一种医用气体管道焊接内封堵装置的制作方法
本技术涉及管道焊接领域,尤其是涉及一种医用气体管道焊接内封堵装置。
背景技术:
1、医疗行业的发展与人们的健康问题息息相关,医用气体管道系统是医疗设施硬件的重要组成部分之一,符合卫生要求的优质管道是医院抢救、治疗和检测的有效保障。
2、管道焊接时,焊缝易氧化是影响管道质量的关键因素之一,为了防止焊缝氧化,焊接过程中需要使用惰性气体对焊缝的外侧与内侧进行隔离保护。对于焊缝的外侧,由于焊枪上装有惰性气体喷嘴,喷嘴可将惰性气体直接喷至焊缝的外侧,对于焊缝的内侧,则需要将管道两端封堵住,在管道内注入惰性气体。
3、关于管道封堵的方法,一般包括两种:一种是使用胶带或水溶纸将管道两端的管口封堵住,将充气管端部穿过胶带或水溶纸,朝管道内充入惰性气体;另一种是朝管道内塞入两橡胶封堵板,两橡胶封堵板分别位于焊缝的两侧,将充气管度端部穿过橡胶封堵板,朝管道内充入惰性气体。
4、针对上述中的相关技术,存在以下缺陷:使用胶带或水溶纸封堵管口,如果管道较长,则需要充入大量的惰性气体来置换管道内的空气,效率低,成本高;使用橡胶封堵板封堵管道,放入与取出时,橡胶封堵板与管壁会产生一定的摩擦,操作繁琐,费时费力。
技术实现思路
1、为了改善使用胶带或水溶纸封堵管道,惰性气体用量大,充入时间长;使用橡胶封堵板封堵管道,放入与取出较为费力的问题,本技术提供一种医用气体管道焊接内封堵装置。
2、本技术提供的一种医用气体管道焊接内封堵装置采用如下的技术方案:
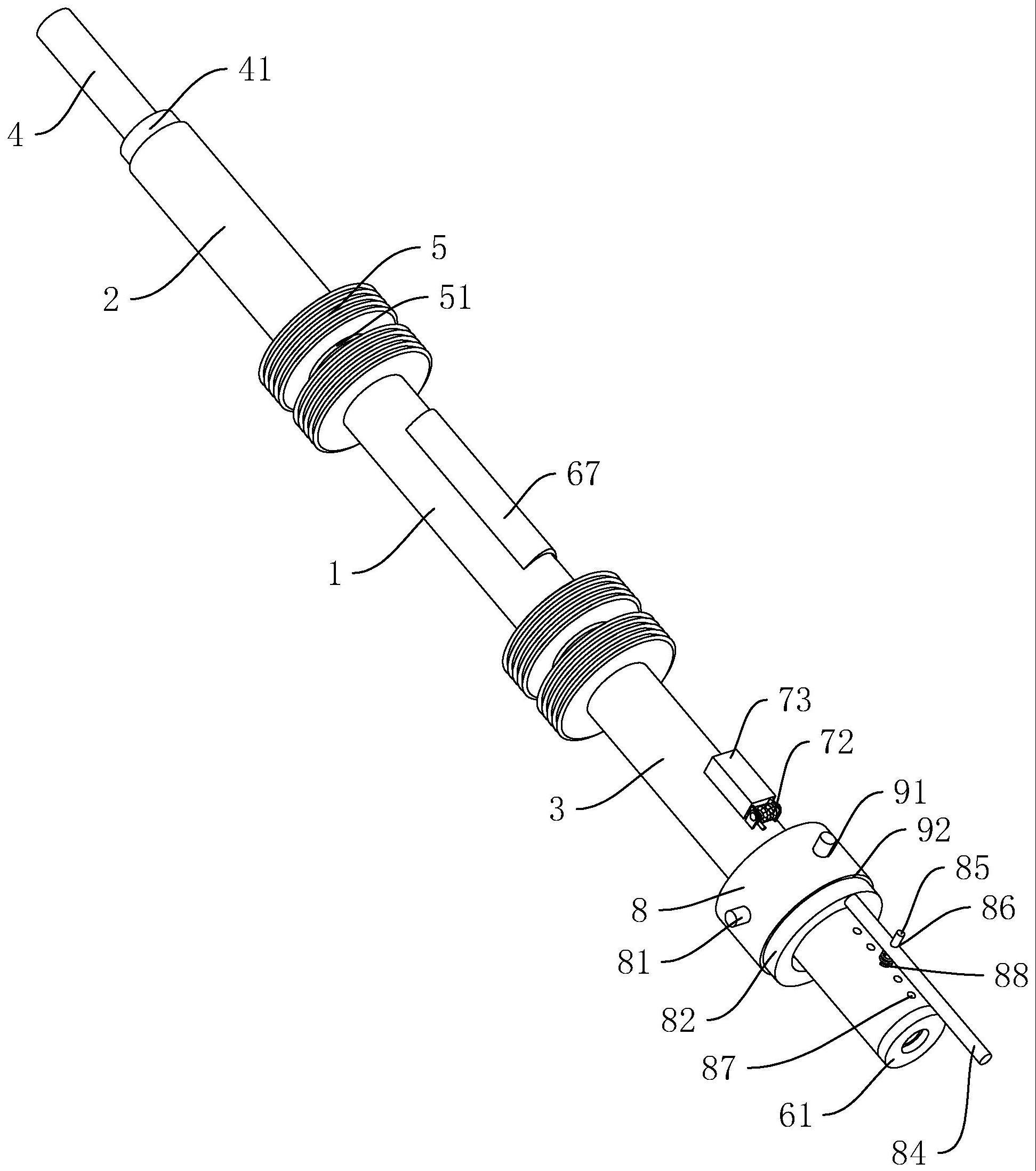
3、一种医用气体管道焊接内封堵装置,包括:第一管体以及分别设于第一管体两端的第二管体和第三管体,所述第一管体、第二管体以及第三管体同轴,所述第一管体与第二管体之间、第一管体与第三管体之间均设有受压膨胀件,所述第一管体上设有用于驱动第二管体与第三管体相向移动使两受压膨胀件受挤压而膨胀的驱动组件。
4、通过采用上述技术方案,将第一管体、第二管体与第三管体滑入待焊接的管道内,两受压膨胀件分别位于焊缝的两侧,在驱动组件的作用下,两受压膨胀件受压膨胀并抵接于管道的内壁上,从而将管道封堵住,滑入与滑出较为顺畅,操作便捷,而且两受压膨胀件之间的间距较小,惰性气体的用量少,充入时间短,施工成本低,效率高。
5、可选的:所述驱动组件包括穿设于第二管体与第一管体内的内管,所述内管上设有限位块,所述限位块抵接于第二管体端部,所述第三管体与内管远离限位块的一端螺纹连接。
6、通过采用上述技术方案,在限位块的限位作用下,第二管体保持不动,将第三管体旋至内管上时,第三管体朝限位块方向移动,两受压膨胀件受挤压而膨胀,结构简单,操作便捷,固定稳固。
7、可选的:所述受压膨胀件为橡胶圈。
8、通过采用上述技术方案,受压膨胀件长期处于受挤压的状态下,且易与管道内壁发生摩擦,易受损,为消耗品,而橡胶圈可直接购买,取材便捷,价格便宜,成本低,降低了施工成本。
9、可选的:所述第一管体与第二管体之间、第一管体与第三管体之间均至少设有两个首尾相连的橡胶圈,相邻橡胶圈之间设有钢圈。
10、通过采用上述技术方案,橡胶圈受损后如果未及时发现,就会导致封堵效果变差,气密性降低;设置多组橡胶圈,即使有部分橡胶圈受损,也不会影响封堵的效果,提升了施工质量。
11、可选的:所述第三管体端部设有气嘴,所述第三管体内设有第一气腔,所述内管内设有第二气腔,所述内管上设有第一气孔,所述第一管体内设有第三气腔,所述第一管体上设有第二气孔,所述气嘴、第一气腔、第二气腔、第一气孔、第三气腔以及第二气孔依次连通。
12、通过采用上述技术方案,将气嘴与气源相接,惰性气体依次穿过气嘴、第一气腔、第二气腔、第一气孔、第三气腔以及第二气孔后进入管道内,最后从焊缝处排出,气嘴位于管道外,施工时可直接将充气管与气嘴相接,而不需要将充气管伸入管道内,操作便捷;且可全程对气嘴与充气管进行监测,松动后可及时发现,提升了施工质量。
13、可选的:所述第一管体上位于第二气孔处设有挡板,所述挡板与第二气孔之间留有预定间隙。
14、通过采用上述技术方案,焊接时,可能会有部分焊渣顺着焊缝落至管道内,进而将第二气孔堵住,影响充气;挡板可以对焊渣起到阻挡作用,降低了第二气孔被堵住的可能性,使惰性气体可以顺畅的流入管道内,提升了施工质量。
15、可选的:所述第三管体上设有排气孔,所述排气孔与第一气腔相连通,所述第三管体上位于排气孔处通过扭簧转动连接有盖板,所述扭簧使盖板产生朝靠近排气孔方向转动的趋势。
16、通过采用上述技术方案,施工时,可以根据气源上的气压表对管道内部进行监测,焊接过程中,气压表的压力值是不变的,焊接完成后,焊缝完全被封堵住,惰性气体无法流出,就会导致压力值急剧上升,此时,就需要及时关闭气源,如果由于工作人员的疏忽,未及时关闭气源,易导致安全事故的发生;由于排气孔与盖板的设置,当焊接完成后,即使未关闭气源,随着压力值的上升,盖板会打开,惰性气体可以及时排出,降低了安全事故发生的可能性,安全性高。
17、可选的:所述第三管体上设有套环,所述套环上沿套环轴向环设有多个对称分布的防脱杆,所述防脱杆滑动连接于套环上,所述套环上设有用于驱动防脱杆滑动使防脱杆抵紧于管道内壁上的驱动机构。
18、通过采用上述技术方案,第一管体、第二管体以及第三管体仅依靠橡胶圈与管道内壁之间的摩擦力进行固定的,启动气源以及正常充气的过程中,在气流的冲击下,第一管体、第二管体以及第三管体可能性会产生一定的晃动,进而导致橡胶圈偏移,不仅增加了橡胶圈的磨损,缩短了橡胶圈的使用寿命,而且易导致橡胶圈与焊缝错位,导致惰性气体无法充入焊缝处,影响施工质量;在驱动机构的作用下,防脱杆抵紧于管道的内壁上,对第一管体、第二管体以及第三管体进行固定,降低了橡胶圈偏移的可能性,延长了橡胶圈的使用寿命,提升了施工质量。
19、可选的:所述驱动机构包括沿套环轴向滑动连接于套环上的驱动块,所述驱动块上设有斜面,所述防脱杆端部抵接于斜面上,所述驱动块上设有驱动杆,所述驱动杆延伸至管道外,所述第三管体上设有用于固定驱动杆的固定组件。
20、通过采用上述技术方案,握住驱动杆推动驱动块朝防脱杆方向滑动,在斜面的作用下,驱动块对防脱杆施加了一个朝向管道内壁方向的推力,防脱杆朝管道内壁方向滑动直至抵紧于管道的内壁上,使用固定组件将驱动杆固定住即可,操作便捷,省时省力。
21、可选的:所述固定组件包括穿设于驱动杆上的插杆,所述驱动杆上设有供插杆穿过的插孔,所述第三管体上沿第三管体轴向设有多个用于容纳插杆的插槽,所述插杆上套设有弹簧,所述弹簧一端连接于插杆上,所述弹簧另一端连接于驱动杆上,所述弹簧使插杆产生朝靠近第三管体方向滑动的趋势。
22、通过采用上述技术方案,推动驱动杆前,将插杆从插槽内拉起,此时,弹簧处于压缩状态,当防脱杆抵紧于管道的内壁上时,其中一插槽与插杆对齐,松开插杆,在弹簧回复力的作用下,插杆滑入插槽内,驱动杆被固定住,操作便捷,固定稳固。
23、综上所述,本技术具有以下有益效果:
24、将第一管体、第二管体与第三管体滑入待焊接的管道内,两受压膨胀件分别位于焊缝的两侧,在驱动组件的作用下,两受压膨胀件受压膨胀并抵接于管道的内壁上,从而将管道封堵住,滑入与滑出较为顺畅,操作便捷,而且两受压膨胀件之间的间距较小,惰性气体的用量少,充入时间短,施工成本低,效率高。
- 还没有人留言评论。精彩留言会获得点赞!