天然气管道带气接管施工方法与流程
本发明涉及天然气管道施工设备领域,特别涉及天然气管道带气接管施工方法。
背景技术:
1、天燃气燃气管道投入使用后,由于用户的发展,城市道路的建设,需要进行主干管的延伸及开口支管,带气接装终端用户、管道的大修更新。天燃气管道带气作业是必不可少的,但到目前为止还没有出现一种比较成熟的带气接管方法。而天燃气又是一种易燃、易爆,并且有害于人体健康的气体,一旦发生泄露将直接危及人民生命和财产的安全。
2、在天然气管道接管施工中,传统的方法是将需要接管的主管道区间两端的截止阀关闭,利用放散阀将区间的天然气主管道内残留天然气释放,通过观察主管道内的压力状况来判断主管道内的残留天然气是否排完,再对预接管区域的主管道氧焊切割,取出管壁,焊接预制的分支管道,焊接好之后开启截止阀,利用肥皂液观察焊接区域是否漏气,在之后对接头进行防腐处理,即可恢复供气,在传统的施工方式中预制管焊接好之后需要对主管道通入气体来检测焊接处是否漏气,而主管道两端的的截止阀一般相隔距离较大,需要通入大量的的监测气体来检测,如果检测焊接处漏气则需要再次关闭主管道两端的截止阀,重新释放主管道内的天然气,浪费大量天然气,且天然气充斥在主管道区域需要较多时间,延长了工作时间,其次,在氧焊切割主管道预分支区域时,由于主管道壁有防腐层,防腐层比较光滑,切割的主管道管壁容易掉落在主管道内,而管壁掉落至主管道内容易滑至其他地方,导致工作人员需要耗费大量的时间来寻找切割的管壁,为此,我们提出天然气管道带气接管施工方法。
技术实现思路
1、本发明的主要目的在于提供天然气管道带气接管施工方法,可以有效解决背景技术中检测耗费检测气体的量多、检测时间长和切割的管壁容易掉落至主管道内的问题。
2、为实现上述目的,本发明采取的技术方案为:
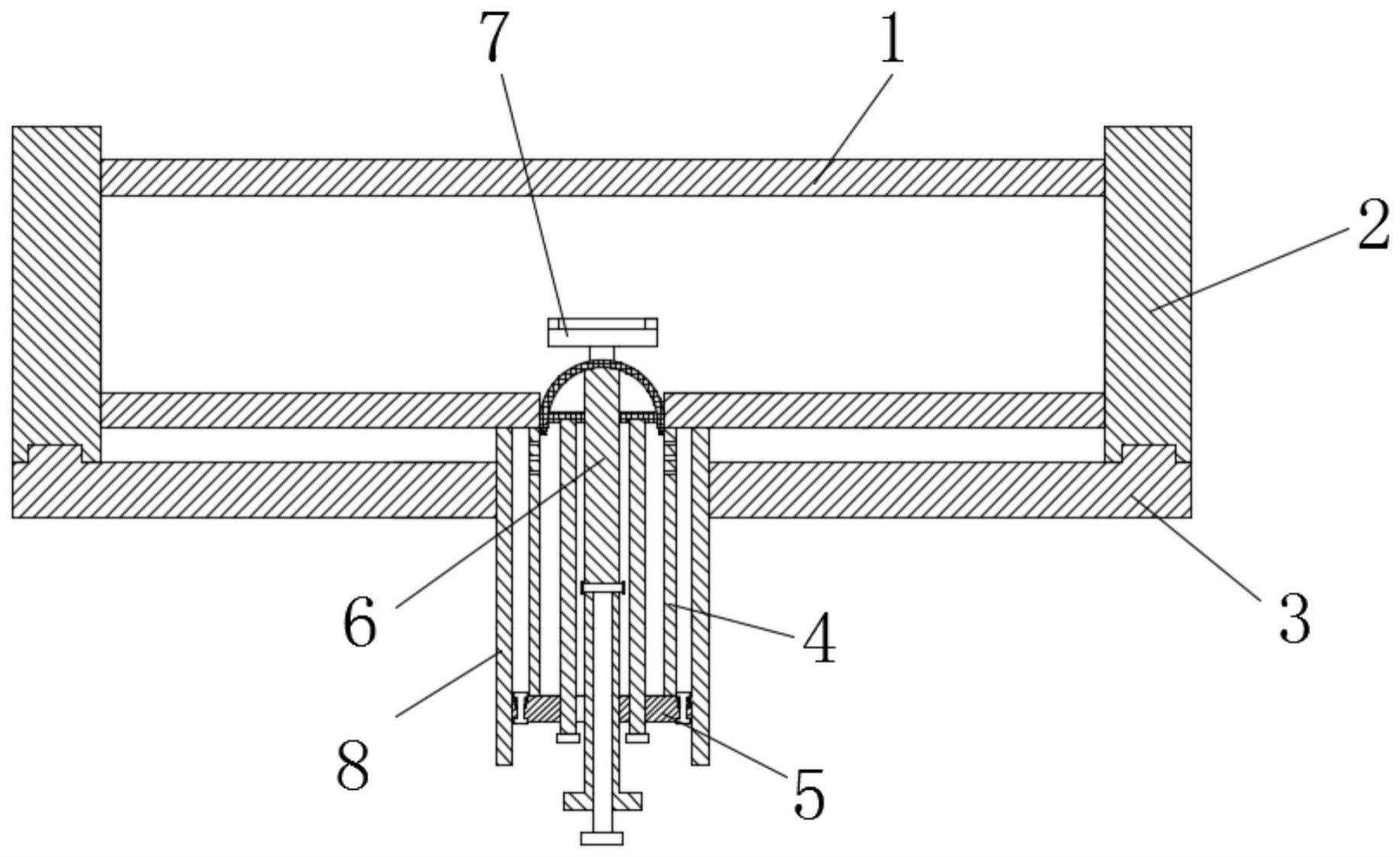
3、天然气管道带气接管施工方法,所述天然气管道带气接管施工方法通过天然气管道带气接管施工的设备实现,所述天然气管道带气接管施工的设备包括主管道本体,所述主管道本体外表面两侧固定安装有固定圈套,两组所述固定圈套之间活动安装有托板,所述托板上端中部放置有支撑管,所述支撑管后端设置有定位机构,所述定位机构前端中部设置有密封机构,所述密封机构后部设置有吸附机构,所述定位机构外表面插接有预焊接分管。
4、优选的,所述支撑管外表面后部开设有多组均匀分布的通孔,所述支撑管后端开设有弧形缺口,所述弧形缺口的弧度与主管道本体外表面弧度相匹配。
5、优选的,所述定位机构包括定位盘、环形密封圈、工型滑槽和工型滑杆,所述定位盘外表面侧部固定连接有环形密封圈,所述定位盘后端左侧和右侧均开设有一组工型滑槽,所述工型滑槽内均滑动连接有有工型滑杆,所述定位机构通过定位盘与支撑管固定连接在一起。
6、优选的,所述工型滑槽后部腔壁左右两侧均开设有一组契合槽孔,所述契合槽孔后部端口处均固定连接有一组定位插块,所述定位插块后端均活动插接有一组定位插杆,所述定位插杆外表面均套接有一组弹簧,所述弹簧前后两端分别与定位插块和工型滑杆固定连接,所述定位插杆后端与工型滑杆固定连接在一起。
7、优选的,所述密封机构包括连接杆、弹性弧形密封块、挤压块、顶杆和调节旋钮,所述连接杆后端固定连接有弹性弧形密封块,所述连接杆外表面后部活动连接有挤压块,且挤压块边缘部位均与弹性弧形密封块内部贴合滑动连接在一起,所述挤压块前端活动安装有两组对称分布的顶杆,所述顶杆前端均穿插过定位盘固定连接有一组调节旋钮,且顶杆均与定位盘螺纹连接,所述连接杆与定位盘螺纹连接将密封机构活动安装在定位盘上。
8、优选的,所述连接杆前端插接有检测气管,所述检测气管前端固定安装有阀门,所述检测气管后端端口处固定连接有分流口。
9、优选的,所述弹性弧形密封块前部端口处固定连接有密封橡胶圈,所述密封橡胶圈前端固定连接有y型吸附圈。
10、优选的,所述吸附机构包括弧形块、连接块、弧形槽和弧形吸附板和挤压排气板,所述弧形块外表面右侧中部活动连接有连接块,所述弧形块左侧中部开设有弧形槽,所述弧形槽左部槽口处固定连接有弧形吸附板,所述连接块左端固定连接有挤压排气板,所述挤压排气板与弧形槽滑动连接,所述连接块右部与弹性弧形密封块固定连接将吸附机构与密封机构固定连接在一起。
11、优选的,所述的天然气管道带气接管施工方法包括以下步骤:
12、s1、在需要预接管的主管道本体外表面确定好预开孔的的区域,并标记画圆,将固定圈套固定在标记区域两侧,将托板活动安装在两组固定圈套之间,使托板的中间位置对准标记区域中心,将支撑管放置在托板上,让吸附机构中的弧形吸附板对准标记区域中心;
13、s2、移动支撑管,使弧形吸附板贴在主管道本体标记区域中心,按压支撑管,使得吸附机构中的连接块顶着挤压排气板在弧形槽内移动挤压弧形吸附板,将弧形吸附板与主管道本体之间的空气排出,弧形吸附板与主管道本体吸附在一起,使用氧焊切割标记的画圆区域,切割的主管道管壁吸附在吸附机构上的弧形吸附板上;
14、s3、此时按压支撑管,让弧形缺口与主管道本体外表面贴合,调节连接杆让弹性弧形密封块整个处于主管道本体管道内,调节调节旋钮,使顶杆挤压挤压块,挤压块挤压弹性弧形密封块,弹性弧形密封块开口扩大,将整个开孔位置从主管道本体内部罩住,在调节连接杆,使整个弹性弧形密封块从主管道本体内部扣压罩住开孔区域,旋紧连接杆,使y型吸附圈吸附在主管道本体内壁;
15、s4、将预焊接分管顺着定位盘的方向插接在定位盘上,并且预焊接分管后部与主管道本体外表面贴合,预焊接分管将主管道本体画圈区域罩住,使用焊接机,将预焊接分管与主管道本体焊接在一起,待焊接区域冷却;
16、s5、从阀门处充入检测气体,检测气体由检测气管分流口进入预焊接分管、定位盘、主管道本体管壁和弹性弧形密封块形成的密封空间,充入的检测气体挤压工型滑杆向外运动,直至工型滑杆前端部分完全顶出工型滑槽停止充入检测气体,关闭阀门,等待一段时间,观察工型滑杆是否在弹簧的的作用下向内运动,如果不运动则说明焊接的预焊接分管焊接部分没有缝隙,调节连接杆松开弹性弧形密封块,连带吸附在弧形吸附板上的切割的管壁一起取出预焊接分管完成焊接,如果工型滑杆向内运动,则说明焊接的预焊接分管与主管道本体之间存在漏气,打开阀门排出检测气体,对接缝处进行补焊,之后再重复充入检测气体,再次检测焊接处是否有缝隙。
17、与现有技术相比,本发明具有如下有益效果:
18、1、通过设置吸附机构,在吸附机构中设置弧形块、连接块、弧形槽、弧形吸附板和挤压排气板,通过按压连接块使得挤压排气板在弧形槽内移动,将弧形吸附板与主管道本体之间的气体挤出,让弧形吸附板与主管道本体标记的区域中心吸附在一起,当氧焊切割将标记的画圆区域切割时,切割的管壁不会掉落至主管道本体的管道内,而是吸附在弧形吸附板上,在整个焊接过程完成后,取出主管道本体,提高整个焊接分支管的工作效率。
19、2、通过设置定位机构,在定位机构中设置定位盘、环形密封圈、工型滑槽和工型滑杆,在定位盘侧部设置环型密封圈,在焊接预焊接分管时,直接将预焊接分管插接在定位盘上,推至与主管道本体吻合进行焊接,方便工作人员迅速定位焊接预焊接分管与主管道本体的位置,方便工作人员焊接。
20、3、通过设置密封机构,在密封机构中设置连接杆、弹性弧形密封块、挤压块、顶杆和调节旋钮,通过转动调节旋钮使得挤压块挤压弹性弧形密封块,将弹性弧形密封块的端口撑大,而后将撑大端口的弹性弧形密封块从主管道本体内部罩在切割区域,与定位盘、预焊接分管和主管道本体形成密封空间,再从阀门处通入检测气体,缩小了需要检测的区域空间,从而减少的检测气体的通入量,节约了大量的检测气体,同时也提高了检测时间,提高了施工速度。
- 还没有人留言评论。精彩留言会获得点赞!