一种高周波焊接设备的电流控制方法与流程
本发明涉及焊接设备控制,尤其涉及一种高周波焊接设备的电流控制方法。
背景技术:
1、现有的高周波机制造行业是指针式显示高周波熔接电流,指针式显示不够精准和直观,并只能通过手动旋扭或电机带动来调节高频电流的指针数值,操作高周波机器工人不能直接设置电流数值,只能通过人工、时间、经验来慢慢调节电流数值。在实际高周波机生产产品过程中有时会由于电压、气压、材料厚度差异等因素造成高周波电流数值不一至,从而影响高周机生产出来的产品不一至性,特别是军工类、充气类、医疗类用高周波机生产的产品对密封一至性要求很高,高周波机不能保证电流数值一样就会造成很多不良品和增加了人工成本对产品的试验,对品质和生产成本造成极大影响和浪费。
2、虽然目前有的采用了简单的自动化控制方式,对设定目标电流值和实际电流进行简单的比较,通过电机执行动作,简单完成电容板间距的调节。但是,此方法虽然具有一定的自动化程度,但对熔焊过程中熔焊电流的波动或变化难以实现达成高精度控制。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种高周波焊接设备的电流控制方法,其解决了现有技术中只能通过人工、时间、经验来慢慢调节电流数值以及熔焊过程中熔焊电流的波动或变化难以实现达成高精度控制的技术问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
5、本发明实施例提供一种高周波焊接设备的电流控制方法,包括:
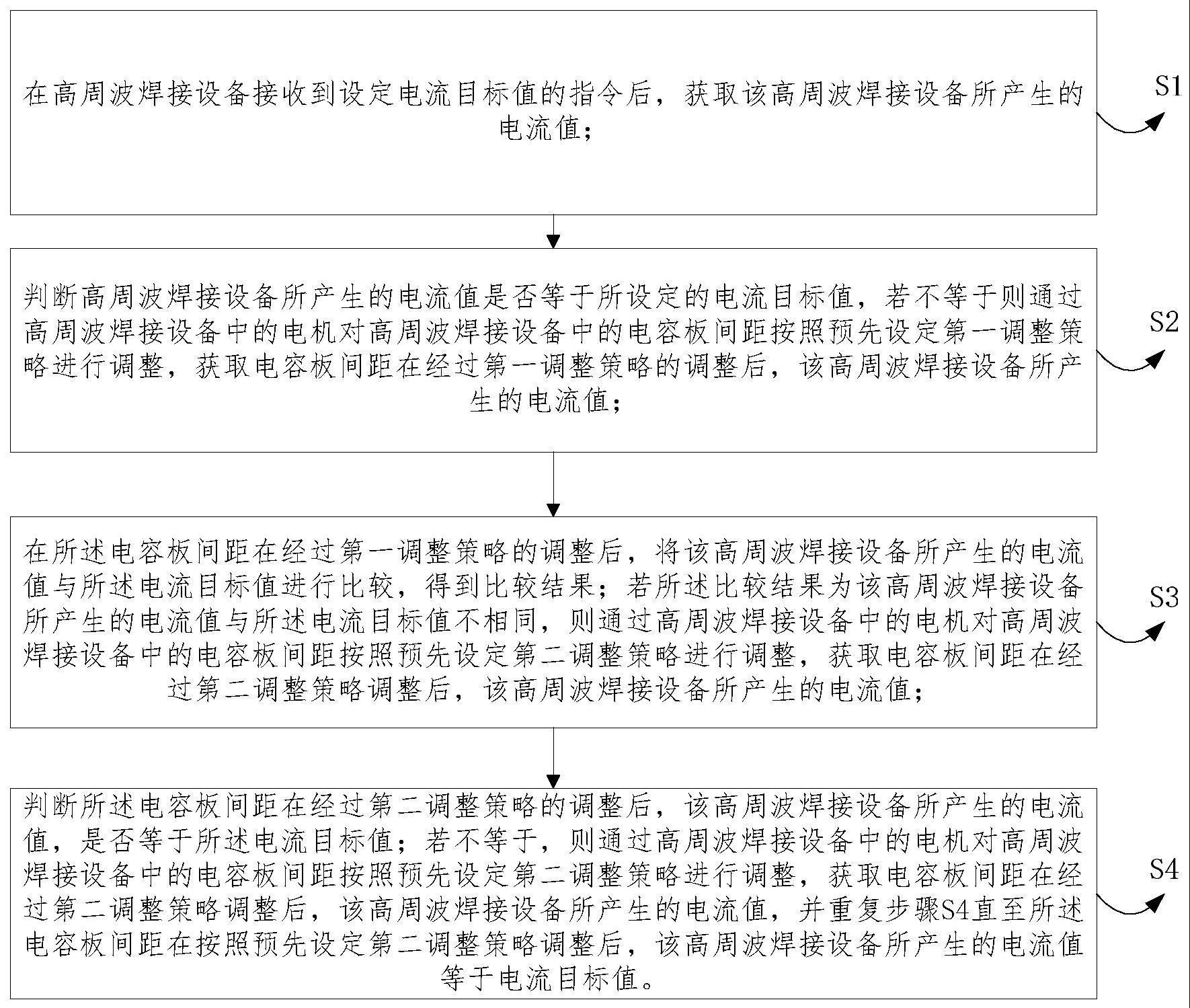
6、s1、在高周波焊接设备接收到设定电流目标值的指令后,获取该高周波焊接设备所产生的电流值;
7、s2、判断高周波焊接设备所产生的电流值是否等于所设定的电流目标值,若不等于则通过高周波焊接设备中的电机对高周波焊接设备中的电容板间距按照预先设定第一调整策略进行调整,获取电容板间距在经过第一调整策略的调整后,该高周波焊接设备所产生的电流值;
8、s3、在所述电容板间距在经过第一调整策略的调整后,将该高周波焊接设备所产生的电流值与所述电流目标值进行比较,得到比较结果,若所述比较结果为该高周波焊接设备所产生的电流值与所述电流目标值不相同,则通过高周波焊接设备中的电机对高周波焊接设备中的电容板间距按照预先设定第二调整策略进行调整,获取电容板间距在经过第二调整策略调整后,该高周波焊接设备所产生的电流值;
9、s4、判断所述电容板间距在经过第二调整策略的调整后,该高周波焊接设备所产生的电流值,是否等于所述电流目标值;若不等于,则通过高周波焊接设备中的电机对高周波焊接设备中的电容板间距按照预先设定第二调整策略进行调整,获取电容板间距在经过第二调整策略调整后,该高周波焊接设备所产生的电流值,并重复步骤s4直至所述电容板间距在按照预先设定第二调整策略调整后,该高周波焊接设备所产生的电流值等于电流目标值。
10、优选地,在所述s1之前还包括:
11、s01、分别获取n个不同历史时间段中高周波焊接设备工作的调整信息;
12、其中,每一历史时间段中高周波焊接设备工作的调整信息包括:该历史时间段中高周波焊接设备的电流目标值、在高周波焊接设备接收到设定电流目标值的指令之后该高周波焊接设备所产生的电流值、在该历史时间段中高周波焊接设备所产生的电流值被调整到该历史时间段中所设定的电流目标值的过程中所对应的电容板间距调整量集合;
13、每一历史时间段均包括:在高周波焊接设备接收到设定电流目标值的指令之后该高周波焊接设备所产生的电流值在经过对高周波焊接设备中的电容板间距的调整后,该高周波焊接设备所产生的电流值被调整到该历史时间段中所设定的电流目标值的过程;
14、s02、根据n个不同历史时间段中高周波焊接设备的调整信息,获取第一电流值集合i和第一电流目标值集合t;
15、其中,i=[i1、i2、...ii...、in];t=[t1、t2、...ti...、tn];
16、ti为在n个不同历史时间段中第i个历史时间段中高周波焊接设备所接收到设定电流目标值的指令所对应的电流目标值;
17、ii为在n个不同历史时间段中第i个历史时间段中在高周波焊接设备接收到设定电流目标值ti的指令之后该高周波焊接设备所产生的电流值;
18、s03、根据每一高周波焊接设备所产生的电流值被调整到该历史时间段中所设定的电流目标值的过程中所对应的电容板间距调整量集合,获取平均电容板间距调整量集合。
19、优选地,
20、其中,每一历史时间段中高周波焊接设备所产生的电流值被调整到该历史时间段中所设定的电流目标值的过程中所对应的电容板间距调整量集合为第一电容板间距调整量集合或者第二电容板间距调整量集合;
21、所述第一电容板间距调整量集合为该历史时间段中,若电流目标值ti大于所述高周波焊接设备所产生的电流值ii时,高周波焊接设备工作时所产生的电流值为a时所对应电容板间距调整量;
22、其中,a=[ii+δ、ii+2δ、...ii+aδ...ii+nδ];
23、
24、其中,ii+aδ表示高周波焊接设备所产生的电流值ii增加a个δ后的电流值;
25、n为预先设定值,其中,n大于等100;
26、其中,该历史时间段中高周波焊接设备工作时所产生的电流值被调整到该历史时间段中所设定的电流目标值的过程中所对应的第一电容板间距调整量集合为:
27、cz=[cz1、cz2、...cza...czn];
28、cz为第z个历史时间段中高周波焊接设备所第一电容板间距调整量集合;z∈[1、2、....、n];
29、其中,cza是在第z个历史时间段中高周波焊接设备所产生的电流值ii被调整到ii+aδ时所对应的电容板间距调整量;
30、所述第二电容板间距调整量集合为该历史时间段中,若电流目标值ti小于所述高周波焊接设备所产生的电流值ii时,高周波焊接设备工作时所产生的电流值为b时所对应电容板间距调整量;
31、其中,
32、其中,
33、其中,表示高周波焊接设备所产生的电流值ii减少a个后的电流值;
34、其中,该历史时间段中高周波焊接设备所产生的电流值被调整到该历史时间段中所设定的高周波焊接设备电流目标值时所对应的第二电容板间距调整量集合为:
35、dz=[dz1、dz2、...dza...dzn];
36、dz为第z个历史时间段中高周波焊接设备所第二电容板间距调整量集合;
37、其中,dza是高周波焊接设备所产生的电流值ii被调整到时所对应的电容板间距调整量。
38、优选地,
39、所述平均电容板间距调整量集合包括:
40、基于不同历史时间段分别所对应的第一电容板间距调整量集合,所获取符合第一预设条件的不同历史时间段中高周波焊接设备所产生的电流值ii经过电容板间距调整后达到ii+aδ的过程中,所对应的电容板间距调整量的平均值;和,
41、基于不同历史时间段分别所对应的第二电容板间距调整量集合,所获取符合第一预设条件的不同历史时间段中高周波焊接设备所产生的电流值ii经过电容板间距调整达到ii-aδ的过程中,所对应的电容板间距调整量的平均值;
42、所述第一预设条件为高周波焊接设备接收到设定的电流目标值相同且在高周波焊接设备接收到设定的电流目标值之后该高周波焊接设备所产生的电流值也相同。
43、优选地,所述s2具体包括:
44、若高周波焊接设备接收到设定电流目标值的指令后所产生的电流值小于与该指令对应的电流目标值时,则对高周波焊接设备所产生的电流值进行取整数得到ib值;
45、根据所述ib值和该高周波焊接设备所对应的电流目标值确定平均电容板间距调整量集合中最终的电容板间距调整量的平均值;
46、所述最终的电容板间距调整量的平均值为不同历史时间段中满足所述第一预设条件的高周波焊接设备所产生的电流值ii等于ib值的情况下,高周波焊接设备所产生的电流值经过电容板间距调整达到ii+xδ的过程,所对应的电容板间距调整量的平均值;
47、其中,x的数值满足第一数值条件;
48、所述第一数值条件为:高周波焊接设备的电流目标值减去w的绝对值小于δ;其中,w=ii+xδ;
49、其中,历史时间段中满足所述第一预设条件的高周波焊接设备所产生的电流值ii所对应的电流目标值大于等于该高周波焊接设备所接收的设定电流目标值的指令所对应的电流目标值;
50、通过高周波焊接设备中的电机对电容板间距减少最终的电容板间距调整量的平均值,获取电容板间距在减少后所对应的高周波焊接设备所产生的电流值。
51、优选地,所述s2具体包括:
52、若高周波焊接设备接收到设定电流目标值的指令后所产生的电流值大于与该指令对应的电流目标值时,则对高周波焊接设备当前工作时所产生的电流值进行取整数得到if值;
53、根据所述if值和预先设定的电流目标值确定平均电容板间距调整量集合中最终的电容板间距调整量的平均值;
54、所述最终的电容板间距调整量为不同历史时间段中满足所述第一预设条件的高周波焊接设备工作时所产生的电流值ii等于if值的情况下,经过电容板间距调整达到ii-yδ时,所对应的电容板间距调整量的平均值;
55、其中,历史时间段中满足所述第一预设条件的高周波焊接设备所产生的电流值ii所对应的电流目标值大于等于该高周波焊接设备所对应的电流目标值;
56、其中,y的值满足第二数值条件;
57、所述第二数值条件为高周波焊接设备的电流目标值减去q的绝对值小于δ;其中,q=ii-yδ;
58、通过高周波焊接设备中的电机对电容板间距增加最终的电容板间距调整量的平均值,获取电容板间距增加后所对应的高周波焊接设备所接收的设定电流目标值的指令所对应的电流值。
59、优选地,所述s3具体包括:
60、若比较结果为所述电容板间距在调整后所对应的高周波焊接设备所产生的电流值大于电流目标值,则按照预先设定的第二调整策略中的公式(1),修正电容板间距,获取修正后的电容板间距iae;
61、所述公式(1)为:
62、iae=ia(e-1)+fe;
63、所述fe为在电容板间距在采用第一策略调整之后所对应的高周波焊接设备所产生的电流值没有降低到预先设定的电流目标值的情况下的第e次采用预先设定的第二调整策略中的公式(1)修正电容板间距时的预先设定的调整量;
64、ia(e-1)为第e-1次采用预先设定的第二调整策略中的公式(1)修正电容板间距后,高周波焊接设备所产生的电流值;其中,e大于等于1。
65、优选地,
66、若比较结果为所述电容板间距在经过第一调整策略的调整后所对应的高周波焊接设备所产生的电流值小于预先设定的电流目标值,则获取所述电容板间距在经过第一调整策略的调整后所对应的高周波焊接设备所产生的电流值与预先设定的电流目标值之间的差值;
67、将所述差值与所述预先设定阈值n0进行比较,获取数值比较结果;并基于所述数值比较结果,设定电容板间距的调整量。
68、优选地,基于所述数值比较结果,设定电容板间距的调整量,具体包括:
69、如果所述差值小于所述预先设定阈值n0,则将当前电容板间距减少一毫米距离;
70、如果将所述差值大于所述预先设定阈值n0,则将当前电容板间距减少预先指定单位距离;
71、其中预先指定单位距离为所述差值与所述预先设定阈值n0之间的差值的绝对值。
72、优选地,n大于等于100。
73、(三)有益效果
74、本发明的有益效果是:本发明的一种高周波焊接设备的电流控制方法,由于首先根据高周波焊接设备所产生的实际的电流值和所设定的电流目标值之间的差异采用s2步骤通过第一调整策略的调整,减少了高周波焊接设备所产生的实际的电流值和所设定的电流目标值之间的差异,然后再根据步骤s3按照预先设定第二调整策略进行调整,进一步的缩小了高周波焊接设备所产生的实际的电流值和所设定的电流目标值之间差异,直至完全相同为止。在s2的过程中采用到了从历史时间段中电容板间距调整量所选择的调整量去调整,能够较为准确的进行大范围的调整。在s3的过程中采用预先设定的调整量继续对电容板间距进行细微调整,相对于现有技术而言,本发明的一种高周波焊接设备的电流控制方法其可以达到自动化的控制,同时对熔焊过程中熔焊电流的波动实现达成高精度控制。
- 还没有人留言评论。精彩留言会获得点赞!