一种铜电解精炼阳极处理装置及其方法与流程
本发明属于有色金属冶炼,具体涉及一种铜电解精炼阳极处理装置及其方法。
背景技术:
1、铜电解精炼的目的是将火法精炼产出的阳极铜进一步提纯,得到高纯阴极铜,并回收有价金属。其工艺过程是将火法精炼的铜浇铸成阳极板,用纯铜薄片作为阴极片(或不锈钢等作为阴极),相间地装入电解槽中,用硫酸铜和硫酸的水溶液作电解液,通入直流电源。在直流电的作用下,阳极上的铜和电位较负的贱金属进行电化学溶解进入电解液,而贵金属不溶,成为阳极泥沉于电解槽底或附着在阳极上。在阴极上,铜离子得到电子结晶析出,得到产品阴极铜。含有贵金属和硒、碲等稀有金属的阳极泥,作为铜电解的一种副产品另行处理,以便从中回收金、银、硒、碲等元素。
2、在电解精炼过程中,阳极会因挂耳非铅锤、飞边、鼓泡或结瘤、厚薄不均、变形等影响电解极间距,引起电解短路,发生电解故障,增加电耗,影响电解质量。这就要求阳极:(1)耳部饱满平直,无弯曲,无折损和裂纹;(2)板面厚薄均匀,垂直度高,弯曲变形小,平直度好;(3)板面鼓包或结瘤高度小;(4)板面边缘飞边和毛刺小。但在阳极浇铸过程中:(1)采用明模浇注,阳极挂耳底部有浇铸拔模斜度;(2)模具置于旋转圆盘浇铸机上,铜水在模具中成型会因模具晃动和铜水冷却收缩,引起浇铸飞边;(3)铜水浇注入模具过程中,会裹带空气卷入浇铸液内,冷凝后出现鼓起的气泡;(4)浇铸铜水温度过低,或冷凝速度过快以及流动性差,会导致阳极铜板厚薄不均或结瘤;(5)浇铸铜水冷凝收缩,会内应力过大而变形,或顶板脱模动作受力,而致使阳极板面弯曲变形;(6)阳极浇铸冷却采用水冷,急冷会产生较大的内应力而变形;(7)阳极在吊装、运输和储存堆叠过程中,因碰撞挤压而发生变形。因此,阳极在入槽电解精炼之前,必须对阳极进行挂耳、整形、铣耳等准备处理,以消除各种影响,提高质量,保证合格的阳极铜。最终保证阳极在电解槽精炼中垂直、平行、等距、置中,减少电解故障和电耗,提高电解阴极铜质量。
3、目前,阳极电解入槽准备的处理工艺是:阳极浇铸捞板后,先水冷,再吊运、储存堆集,然后进行板面压平整形、矫耳、铣耳,最后吊运、储存堆集,吊运排板入槽。在阳极准备处理的工艺过程中,水冷工序水资源能耗大,冷却水蒸气影响操作,增加了不安全因素,滴漏水影响车间环境,污水需处理排放,环保性差。吊运、储存堆集,吊运工人劳动强度大,堆集储存,占地面积空间大,安全风险高。板面压平整形设备复杂,投资大,且工作效率低,运行成本高,处理效果差。矫耳处理工步较多,设备复杂,效果差;铣耳处理,刀具打刀、磨损严重,使用成本高,铣耳精度难以控制、会损坏阳极表面,降低阳极质量,设备故障率高;在处理工艺中均无清边处理工序。
技术实现思路
1、本发明的目的是提供一种铜电解精炼阳极处理装置及其方法,以解决阳极在浇铸过程中产生的飞边、鼓泡或结瘤、变形等影响电解极间距问题,保证阳极在电解槽的精炼中垂直、平行、等距、置中,减少电解故障和电耗,提高电解阴极铜质量。
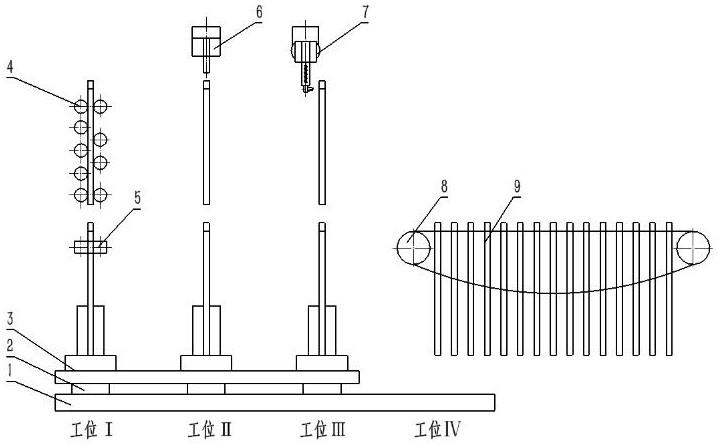
2、为实现上述目的,本发明提供了如下技术方案:一种铜电解精炼阳极处理装置,包括架体、滑块导轨a、步进输送装置、多辊矫平机、清边装置、矫耳装置、挂耳面切削装置以及排板输送机;
3、架体由三个门型框架依序间隔排列而成,三个门型框架通过对称设置在其底部的滑块导轨a进行连接;排板输送机靠近第三个门型框架设置,滑块导轨a的长度延伸至排板输送机下方;
4、步进输送装置由步进输送架、举升架、举升导柱、举升导套和举升油缸组成;步进输送架的两端对应地与滑块导轨a的滑块连接;举升油缸固定在步进输送架中间处,且举升油缸的活塞杆穿过步进输送架后与设置在其上方的举升架连接;举升架通过设置在其下方的举升导柱和举升导套与步进输送架滑动连接;
5、多辊矫平机固定在第一个门型框架上方,其由门型架、送料辊、校平辊和输送辊组成;在门型架上、从上至下依序设置送料辊、校平辊和输送辊,且送料辊、校平辊和输送辊与门型架均通过轴承连接;在第一个门型框架顶部开设有用以让极板通过的通槽;
6、清边装置由油缸a、滑块导轨b、滑座和清边辊组成;油缸a和滑块导轨b均通过螺栓与第一个门型框架连接;滑座与滑块导轨b的滑块连接;清边辊通过轴承与滑座连接;滑座与油缸a的活塞杆连接;清边装置有两组,对称固定在第一个门型框架内;
7、矫耳装置由砧座、压头、压头支座、导杆、导套和油缸b组成;砧座与第二个门型框架固定连接,压头设置在砧座上方,并通过螺钉与压头支座连接;油缸b固定在第二个门型框架顶部,且油缸b的活塞杆与压头支座连接;在压头支座上连接有导杆,导杆的另一端穿过固定在第二个门型框架顶部的导套;矫耳装置有两组,对称固定在第二个门型框架内;
8、挂耳面切削装置由定位支架、激光切割器、滑块导轨c(7-3)和电动推杆(7-4)组成;定位支架与第三个门型框架(11)固定连接,滑块导轨c(7-3)设置在第三个门型框架(11)顶部,激光切割器(7-2)与滑块导轨c的滑块连接;电动推杆固定在第三个门型框架上,且电动推杆的推杆与滑块导轨c的滑块连接;挂耳面切削装置有两组,对称固定在第三个门型框架内;
9、排板输送机由机架、步进电机减速机、传动链a、传动轴、传动链b、输送链主传动轴、输送链主动传动链轮、输送链从动轴、输送链从动链轮、输送链导轨和排板输送链组成;机架一端设有顶部支撑平台,另一端为输送平台;机架通过地脚螺栓安装在基础上,步进电机减速机固定在机架的顶部支撑平台上,传动轴通过带座轴承和连接螺栓设置在机架的顶部支撑平台上;步进电机减速机和传动轴之间通过传动链a连接;输送链主传动轴通过带座轴承和连接螺栓与机架连接,其位于传动轴的下方;输送链主动传动链轮通过键与输送链主传动轴连接;输送链主动传动链轮和传动轴之间通过传动链b连接;输送链从动轴通过带座轴承和连接螺栓设置在机架远离步进电机减速机的一端,输送链从动链轮通过键与输送链从动轴连接;输送链导轨通过螺栓与机架的输送平台连接。
10、较佳地,举升导柱和举升导套设有两组,对称设置在举升油缸两侧。
11、本发明还公开了一种使用上述铜电解精炼阳极处理装置的方法,步骤如下:
12、(1)捞板机将浇铸极板送至多辊矫平机,或吊车将储存极板、外购极板吊至多辊矫平机;
13、(2)送料辊将极板送入校平辊,校平辊校平整形;
14、(3)输送辊将极板送入清边装置,清边装置清除极板两侧面上的毛边、飞边,并对中极板;
15、(4)举升架举升接板,完成极板校平整形、毛边、飞边清除工序;
16、(5)步进输送装置步进,将极板输送至下一道工序;
17、(6)举升架下降,将极板放入砧座上定位;矫耳液压缸动作,带动压头矫耳;
18、(7)举升架举升接板,完成极板弯曲变形;
19、(8)步进输送装置步进,将极板输送至下一道工序;
20、(9)举升架下降,将极板放入定位支架上定位;
21、(10)电动推杆动作带动激光切割器切割极板挂耳面;
22、(11)举升架举升接板,完成极板挂耳导电接触面的切削;
23、(12)步进输送装置步进,将极板输送至下一道工序;
24、(13)举升架下降,将极板放入排板输送链上上;
25、(14)排板输送链步进一个极距,完成极板电解入槽排板;
26、(15)步进输送装置复位,等待下一循环;
27、(16)极板排板后,行车吊走;
28、(17)重复(1)—(16)。
29、本发明的有益效果如下:
30、(1)无水冷工序,节约了水资源能耗,减少了水排放处理,改善了车间环境和安全,降低了生产成本;
31、(2)无储存堆集,节约了占地面积空间,避免了阳极吊运二次变形,减少了吊运成本及操作强度;
32、(3)采用多辊校平整形,板面多次辊压,鼓包、毛刺、飞边整形效果好,板面平直度好。整形效率高,操作简单,维护方便;
33、(4)采用u型仿耳弧形砧座矫耳,矫耳整形准确,保证了后序铣耳加工定位控制,避免了铣耳刀具损伤或破坏;
34、(5)采用激光切削导电挂耳面,无机床振动影响,切割精度高、速度快,加工效率高;
35、(6)利用激光切削刀,无刀具接触、磨损和损坏,节约了刀具材料及更换生产成本,生产故障率低;
36、(7)采用激光切削导电挂耳面,能够实现小切缝,切面平整,避免了切屑飞溅等安全问题;
37、(8)采用人字齿滚花纹清除辊,板面无跑偏,清边效率高,效果好;
38、(9)阳极准备处理工艺工序少、工艺短,装置集成度高,机构简单,动作少,投资少。
- 还没有人留言评论。精彩留言会获得点赞!