一种汇流条的焊接方法及其焊接系统与流程
本技术属于光伏组件,具体涉及一种汇流条的焊接方法及其焊接系统。
背景技术:
1、在光伏组件的生产过程中,需要将汇流条的焊接端焊接在接线盒的焊接面,这就需要一种汇流条的焊接方法。在先技术中,在将汇流条的焊接端下压至接线盒的焊接面之后,将焊接端与焊接面进行焊接。
2、在实现本技术过程中,在先技术中至少存在如下问题:由于汇流条的焊接端与接线盒的焊接面之间的方位或接触异常,无法有效将汇流条的焊接端下压至接线盒的焊接面,导致焊接端与焊接面的焊接失败(例如虚焊等)。
技术实现思路
1、本技术旨在提供一种汇流条的焊接方法及其焊接系统,至少解决在先技术中由于汇流条的焊接端与接线盒的焊接面之间的方位异常,无法将汇流条的焊接端下压至接线盒的焊接面,导致焊接端与焊接面的焊接失败的问题。为了解决上述技术问题,本技术是这样实现的:
2、第一方面,本技术提供了一种汇流条的焊接方法,所述方法包括:
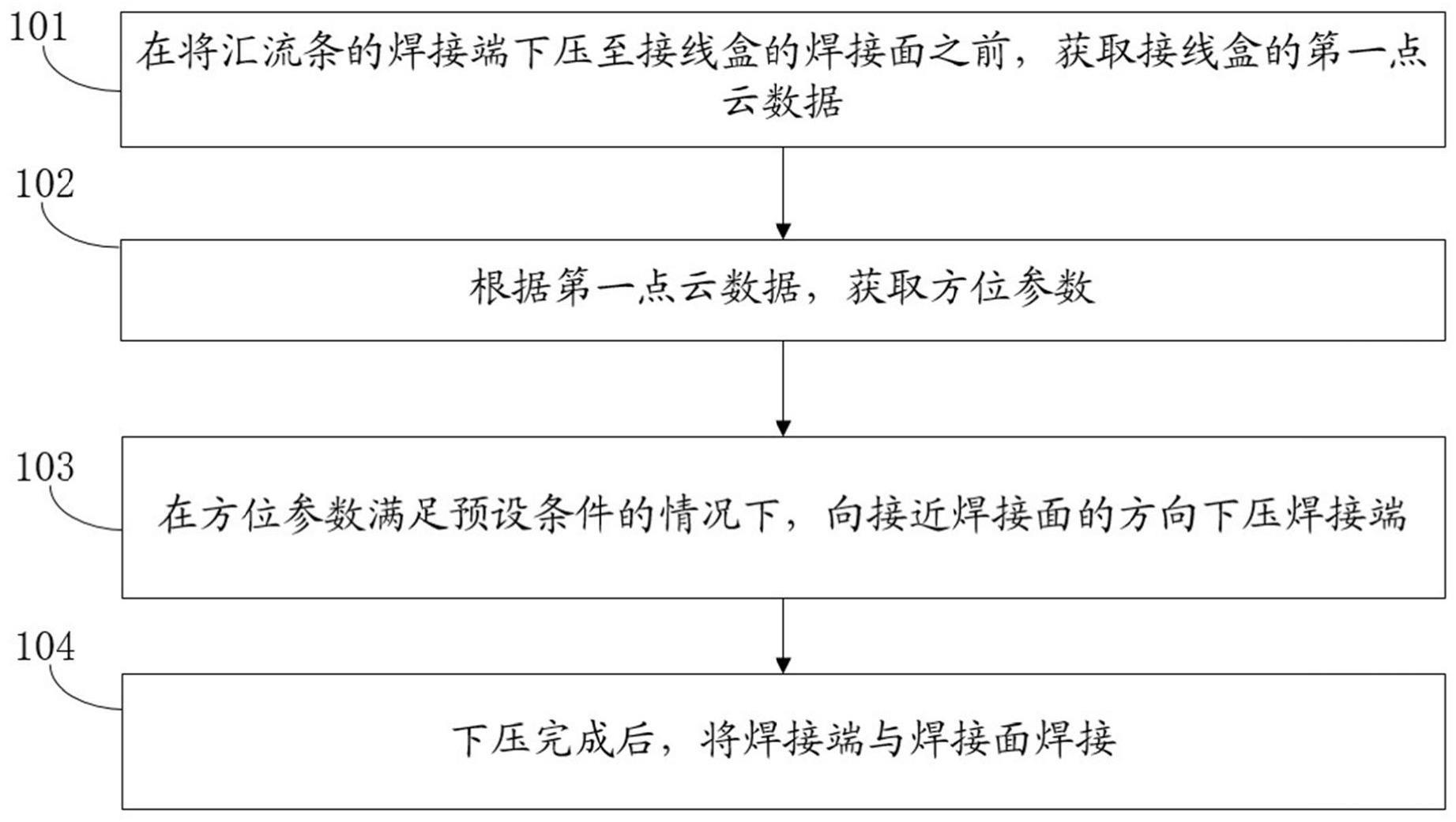
3、在将汇流条的焊接端下压至接线盒的焊接面之前,获取所述接线盒的第一点云数据;
4、根据所述第一点云数据,获取方位参数;所述方位参数用于表征所述汇流条的焊接端与所述接线盒的焊接面之间的方位;
5、在所述方位参数满足预设条件的情况下,向接近所述焊接面的方向下压所述焊接端;
6、下压完成后,将所述焊接端与所述焊接面焊接。
7、可选的,所述第一点云数据是通过点云相机获取的;所述根据所述第一点云数据,获取方位参数,包括:根据所述第一点云数据,获取第一距离和第二距离;所述第一距离为所述焊接面与所述点云相机的距离;所述第二距离为所述焊接端与所述点云相机的距离;所述在所述方位参数满足预设条件的情况下,向接近所述焊接面的方向下压所述焊接端,包括:在所述第一距离与所述第二距离的差值大于或等于第一预设阈值的情况下,确定所述焊接端向靠近所述焊接面的方向弯曲,从而使得所述方位参数满足所述预设条件,并向接近所述焊接面的方向下压所述焊接端。
8、可选的,在所述将所述焊接端与所述焊接面焊接之前,所述方法还包括:通过所述点云相机获取所述接线盒的第二点云数据;根据所述第二点云数据,获取所述焊接端的焊接区域,并获取所述焊接区域中的每个分区域与所述点云相机的第三距离;所述焊接区域包括多个所述分区域;计算所述第一距离与每个所述第三距离的距离差值。
9、可选的,在所述计算所述第一距离与每个所述第三距离的距离差值之后,所述方法还包括:在所有的所述距离差值中存在部分的所述距离差值大于所述第二预设阈值的情况下,展示反馈信息,所述反馈信息表征所述焊接端不平整;在所有的所述距离差值均大于所述第二预设阈值的情况下,确定所述焊接端与所述焊接面没有完全贴合,并根据由所述距离差值确定的下压距离,向接近所述焊接面的方向下压所述焊接端;在所有的所述距离差值均小于或等于第二预设阈值的情况下,进入所述将所述焊接端与所述焊接面焊接的步骤。
10、可选的,在所述将所述焊接端与所述焊接面焊接之后,所述方法还包括:获取所述接线盒的二维图像;根据所述二维图像,获取所述焊接端与所述焊接面的焊缝的参数;根据所述焊缝的参数,获取对所述汇流条的焊缝的状态进行检测的检测结果。
11、可选的,所述焊缝的参数包括所述焊缝的数量、每个所述焊缝的长度以及每个所述焊缝的焊缝面积;所述根据所述焊缝的参数,获取对所述汇流条的焊缝的状态进行检测的检测结果,包括:在所述焊缝的数量等于预设的标准数量,且每个所述焊缝的长度大于预设的长度阈值,且每个所述焊缝的焊缝面积小于预设的面积阈值的情况下,确定所述检测结果为:所述焊缝的状态为正常;在所述焊缝的数量不等于所述标准数量,或至少一个所述焊缝的焊缝面积大于或等于所述面积阈值的情况下,确定所述检测结果为:所述焊缝的状态为黑化;在所述汇流条存在长度小于或等于所述预设的长度阈值的焊缝的情况下,确定所述检测结果为:所述焊缝的状态为断裂。
12、可选的,在所述向接近所述焊接面的方向下压所述焊接端之前,所述方法还包括:根据所述第一点云数据,获取所述焊接端的位置信息;所述向接近所述焊接面的方向下压所述焊接端,包括:根据所述焊接端的位置信息和预设的下压距离,向接近所述焊接面的方向下压所述焊接端。
13、可选的,在所述向接近所述焊接面的方向下压所述焊接端之前,所述方法还包括:根据所述第一点云数据,获取所述接线盒的长度和宽度;在所述接线盒的长度在预设的长度范围内,且所述接线盒的宽度在预设的宽度范围内的情况下,进入所述向接近所述焊接面的方向下压所述焊接端的步骤。
14、第二方面,本技术还提供了一种汇流条的焊接系统,所述系统包括处理器、归正机构、点云相机、下压机构、焊接机构,所述处理器与所述归正机构、所述点云相机、所述下压机构、所述焊接机构通信连接;所述点云相机、所述下压机构、所述焊接机构分别设置于所述归正机构的上方;所述归正机构用于将接线盒移动并固定于预设位置,并向所述处理器发送到位信号;所述处理器用于在获取到所述到位信号的情况下,根据所述点云相机采集的第一点云数据,获取所述接线盒的方位参数以及汇流条的焊接端的位置信息;并在所述方位参数满足预设条件的情况下,向所述下压机构发送包含所述焊接端的位置信息的下压指令;以及在下压完成后,根据所述点云相机采集的第二点云数据,确定所述焊接端的焊接区域,并向所述焊接机构发送包含所述焊接区域信息的焊接指令;所述下压机构用于根据所述下压指令包含的焊接端的位置信息,向接近所述接线盒的焊接面的方向下压所述焊接端;所述焊接机构用于根据所述焊接指令包含的焊接区域信息,将所述焊接端与所述焊接面焊接。
15、可选的,所述处理器用于根据所述第一点云数据,获取第一距离和第二距离;并在所述第一距离与所述第二距离的差值大于或等于第一预设阈值的情况下,确定所述方位参数满足所述预设条件,并向所述下压机构发送所述下压指令;以及根据所述第二点云数据,获取所述焊接区域中的每个分区域与所述点云相机的第三距离,并计算所述第一距离与每个所述第三距离的距离差值,在所有的所述距离差值均小于或等于第二预设阈值的情况下,向所述焊接机构发送所述焊接指令;其中,所述第一距离为所述焊接面与所述点云相机的距离;所述第二距离为所述焊接端与所述点云相机的距离;所述焊接区域包括多个所述分区域。
16、在本技术中,通过在将汇流条的焊接端下压至接线盒的焊接面之前,获取接线盒的第一点云数据;根据第一点云数据,获取方位参数;方位参数用于表征汇流条的焊接端与接线盒的焊接面之间的方位;在方位参数满足预设条件的情况下,向接近焊接面的方向下压焊接端;下压完成后,将焊接端与焊接面焊接,通过设置预设条件,可以在方位参数满足预设条件时确定此时焊接端与焊接面之间的方位正常,从而在焊接端与焊接面之间方位正常的情况下进行焊接端的下压,可以有效降低因焊接端与焊接面之间的方位异常导致焊接失败的几率,从而解决了在先技术中由于汇流条的焊接端与接线盒的焊接面之间的方位异常,无法将汇流条的焊接端下压至接线盒的焊接面,导致焊接端与焊接面的焊接失败的问题。
- 还没有人留言评论。精彩留言会获得点赞!