二滑道右端部的工作台上固定设有限位块,限位块右侧的工作台上固定设有立板,立板与第二滑块之间固定设有第一弹簧;
15、所述第一弹簧中横向设有滑杆,滑杆可滑动贯穿立板,滑杆左端面固定设有与驱动电机配合的开关,开关与立板之间的滑杆上套设有第二弹簧,立板右侧的滑杆端部设有限位凸起;
16、所述驱动卡块侧面与驱动电机上表面设有相互配合的矫正组件。
17、作为优选的技术方案,所述顶推机构包括固定于底座上表面的电动液压缸,其油缸杆向右伸出与阀门夹持组件顶推配合。
18、作为优选的技术方案,所述驱动卡块与u型卡块处于同一水平面。
19、作为优选的技术方案,所述车刀底面的高度高于阀门夹持组件上表面的高度。
20、作为优选的技术方案,所述矫正组件包括固定于驱动卡块四面底部的第一磁块,第一磁块下方的驱动电机上固定设有与第一磁块相互吸引的第二磁块。
21、作为优选的技术方案,所述限位机构包括环形嵌于第一圆盘底面的盲孔,盲孔竖向设置,呈圆柱形,且盲孔内设有竖向的第三弹簧,第三弹簧顶部与盲孔顶部固定连接,下端部与滚珠上表面固定连接,滚珠露出盲孔的部分小于滚珠半径;
22、所述第二圆盘上表面周向嵌有与滚珠卡置配合的弧形凹槽。
23、作为优选的技术方案,所述限位机构包括环形嵌于第一圆盘底面的盲孔,盲孔竖向设置,呈长方体状,且盲孔内设有竖向的第三弹簧,第三弹簧顶部与盲孔顶部固定连接,下端部与插块上表面固定连接,插块呈长方体状,底部露出部分呈右侧缺角的尖头状;
24、所述第二圆盘上表面周向嵌有与尖头配合的楔形凹槽。
25、作为优选的技术方案,本发明提供了一种用于阀门生产的车削方法,其特征在于:包括以下步骤:s1.将若干待车削的阀门固定于阀门夹持组件中,阀门上端部凸出阀门夹持组件;s2.启动车削主机,车刀处于旋转状态;s3.控制电动液压缸伸出油缸杆,推动阀门夹持组件向外移动并卡入驱动机构,继续向前推进挤压开关则驱动电机驱动阀门旋转,继续向前推进则阀门接触车刀,到达限位块处车削完毕;s4.控制电动液压缸收缩油缸杆至初始位置,阀门夹持组件和驱动机构分别在拉簧和第一弹簧的作用下复位;s5.手动逆时针旋转第一圆盘,在限位机构的作用下第一圆盘进入下一卡位,电动液压缸的油缸杆对准下一个阀门,如此,依次连续完成多个阀门的车削。
26、与现有技术相比,本发明提供了一种用于阀门生产的车削装置及方法,具备以下有益效果:
27、1.本发明通过第一圆盘边沿周向均匀向内嵌有若干外敞口的滑道槽,所述滑道槽中可滑动设有阀门夹持组件,使用时,通过阀门夹持组件可以对多个阀门起到夹持固定作用,且阀门夹持组件可以内外滑动,以便顶推机构向外顶推车削。
28、2.本发明通过第一圆盘右侧设有工作台,所述工作台上左右滑动设有可使夹持组件旋转的驱动机构;工作台右侧设有车削主机,车削主机左侧设有与夹持组件配合的车刀;底座上表面固定设有可左右伸缩的顶推机构,顶推机构朝向右侧的滑道槽设置,则可以先启动车削主机,使车刀旋转,然后启动顶推机构,则可以将阀门向外顶推并与驱动机构卡置配合并启动驱动电机,使得阀门旋转,继续推进则完成车削动作,到达限位块结束,且油缸杆缩回后,阀门夹持组件和驱动机构可以复位,以便下一个阀门的车削。
29、3.本发明通过第一圆盘下方的底座上固定设有第二圆盘,第一圆盘与第二圆盘平行设置且二者之间设有相互配合且能使第一圆盘转动的限位机构,使用时,第一圆盘可以旋转更换下一个阀门并能通过限位机构限位,以便顶推机构向外顶推进行车削。
30、4.本发明通过第一弹簧中横向设有滑杆,滑杆可滑动贯穿立板,左面固定设有与驱动电机配合的开关,开关与立板之间的滑杆上套设有第二弹簧,立板右侧的滑杆端部设有限位凸起,则顶推机构向右顶推可以挤压开关开启驱动电机,使得阀门旋转,以便后面车刀的车削。
31、5.本发明通过驱动卡块侧面与驱动电机上表面设有相互配合的矫正组件,矫正组件包括固定于驱动卡块四面底部的第一磁块,第一磁块下方的驱动电机上固定设有与第一磁块相互吸引的第二磁块,则驱动机构复位时,驱动卡块可以在上下磁块的吸引配合下起到矫正定位作用,利于驱动卡块顺利卡入u型卡块。
32、6.本发明通过第一滑块左侧面还嵌有与顶推机构配合的插孔,使用时,插孔为盲孔,电动液压缸的油缸杆可以插入插孔,对第一滑块顶推时同时对第一滑块起到上下限位作用,避免第一滑块上下移动,利于车削动作的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!