适用于生产不同直径的钢带折弯设备的制作方法
本技术涉及法兰盘底盖加工设备,尤其涉及适用于生产不同直径的钢带折弯设备。
背景技术:
1、法兰盘是一种用于将两个工件进行连接的连接件,在机械领域有着重要作用。
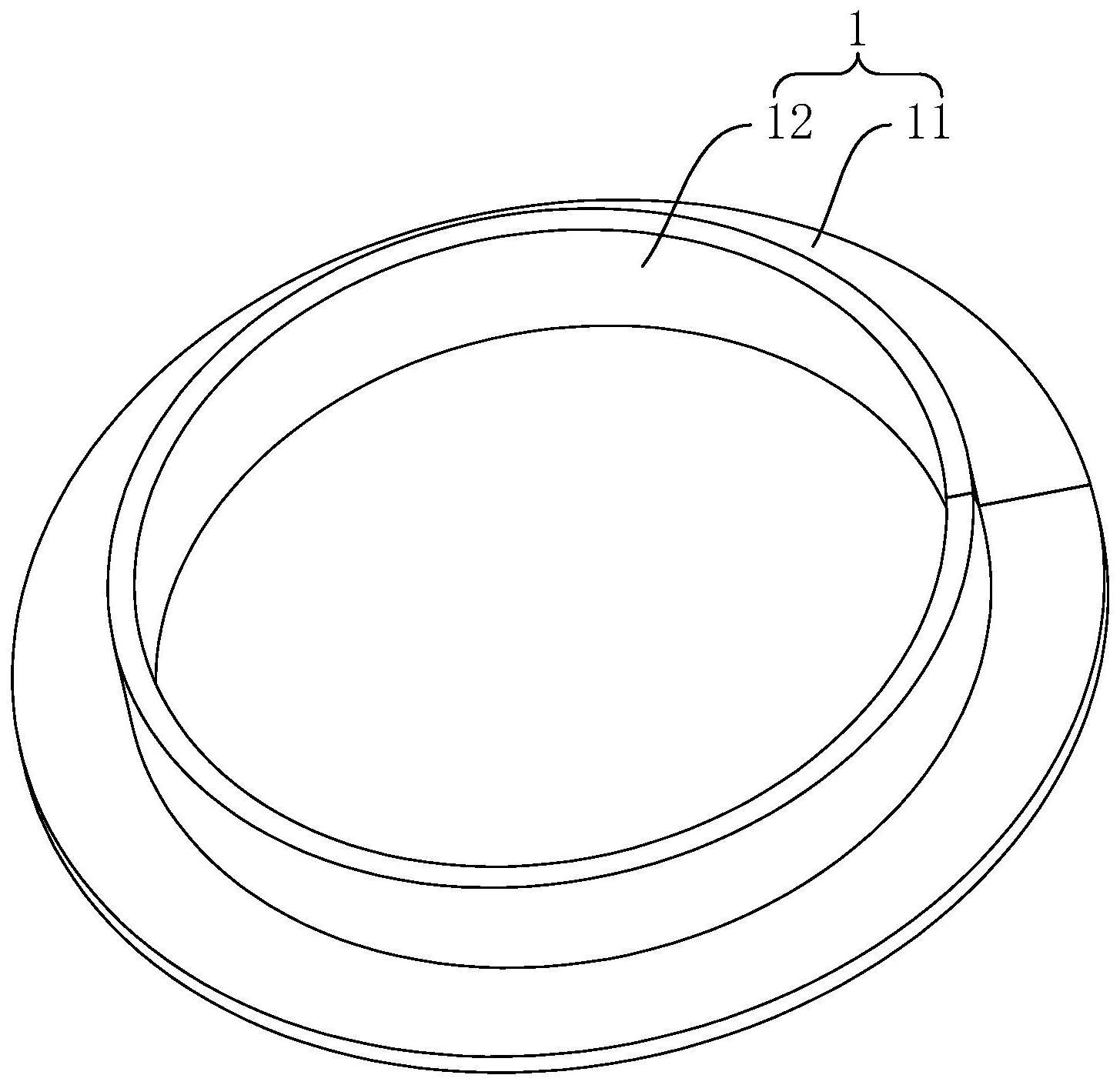
2、相关技术中设计有一种法兰盘底盖,参照图1,由钢带1翻边并折弯制成,包括盖板11和抵接片12,盖板11和抵接片12均呈环状设置,抵接片12一体成型于盖板11内壁,抵接片12沿盖板11内壁周向方向设置。在法兰盘完成连接后,通过将底盖盖合于法兰盘表面,使得抵接片12能够与法兰盘内壁相抵,从而便能够对法兰盘起到保护作用。
3、针对上述中的相关技术,发明人发现由于法兰盘具有多种不同尺寸,因此也需要不同尺寸的底盖,以用于不同的法兰盘,而法兰盘尺寸的不同主要体现在直径方面,因此,在进行底盖生产时需要根据不同种类法兰盘的尺寸对底盖的尺寸进行调节,而现有技术中的生产大多只能进行统一规格的底盖的生产,适用性较差,需要多台不同规格的生产设备,成本较大,经济效益低下,故有待改善。
技术实现思路
1、为了使得同一台设备能够生产不同直径规格的法兰盘底盖,提高适用性和生产经济效益,本技术提供适用于生产不同直径的钢带折弯设备。
2、本技术提供的适用于生产不同直径的钢带折弯设备采用如下的技术方案:
3、适用于生产不同直径的钢带折弯设备,包括机架,所述机架一端设置有用于放置卷状钢带的放卷箱,所述机架顶壁设置有翻边板,所述翻边板侧壁设置有用于对钢带进行传输并翻边的轮组,所述钢带翻折后的侧边形成抵接片,所述钢带另一部分形成盖板;所述机架背离放卷箱的一端设置有工作台,所述工作台表面转动连接有折弯轮和导向轮,所述折弯轮背离机架的一侧设置有调节气缸,所述调节气缸的活塞杆端壁设置有变径台,所述变径台表面转动连接有变径轮,所述调节气缸带动变径轮与折弯轮相抵,所述变径台内部开设有变径腔,所述变径腔内设置有驱动组件,所述驱动组件带动变径轮相对变径台移动,以改变所制成的法兰盘底盖的直径;所述工作台一侧设置有用于对完成折弯后的法兰盘底盖进行切割的裁剪装置。
4、通过采用上述技术方案,钢带一端自放卷箱内伸出,并通过轮组,在轮组的作用下,实现对钢带侧边的翻折,以使得钢带能够以翻折处形成盖板和抵接片,在轮组对钢带进行翻折的过程中,轮组还将带动钢带朝向工作台的方向移动;当钢带经过折弯轮和导向轮之间时,通过两轮的挤压,能够使得抵接片的翻折更加稳固,同时通过驱动组件和调节气缸,能够改变变径轮与折弯轮两轮之间的抵接点,从而使得钢带在通过折弯轮和变径轮时,能够使得钢带的弯曲幅度产生变化,从而能够生产出不同直径尺寸的法兰盘底盖,由此实现同一个生产设备生产出不同直径的法兰盘底盖的目的,以提高了生产效率,降低经济成本,具有较高的实用性。
5、优选的,所述驱动组件包括滑动杆、转动板、驱动电机、驱动齿轮和若干从动齿块,所述变径台表面开设有调节槽,所述调节槽为弧形,所述调节槽与变径腔连通,所述滑动杆一端插设入调节槽内,所述变径轮转动连接于滑动杆伸出调节槽的一端;所述转动板连接于滑动杆插设入调节槽的一端,所述变径腔背离折弯轮的一端内壁沿厚度方向贯穿开设有连通槽,所述转动板背离滑动杆的一端转动连接于连通槽内壁,所述转动板伸出连通槽的一端端壁开设有弧形的驱动面,若干所述从动齿块均连接于驱动面表面,所述驱动电机连接于变径台侧壁,所述驱动齿轮套设于驱动电机的输出轴周壁,所述驱动齿轮与从动齿块啮合。
6、通过采用上述技术方案,启动驱动电机,驱动电机的输出轴将会带动驱动齿轮转动,驱动齿轮通过与从动齿块之间的啮合关系,便能够带动转动板以与连通槽内壁的连接处为圆心发生转动,使得滑移杆能够沿着调节槽的长度方向移动,就此改变了变径轮与变径台的相对位置,与调节气缸相互配合,便能够实现对变径轮与折弯轮抵接点的改变,从而改变生产出的法兰盘底盖的直径,结构简单,易于实施,具有较高的实用性。
7、优选的,所述变径腔内壁转动连接有两组缓冲拨钮,所述滑动杆抵接于两侧缓冲拨钮之间,每一所述缓冲拨钮与变径腔内壁的转动连接处均设置有复位扭簧,所述复位扭簧一端力臂与变径腔内壁相连,另一端力臂与相应的缓冲拨钮相连,两所述缓冲拨钮在各自复位扭簧的驱动下朝向相互靠近的方向转动,所述变径腔内壁设置有缓冲垫。
8、通过采用上述技术方案,设置缓冲拨钮和缓冲垫,能够在滑动杆移动时对滑动杆进行减震缓冲,以防止驱动电机过度转动而导致的滑移杆超出预定行程,造成折弯轮和变径轮碰撞的问题,从而能够提高本技术的折弯设备运行时的安全性。
9、优选的,所述轮组包括碾压轮和翻边轮,所述碾压轮和翻边轮均与翻边板转动连接,所述碾压轮和翻边轮之间的间隙供钢带穿过,所述翻边轮背离翻边板的一端设置有翻边片,所述翻边片沿翻边轮的周向方向设置,所述翻边片与碾压轮背离翻边板的一端形成翻边通道。
10、通过采用上述技术方案,钢带在碾压轮和翻边轮之间进行传输,通过碾压轮和翻边轮的挤压,能够使得钢带即将形成盖板的部分能够更加紧实,而钢带伸出碾压轮的部分将会伸入至翻边通道内,由翻边片对钢带侧边进行抵接,使得钢带能够在通过轮组时实现翻边。
11、优选的,所述轮组设置有若干组,若干组所述轮组沿翻边板的长度方向均匀分布,相邻所述轮组的翻边片的直径沿钢带的输送方向依次增大,相邻所述轮组的翻边片距离相应的碾压轮端壁的长度沿钢带的输送方向逐渐减小。
12、通过采用上述技术方案,设置若干组的轮组,能够使得钢带在沿着翻边板进行输送时,使得成型的盖板和抵接片能够更加稳定,通过翻边片的直径逐渐增大和翻遍通道的逐渐变窄,使得翻折形成的抵接片能够更加立体,由此提高生产出的法兰盘底盖的质量。
13、优选的,每一所述轮组一侧均设置有限位框,所述限位框靠近翻边板的一侧内壁转动连接有第一限位轮,所述限位框背离端壁设置有调节杆,所述调节杆与限位框螺纹连接,所述调节杆一端穿过限位框并插设入限位框内部,所述调节杆靠近第一限位轮的一端螺纹连接有转动框,所述转动框滑动连接于限位框内壁,所述转动框内转动连接有第二限位轮,所述钢带自第一限位轮和第二限位轮之间的间隙穿过。
14、通过采用上述技术方案,设置限位框能够限制钢带的移动路径,通过改变第一限位轮和第二限位轮之间的距离,能够使得完成弯折的钢带的抵接片能够保持翻折状态,使得钢带能够在相邻两组的轮组之间移动时,能够降低抵接片复原的概率,有助于提高生产的法兰盘底盖的质量。
15、优选的,所述裁剪装置包括裁剪座、裁剪气缸和裁剪刀具,所述裁剪座设置于折弯轮一侧,所述裁剪气缸设置于裁剪座靠近折弯轮的侧壁,所述裁剪气缸的活塞杆朝向完成折弯后的法兰盘底盖方向设置,所述裁剪刀具连接于裁剪气缸活塞杆端壁,所述裁剪刀具端部开设有横向刀口和竖向刀口,所述裁剪刀具移动后横向刀口切割盖板,所述裁剪刀具移动后竖向刀口切割抵接片。
16、通过采用上述技术方案,当通过折弯轮的钢带完整地形成一个闭环后,便能够启动裁剪气缸,使得裁剪气缸带动裁剪刀具朝向折弯轮的方向移动,通过横向刀口和竖向刀口分别对于盖板和抵接片的切割,便能够得到一个闭环的法兰盘底盖,后续仅需将闭环状结构的两端进行焊接,便能够得到成品的法兰盘底盖;本技术的裁剪刀具通过分别设置横向刀口和竖向刀口,能够保障对钢带的切割质量,由此使得法兰盘底盖的生产更加精准和高效。
17、优选的,所述工作台一侧设置有滑轨,所述滑轨朝向折弯轮的方向设置,所述裁剪座沿滑轨的长度方向滑移。
18、通过采用上述技术方案,设置滑轨能够对裁剪装置的位置进行调节,以适应不同直径尺寸法兰盘底盖的剪切,由此提高了本技术的裁剪装置的灵活性和适用性,具有较高的便捷程度和经济效益。
19、优选的,所述裁剪装置还包括支撑刀具,所述钢带抵接于支撑刀具表面,所述支撑刀具表面开设有供裁剪刀具抵入的裁剪口,所述裁剪装置侧壁设置有用于驱动支撑刀具沿裁剪刀具运动方向移动的联动件。
20、通过采用上述技术方案,设置支撑刀具能够在裁剪装置对法兰盘底盖进行裁剪时对法兰盘底盖提供支撑,从而能够改善在对法兰盘底盖进行裁剪时,由于法兰盘底盖没有抵接而出现翘起的问题,由此便能够提高对于法兰盘底盖切割的精准性和生产质量。
21、优选的,所述联动件包括驱动齿条、从动齿轮、主动锥齿轮、从动锥齿轮、转动丝杆和连接套,所述驱动齿条连接于裁剪气缸活塞杆侧壁,所述从动齿轮转动连接于裁剪座外壁,所述从动齿轮与驱动齿条相啮合,所述主动锥齿轮连接于从动齿轮端壁,所述转动丝杆转动连接于裁剪座一侧,所述转动丝杆的长度方向与裁剪气缸活塞杆的运动方向一致,所述从动锥齿轮套设于转动丝杆周壁,所述从动锥齿轮与主动锥齿轮啮合,所述连接套螺纹连接于转动丝杆周壁,所述连接套与支撑刀具相连。
22、通过采用上述技术方案,在裁剪气缸运作时,裁剪气缸的活塞杆将会带动驱动齿条一起移动,从而便能够使得驱动齿条与从动齿轮啮合,而带动从动齿轮转动,由于从动齿轮与主动锥齿轮同轴设置,主动锥齿轮便会在从动齿轮的带动下转动,并使得从动锥齿轮也能够发生转动,以此实现对转动丝杆的转动,由此通过连接套的转动,便能够实现在裁剪刀具移动的同时,驱动支撑刀具朝向裁剪刀具的方向移动,从而实现对法兰盘底盖的精准裁剪,同时,本技术的联动件未设置直接的驱动源,与裁剪刀具共用驱动源,能够节省经济成本。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.钢带一端自放卷箱内伸出,并通过轮组,在轮组的作用下,实现对钢带侧边的翻折,以使得钢带能够以翻折处形成盖板和抵接片,在轮组对钢带进行翻折的过程中,轮组还将带动钢带朝向工作台的方向移动;当钢带经过折弯轮和导向轮之间时,通过两轮的挤压,能够使得抵接片的翻折更加稳固,同时通过驱动组件和调节气缸,能够改变变径轮与折弯轮两轮之间的抵接点,从而使得钢带在通过折弯轮和变径轮时,能够使得钢带的弯曲幅度产生变化,从而能够生产出不同直径尺寸的法兰盘底盖,由此实现同一个生产设备生产出不同直径的法兰盘底盖的目的,以提高了生产效率,降低经济成本,具有较高的实用性;
25、2.当通过折弯轮的钢带完整地形成一个闭环后,便能够启动裁剪气缸,使得裁剪气缸带动裁剪刀具朝向折弯轮的方向移动,通过横向刀口和竖向刀口分别对于盖板和抵接片的切割,设置滑轨能够对裁剪装置的位置进行调节,以适应不同直径尺寸法兰盘底盖的剪切,由此提高了本技术的裁剪装置的灵活性和适用性,具有较高的便捷程度和经济效益。
- 还没有人留言评论。精彩留言会获得点赞!