一种低温真空钎焊铝基复合材料及其钎焊方法与流程
本发明属于铝合金层状复合材料,特别涉及一种低温真空钎焊铝基复合材料及其钎焊方法。
背景技术:
1、以al-mn系合金为芯层,al-si系合金为皮材的铝合金层状复合材料广泛应用于汽车热交换器(水箱、冷凝器、蒸发器、油冷器等)的生产制造。随着汽车轻量化的要求越来越高,汽车主机厂和热交换器生产企业对汽车热交换器用铝合金层状复合材料综合性能提出了更高要求,在提高材料力学性能的基础上,不断摸索材料的厚度边界,以期进一步减小热交换器的重量,同时,提升或保持汽车热交换器的耐腐蚀性能,延长汽车热交换器的使用寿命。从铝合金层状复合材料到铝制热交换器要经历的最关键一步是高温(595-610℃)钎焊,即将组装好的铝制热交换器组件在惰性气体环境(惰性气体保护钎焊)或真空环境下(真空钎焊)加热到高于al-si系皮材合金的液相线温度,同时低于al-mn系芯层合金的固相线温度下进行保温,在这一过程中,皮材合金经过熔化-润湿-铺展-填充等过程在铝制热交换器组件的各个接触或近接触位置在毛细作用影响下形成焊接接头,这些焊接接头的形成将铝制热交换器的各个组件接合起来形成一个整体,经过冷却以后,一个完整的热交换器主体得以生产出来。
2、在汽车热交换器的生产制造过程中,真空钎焊作为除了惰性气体保护钎焊之外的最常用的铝制热交换器钎焊方法,具有如下优点:1)钎焊的整个过程中被钎焊的零件都处于真空条件下,不会出现氧化、增碳以及污染变质现象;2)钎焊过程中的零件受热均匀,零件内部热应力较小,可将变形控制到最小限度,特别适合于精密产品的焊接;3)金属基体和钎料周围存在的低压,能够排除金属在钎焊温度下释放出来的挥发性气体和杂质,可使基体金属的性能得到改善;4)对带有狭窄沟槽、极小过渡台、盲孔的部件和封闭容器、形状复杂的组件均可采用,无需考虑惰性气体保护钎焊前还需在热交换器表面喷涂钎剂等引起的腐蚀、清洗等问题。但真空钎焊也有自身的不足,不同于惰性气体保护钎焊能以较快的升温速率达到目标温度,真空钎焊的升温段升温速率较慢、时长较长,为了保证汽车热交换器内外组件受热均匀,在目标温度下的保温时长也较长,往往导致al-si(-mg)系皮材熔化后在液相停留的时间较长,这些熔化的液相会逐渐向芯层内部扩散,形成熔蚀现象,熔蚀的发生降低了整个汽车热交换器的力学性能和耐腐蚀性能,严重的会产生熔蚀穿孔,造成产品报废。这一现象在大型工程机械铝制热交换器的真空钎焊过程中尤为突出。
3、为解决上述铝制热交换器材料在常规真空钎焊过程中遇到的熔蚀问题,开发一款能应用在更低真空钎焊温度下的汽车热交换器用耐蚀铝合金层状复合材料是行业发展的必然趋势,同时也是汽车热交换器原材料厂家需要迫切解决的问题。
4、为降低钎焊温度,现有技术通常通过在钎料中添加cu元素手段来降低钎料的熔点,在一定范围内,随着cu含量的增加,熔点逐渐降低,以此降低钎焊温度。然而,现有技术手段如在钎料中添加15-25%的cu元素,钎料的熔点为460-500℃,在520-530℃下能实现铝合金的真空钎焊,但是该类合金在常规半连续铸造中极易发生铸锭开裂,报废率极高,难以实现工业化稳定生产;即便是制得所述低熔点的钎料层的复合材料,由于钎料层中cu元素的化学电位较高,cu元素的加入会明显增加钎料的电化学电位,在与其他目标铝合金焊件钎焊后,会导致钎料层的电化学电位高于目标焊件,在腐蚀介质下,形成了原电池效应,优先腐蚀电化学电位更低的焊件,从而降低目标焊件的使用寿命。
技术实现思路
1、本发明的目的是解决现有技术中存在的问题,提供一种低温真空钎焊铝基复合材料及其钎焊方法,具体地,本发明的目的之一是解决现有技术在钎料层中添加cu元素会造成铸造和后续加工困难的问题,本发明的目的之二是提升低温真空钎焊铝基复合材料在钎焊后的耐腐蚀性能。
2、为达到上述目的,本发明采用的技术方案如下:
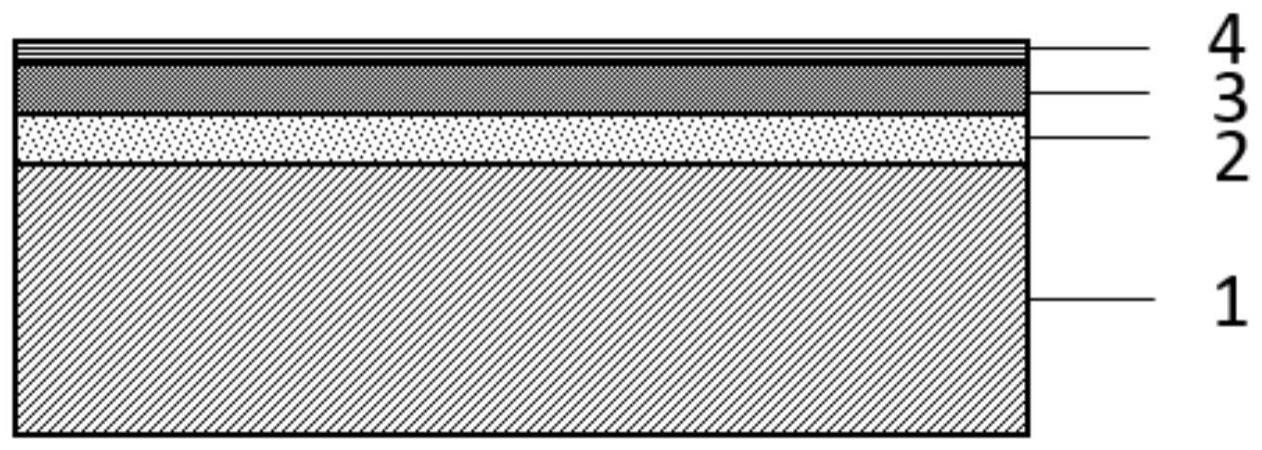
3、一种低温真空钎焊铝基复合材料,包括芯层以及位于所述芯层外侧的钎料层,所述钎料层为al-si-mg合金,还包括沉积在所述钎料层外侧的金属铜沉积层;
4、所述金属铜沉积层中cu元素的含量≥99.0wt%;
5、所述金属铜沉积层与所述钎料层的结合力达到gb/t9286-2021色漆和清漆划格试验的0级;
6、所述金属铜沉积层的厚度占所述钎料层和所述金属铜沉积层的厚度之和的0.5-2.0%。
7、现有技术中cu作为降低真空钎焊钎料熔点的首选元素,可以明显降低钎料的熔点,在一定范围内,随着cu含量的增加,熔点逐渐降低;然而,现有技术企图通过加cu来制备低熔点合金的效果是非常有限的,这是由于增加cu元素后,合金中生成al2cu等脆性相,容易导致开裂问题;尤其是作为真空钎焊用al-si-mg系钎料,即使cu的添加量不超过1%,在熔炼过程中al-si-mg合金铸锭也常常发生开裂,即使铸造成功,在后续的轧制变形过程中al2cu等脆性相的存在也极易造成材料边裂,严重影响材料的成材率;因此,在工业化生产中,通过在钎料中添加cu元素来制备低熔点真空钎焊复合材料是困难的;
8、本发明突破了现有技术常规设计思维,为了避免cu元素直接添加到钎料合金中引起的铸锭开裂及后续的轧制边裂问题,本发明采用al-si-mg合金钎料层+金属铜沉积层替代传统的al-si-mg-cu低熔点钎料层;先将al-si-mg系钎料与其它层通过热轧-冷轧-退火等工序得到目标厚度及状态的铝基层状复合卷材,再利用电镀、磁控溅射、电子束沉积或电弧蒸镀等金属沉积手段在卷材表面形成一定厚度的金属铜沉积层;由于金属铜沉积层是在复合材料轧制完成后再在表面进行金属沉积上一层一定厚度的金属铜沉积层,加工过程避免了传统的al-si-mg-cu低熔点钎料层存在的加工开裂,不良率高的问题;表面带有金属铜沉积层的复合材料在真空钎焊炉中进行真空钎焊时,在升温过程中cu元素向钎料层扩散,钎料层由al-si-mg系向al-si-mg-cu系转变,随着cu元素扩散程度的加剧,钎料层的熔点逐渐降低,从而实现低温真空钎焊;
9、所述金属铜沉积层与所述钎料层的结合力达到gb/t9286-2021色漆和清漆划格试验的0级;当金属铜沉积层与铝基材的结合力如果达不到0级,则会导致cu扩散困难,而无法获得低熔点的钎料;可以通过常规的表面处理等方式调整结合力,以使其满足要求;
10、所述金属铜沉积层的厚度占所述钎料层和所述金属铜沉积层的厚度之和的0.5-2.0%;所述金属铜沉积层的厚度占比低于0.5%时,溶解到钎料层的中铜元素对钎料的熔点降低作用有限,无法满足低熔点钎焊的目的;所述金属铜沉积层的厚度占比大于2.0%后,过多的铜扩散并熔入钎料层中,焊后的钎料层中会形成大量al2cu或alcusi金属间化合物,造成复合材料的耐腐蚀性能恶化,且过高的金属铜沉积层占比,在钎焊过程中铜不能完全熔入钎料层中,在材料表面仍残留一层富余金属铜沉积层,会导致焊液无法充分流动,焊缝长度显著减小。
11、作为优选的技术方案:
12、如上所述的一种低温真空钎焊铝基复合材料,所述钎料层和所述金属铜沉积层的厚度之和占所述低温真空钎焊铝基复合材料总厚度的5-15%;当厚度占比低于5%时,钎料层在钎焊过程中不能产生足够的熔融焊料填充焊缝,造成焊接不良;当厚度占比高于15%时,过量的熔融焊料容易对芯层造成熔蚀(当复合材料还包括中间层时,也会对中间层造成熔蚀),降低复合材料的焊后强度和耐腐蚀性能,另外,过量的钎料容易在铝热交换器表面形成“爬料”现象,影响产品外观,甚者,过量的焊料容易造成铝热交换器流道口出现堵塞,影响铝热交换器的换热性能。
13、如上所述的一种低温真空钎焊铝基复合材料,所述钎料层中si元素的含量为7.5-12.0wt%;当si元素的含量小于7.5wt%时,钎料合金液相线温度较高,固液相线温度相差较大,不利于钎料合金的流动;当si元素的含量大于12wt%时,钎料合金在凝固过程中易生成粗大的初晶硅相,阻碍熔融钎料合金的流动。
14、如上所述的一种低温真空钎焊铝基复合材料,所述钎料层中mg元素的含量为0.8-2.0wt%;当mg元素的含量小于0.8wt%时,过少的mg元素在真空钎焊过程中难以充分冲破材料表面的氧化膜,钎焊材料填充效果较差,不能形成有效焊缝,导致产品钎焊不良;当mg元素的含量大于2.0wt%时,不仅造成钎料材料在轧制变形过程中容易发生边部开裂,降低成材率,而且过多的mg元素在钎焊过程中会挥发到真空炉的炉腔中,粘附在炉壁和加热带上,增加了清理成本,降低了设备使用寿命。
15、如上所述的一种低温真空钎焊铝基复合材料,所述芯层为3xxx系al-mn合金(如3003铝合金)或6xxx系al-mg-si合金(如6063铝合金)。
16、如上所述的一种低温真空钎焊铝基复合材料,所述芯层与所述钎料层之间还设有中间层;
17、所述中间层为al-zn合金;
18、所述中间层中zn元素的含量不低于1wt%;
19、所述中间层的厚度占所述低温真空钎焊铝基复合材料总厚度的5%以上。
20、金属铜沉积层在钎焊升温过程中发生扩散,是实现al-si-mg系向al-si-mg-cu系转变的原因,进而改变原有钎料层的熔融特性,使其在更低的温度下即可熔融;然而cu元素扩散会同时导致钎料层的电化学电位升高,导致复合材料的耐腐蚀性降低;进一步的,本发明提出了改善cu元素扩散所导致的耐腐蚀性降低的问题的方法,即在芯层和钎料层之间设置中间层;
21、所述中间层为al-zn合金;zn的饱和蒸汽压较高,在真空钎焊过程中,zn会向材料表面扩散,而这一过程往往认为会破坏mg元素的破氧化膜效果,发明人在充分的实验摸索下发现,合理的控制中间层中zn元素含量和中间层的厚度来调配zn元素的扩散能力,可以避免其对mg元素的破氧化膜效果的不良影响,实现很好的焊接效果;在中间层到钎料层之间形成一层zn含量由高到低的扩散层,即电化学电位较高的cu元素向钎料层扩散的同时,中间层的电化学电位较低的zn元素亦在向钎料层扩散,从而中和了钎料层cu元素的引入造成电化学电位较高的问题;
22、在钎焊过程中,钎料层下层的中间层和钎料层上层的金属铜沉积层分别向钎料层扩散zn元素和cu元素,使得钎料层转变为含有cu和zn元素的钎料层;本发明通过引入zn元素来中和cu元素引起的焊后钎料层电化学电位升高,与直接制备al-si-mg-zn的钎料层不同,zn元素从中间层扩散至材料表面需要经历本身中间层和钎料层的双重阻碍,减缓了zn元素的扩散速度,从而将更多的zn元素保留在中间层及钎料层;
23、所述中间层中zn元素的含量不低于1wt%;由于zn的饱和蒸气压较高,当zn元素的含量小于1wt%时,zn会在真空钎焊过程中从铝材中全部扩散至炉腔中,发挥不了中间层的功能性效果;
24、所述中间层的厚度占所述低温真空钎焊铝基复合材料总厚度的5%以上;当中间层厚度占比小于5%时,在钎焊过程中zn能够全部扩散至材料表面,中间层中无zn残留。
25、如上所述的一种低温真空钎焊铝基复合材料,所述中间层中zn元素的含量不高于10wt%;当zn元素的含量大于10wt%时,随着zn含量的增加,残留在中间层中的zn没有明显增大,故zn含量以不高于10wt%为宜。
26、如上所述的一种低温真空钎焊铝基复合材料,所述中间层的厚度占所述低温真空钎焊铝基复合材料总厚度的20%以下;当中间层厚度大于20%,过高的中间层厚度不利于轧制复合,降低材料成材率。
27、如上任一项所述的一种低温真空钎焊铝基复合材料,低温真空钎焊铝基复合材料的钎料层在钎焊温度达到559-565℃时发生熔融;钎焊后,低温真空钎焊铝基复合材料的焊缝的长度为22-35mm,耐盐雾腐蚀天数为4-18天,腐蚀电位为-640~-725mv。
28、本发明该提供了如上任一项所述的一种低温真空钎焊铝基复合材料的钎焊方法,包括以下步骤:
29、(1)真空环境调节:将所述低温真空钎焊铝基复合材料放入真空钎焊炉中进行钎焊,调节炉内真空环境至≤10-3pa;
30、(2)钎焊:温度升至580-585℃,保温25-30min;钎焊温度设置为580-585℃,熔融的钎料层在毛细作用下发生流动-填充焊缝,进而获得理想的焊接接头;过高的温度会导致钎料的熔蚀加重,同时,当低温真空钎焊铝基复合材料含有中间层时,中间层的zn扩散驱动力增大,不利于zn的保留;过低的温度会导致钎料未完全熔化,焊液流动性不足,造成焊接不良;保温时间设置为25-30min,当低温真空钎焊铝基复合材料含有中间层时,过长的时间会造成zn的扩散并挥发加剧,不利于zn的保留,致使无法平衡cu导致的电位过高;过短的保温时间,外层cu未能充分扩散到钎料中,对钎料的熔点降低有限,不能使钎料在设定温度下发生熔化,填充焊缝,进而不能形成足够饱满的焊接接头;
31、或者,先升温至500-540℃,保温45-90min,再升温至580-585℃,保温5-15min;580-585℃为实现钎焊的温度范围,如果直接在该温度进行钎焊,则需要较长的钎焊时间,使得cu元素充分的扩散到钎料层,从而有效的完成钎焊;但是,当低温真空钎焊铝基复合材料含有中间层时,580℃以上的高温下,钎料熔化,导致zn元素的扩散并挥发随保温时间的延长而加剧;本发明通过研究不同温度下cu、zn的扩散,得出最佳的钎焊程序:第一次升温至500-540℃后保温45-90min,在此时温下cu元素向钎料层充分扩散,由于该温度下钎料还未熔化,同时,钎料表面仍残留一定厚度的cu层,对阻碍zn向表面的扩散及挥发具有积极的效果;第二次升温至580-585℃,保温5-15min,经过第一阶段的升温保温后,大量的cu元素已经扩散到了钎料层,因此,相比于高温钎焊程序,在该阶段能够在更短的时间的获得等效的钎焊效果,而zn元素的挥发量明显减少,最终表现为具有更优的耐腐蚀性;在500-540℃温度段相对长时间保温是为了进一步促进cu向钎料层的扩散,随着cu向钎料层扩散的加剧,al-si钎料层逐渐转变为al-si-cu钎料层,随之变化的是钎料层熔点的降低;低于500℃保温,cu的扩散速度有限,而高于540℃保温,虽然能促进cu的扩散,但zn的挥发速度显著提高,不利于zn的保留;
32、(3)降温取样:待炉温降至300℃后,打开炉门,取出样品。
33、作为优选的技术方案:
34、如上所述的钎焊方法,步骤(1)中,炉内同时放入1-5g的纯镁片或镁块;加入1-5g的纯镁片可中和炉气中的氧气和水蒸气,减少材料中mg元素的消耗。
35、如上所述的钎焊方法,步骤(1)中,炉内真空度首次降低至10-3pa时,加热程序自动开启,炉体开始加热,当温度升至200-250℃后保温一定时间经抽真空至炉内真空度重新恢复到10-3pa后再实施钎焊;在200-250℃下样品及辅助工装上的水气蒸发,使得炉内的真空度升高,故在200℃开始保温一定时间后需要抽真空至重新恢复到10-3pa,保温时间的长短取决于炉内真空度的恢复时间,这一操作有利于避免环境水气导致的环境富氧问题(在低真空环境下水气分解为氢气和氧气),进而有利于cu的扩散。
36、有益效果:
37、本发明的一种汽车热交换器用耐蚀低温真空钎焊铝基复合材料不仅可以实现较低温度下真空环境下良好焊接,同时相比于传统al-si-mg系作为钎料的复合材料耐腐蚀性能得到明显改善,经swaat海水循环盐雾循环腐蚀试验,耐腐蚀性能提高120%以上。
- 还没有人留言评论。精彩留言会获得点赞!