电芯壳体焊接方法、系统、计算机设备和存储介质与流程
本技术涉及电池,特别是涉及一种电芯壳体焊接方法、系统、计算机设备和存储介质。
背景技术:
1、随着新能源技术的不断发展,电池得到了越来越广泛的应用,电池性能也越来越受到重视。
2、以新能源汽车为例,新能源汽车中电池的性能直接影响车辆行驶安全。相关技术中,通常采用振动测试来验证电池的可靠性和耐久性,在电池通过振动测试一定时长后,若电池未发生漏液失效则可以判定电池疲劳强度满足要求。
3、然而,相关技术中可能存在电池无法通过振动测试的技术问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种电芯壳体焊接方法、系统、计算机设备和存储介质,能够提高所制成的电池通过振动测试的成功率。
2、第一方面,本技术实施例提供了一种电芯壳体焊接方法,该方法包括:
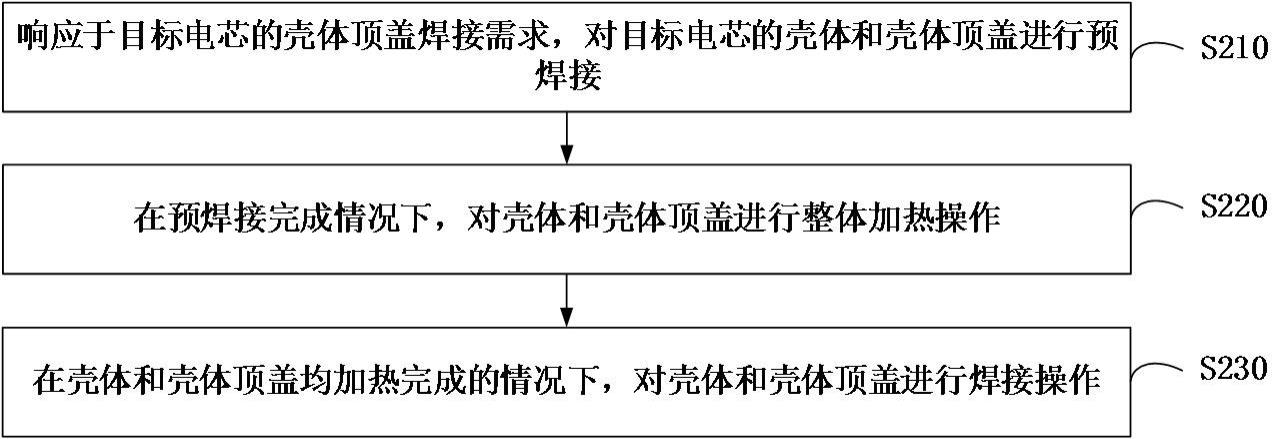
3、响应于目标电芯的壳体顶盖焊接需求,对目标电芯的壳体和壳体顶盖进行预焊接;
4、在预焊接完成情况下,对壳体和壳体顶盖进行整体加热操作;
5、在壳体和壳体顶盖均加热完成的情况下,对壳体和壳体顶盖进行焊接操作。
6、本技术实施例中,通过响应于目标电芯的壳体顶盖焊接需求,对目标电芯的壳体和壳体顶盖进行预焊接,并在预焊接完成情况下,对壳体和壳体顶盖进行整体加热操作,以在壳体和壳体顶盖均加热完成的情况下,对壳体和壳体顶盖进行焊接操作。该方法中,预焊接可提高焊接稳定性,减小了因目标电芯的壳体和壳体顶盖之间发生相对移动所造成的焊接错位,因此提高了焊接精度。并且,在对电芯的壳体上焊接壳体顶盖之前先对壳体和壳体顶盖进行了预热,使得壳体和壳体顶盖整体在焊接操作前的温度均增加了,这样就可以降低焊接过程中壳体和壳体顶盖上所产生的焊接温差,也就减小焊接过程中壳体和壳体顶盖之间焊缝处的温度差异,而焊缝处的温度差异降低可减小焊缝成型后焊接热影响区附近晶粒度的差异,如此,便可提升焊缝处的焊接疲劳强度,使得壳体和壳体顶盖焊接完成后的电芯的疲劳强度是满足要求的,从而提高了以该目标电芯所制成的电池通过振动测试的成功率。
7、在其中一个实施例中,对壳体和壳体顶盖进行整体加热操作,包括:
8、在壳体和壳体顶盖均放置于加热工位的情况下,控制加热装置对壳体和壳体顶盖进行整体加热操作。
9、本技术实施例中,通过在壳体和壳体顶盖均放置于加热工位的情况下,控制加热装置对壳体和壳体顶盖进行整体加热操作。该方法中,通过设置加热工位,在壳体和壳体顶盖均放置于加热工位的情况下,可以对壳体和壳体顶盖进行整体加热以及针对性加热,从而提高了壳体和壳体顶盖在焊接前的加热效果和加热精度。
10、在其中一个实施例中,加热装置包括加热器和测温仪;控制加热装置对壳体和壳体顶盖进行整体加热操作,包括:
11、控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作,直至检测到测温仪感知到壳体和壳体顶盖的温度达到目标温度,停止整体加热操作。
12、本技术实施例中,通过控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作,直至检测到测温仪感知到壳体和壳体顶盖的温度达到目标温度,停止整体加热操作。上述方法中,基于加热装置中加热器和测温仪之间的相互配合,使得在加热过程中可以实时监测壳体和壳体顶盖的温度。且,因是将壳体和壳体顶盖加热至目标温度后停止加热,可以使得对壳体和壳体顶盖按需加热,提高了壳体和壳体顶盖的实际加热过程与加热需求之间的匹配度,从而提高了加热精度。另外,由于预先设定了加热程序对壳体和壳体顶盖进行整体加热操作,在实际加热过程中,可直接调用该加热程序执行整体加热操作,因此提高了加热效率。
13、在其中一个实施例中,控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作,包括:
14、根据目标电芯的规格信息确定加热参数;
15、按照加热参数调整加热程序,并控制加热器按照调整后的加热程序对壳体和壳体顶盖进行整体加热操作。
16、本技术实施例中,通过根据目标电芯的规格信息确定加热参数,以按照加热参数调整加热程序,并控制加热器按照调整后的加热程序对壳体和壳体顶盖进行整体加热操作。上述方法中,基于目标电芯的规格信息调整加热程序中的加热参数,这样,针对性地对不同电芯按照其规格确定加热参数,以该加热参数调整加热程序,使得加热时所使用的程序与该电芯之间相匹配,相当于针对地确定每种规格电芯的加热程序,提高了整体加热操作与电芯之间的适配度,从而提高了目标电芯的壳体和壳体顶盖的加热效果。
17、在其中一个实施例中,上述方法还包括:
18、获取与目标电芯的规格信息相匹配的电芯加热温度表;电芯加热温度表中包括目标电芯的规格信息下不同加热温度与焊接疲劳强度之间的对应关系;
19、将电芯加热温度表中最大焊接疲劳强度对应的加热温度作为目标电芯的目标温度。
20、本技术实施例中,通过获取与目标电芯的规格信息相匹配的电芯加热温度表,以将电芯加热温度表中最大焊接疲劳强度对应的加热温度作为目标电芯的目标温度。其中,电芯加热温度表中包括目标电芯的规格信息下不同加热温度与焊接疲劳强度之间的对应关系。该方法中,获取了与目标电芯的规格信息相匹配的电芯加热温度表,针对性地对不同电芯按照其规格确定电芯加热温度表,提高了所使用的电芯加热温度表与电芯之间的适配度,以该电芯加热温度表确定目标温度,使得加热的目标温度与该电芯之间相匹配,相当于针对地确定每种规格电芯的目标温度,相应提高基于该电芯加热温度表所确定的目标温度的准确性,因此,提高了基于该目标温度所焊接完成的壳体和壳体顶盖的焊缝质量,以及提高了所制成的电池通过振动测试的成功率。
21、在其中一个实施例中,加热装置还包括位置感应器;上述方法还包括:
22、在检测到位置感应器感应到壳体和壳体顶盖处于加热工位的指定位置的情况下,控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作。
23、本技术实施例中,在检测到位置感应器感应到壳体和壳体顶盖处于加热工位的指定位置的情况下,控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作。该方法中,位置感应器可以对于壳体和壳体顶盖的位置进行感应,以便及时在检测到壳体和壳体顶盖处于加热工位的指定位置的情况下,控制加热器进行整体加热操作,以缩短加热所需时间,提高加热效率。
24、在其中一个实施例中,对目标电芯的壳体和壳体顶盖进行预焊接,包括:
25、对壳体和壳体顶盖进行局部点焊,以进行壳体和壳体顶盖的预焊接。
26、本技术实施例中,对壳体和壳体顶盖进行局部点焊,以进行壳体和壳体顶盖的预焊接。该方法可提高焊接稳定性,减小了因目标电芯的壳体和壳体顶盖之间发生相对移动所造成的焊接错位,因此提高了焊接精度。
27、在其中一个实施例中,上述方法还包括:
28、在预焊接完成的情况下,通过传送装置将预焊接完成的壳体和壳体顶盖传送至加热工位,以在加热工位上对目标电芯的壳体和壳体顶盖进行整体加热操作。
29、本技术实施例中,在预焊接完成的情况下,通过传送装置将预焊接完成的壳体和壳体顶盖传送至加热工位,以在加热工位上对目标电芯的壳体和壳体顶盖进行整体加热操作。该方法中,在壳体和壳体顶盖不同的加工状态下,传送装置的工作状态不同,在预焊接完成的情况下,传送装置可及时带动壳体和壳体顶盖移动,提高了焊接过程中壳体和壳体顶盖移动的自动化,节省了传送耗时,提高了传送效率,提高了整体的焊接效率。
30、在其中一个实施例中,上述方法还包括:
31、在壳体和壳体顶盖均加热完成的情况下,将加热完成的壳体和壳体顶盖均放置于焊接工位;
32、控制焊接工位上的焊接装置对壳体和壳体顶盖进行焊接操作。
33、本技术实施例中,在壳体和壳体顶盖均加热完成的情况下,将加热完成的壳体和壳体顶盖均放置于焊接工位,以控制焊接工位上的焊接装置对壳体和壳体顶盖进行焊接操作。该方法中,通过设置焊接工位,在壳体和壳体顶盖放置于焊接工位的情况下对壳体和壳体顶盖进行针对性焊接,以在固定位置焊接操作,从而提高焊接精度。
34、在其中一个实施例中,控制焊接工位上的焊接装置对壳体和壳体顶盖进行焊接操作,包括:
35、根据目标电芯的规格信息确定焊接参数;
36、根据焊接参数,控制焊接装置对壳体和壳体顶盖进行焊接操作。
37、本实施例中,根据目标电芯的规格信息确定焊接参数,以根据焊接参数,控制焊接装置对壳体和壳体顶盖进行焊接操作。上述方法中,针对性地对不同电芯按照其规格确定焊接参数,使得焊接时所使用的焊接参数与该电芯之间相匹配,相当于针对地确定每种规格电芯的焊接参数,提高了焊接操作与电池之间的适配度,从而提高了目标电池的壳体和壳体灯盖的焊接效果。
38、在其中一个实施例中,将加热完成的壳体和壳体顶盖均放置于焊接工位,包括:
39、在壳体和壳体顶盖均在加热工位上加热完成操作的情况下,通过传送装置将加热完成的壳体和壳体顶盖从加热工位传送至焊接工位。
40、本技术实施例中,在壳体和壳体顶盖均在加热工位上加热完成操作的情况下,通过传送装置将加热完成的壳体和壳体顶盖从加热工位传送至焊接工位。该方法中,传送装置可在加热工位和焊接工位之间进行自动化移动以带动壳体和壳体顶盖由加热工位快速移动至焊接工位,自动化移动的过程节省了移动耗时,提高了效率,提高了整体的焊接效率。
41、在其中一个实施例中,加热工位与焊接工位之间的距离小于预设距离。
42、本技术实施例中,将加热工位与焊接工位之间的距离小于预设距离,使得加热工位与焊接工位之间的距离足够近,减小了壳体和壳体顶盖从加热工位到焊接工位的移动距离,因此降低了壳体和壳体顶盖在移动过程中所造成的热量散失,降低了加热后的壳体和壳体顶盖的温度损失,以充分利用加热过程中作用于目标电池中壳体和壳体顶盖的热量,使得焊接过程中针对壳体和壳体顶盖上所形成的焊接温差仍处于低位,因此提高了壳体和壳体顶盖的焊接疲劳强度,进而提高了焊缝质量,使得所制成的电池通过振动测试的成功率也相应提高。
43、在其中一个实施例中,上述方法还包括:
44、在对壳体和壳体顶盖焊接完成的情况下,对焊接完成的壳体和壳体顶盖进行拉伸强度测试;
45、根据拉伸强度测试结果,确定壳体和壳体顶盖的焊接疲劳强度;
46、在焊接疲劳强度满足预设强度需求的情况下,确定目标电芯的壳体和壳体顶盖的焊缝质量合格。
47、本技术实施例中,在对壳体和壳体顶盖焊接完成的情况下,对焊接完成的壳体和壳体顶盖进行拉伸强度测试,并根据拉伸强度测试结果,确定壳体和壳体顶盖的焊接疲劳强度,进而在焊接疲劳强度满足预设强度需求的情况下,确定目标电芯的壳体和壳体顶盖的焊缝质量合格。该方法中,针对目标电芯中焊接完成的壳体和壳体灯盖,进一步采用拉伸强度测试验证目标电芯中焊接完成的壳体和壳体顶盖的焊缝质量是否合格,而焊缝质量合格的焊接完成的壳体和壳体顶盖具备满足需求的焊接疲劳强度,可相应提高基于该目标电池的壳体和壳体顶盖所制成的电池通过振动测试的成功率。
48、在其中一个实施例中,对焊接完成的壳体和壳体顶盖进行拉伸强度测试,包括:
49、根据焊接完成的壳体和壳体顶盖,获取壳体顶盖焊接样件;
50、对壳体顶盖焊接样件执行拉伸操作,直至拉断壳体顶盖焊接样件,获取壳体顶盖焊接样件在拉断时刻的拉力值作为拉伸强度测试结果。
51、本技术实施例中,根据焊接完成的壳体和壳体顶盖,获取壳体顶盖焊接样件,以对壳体顶盖焊接样件执行拉伸操作,直至拉断壳体顶盖焊接样件,获取壳体顶盖焊接样件在拉断时刻的拉力值作为拉伸强度测试结果。该方法中,壳体顶盖焊接样件在拉断时刻的拉力值可准确表征焊接完成的壳体和壳体顶盖的拉伸强度,是衡量壳体和壳体顶盖的焊接疲劳强度的直接指标。因此,采用壳体顶盖焊接样件在拉断时刻的拉力值作为拉伸强度测试结果,提高了拉伸强度测试结果的准确性。
52、在其中一个实施例中,根据拉伸强度测试结果,确定壳体和壳体顶盖的焊接疲劳强度,包括:
53、获取壳体顶盖焊接样件的横截面积;
54、根据横截面积和拉断时刻的拉力值,确定壳体和壳体顶盖的焊接疲劳强度。
55、本技术实施例中,通过获取壳体顶盖焊接样件的横截面积,根据横截面积和拉断时刻的拉力值,确定壳体和壳体顶盖的焊接疲劳强度。该方法中,由于影响壳体顶盖焊接样件焊接疲劳强度的因素不仅包括壳体顶盖焊接样件在拉断时刻的拉力值,还包括壳体顶盖焊接样件的横截面积。因此,基于拉断时刻的拉力值与横截面积综合确定焊接疲劳强度,可从多个维度综合确定焊接疲劳强度,提高焊接疲劳强度的准确性,从而提高了拉伸强度测试结果的准确性。
56、第二方面,本技术实施例还提供了一种电芯壳体焊接系统,该系统包括:控制器、加热装置和焊接装置;控制器分别与加热装置和焊接装置通信连接;
57、控制器,用于响应于目标电芯的壳体顶盖焊接需求,控制焊接装置对目标电芯的壳体和壳体顶盖进行预焊接,在预焊接完成的情况下,控制加热装置对壳体和壳体顶盖进行整体加热操作,并在壳体和壳体顶盖均加热完成的情况下,控制焊接装置对壳体和壳体顶盖进行焊接操作。
58、在其中一个实施例中,加热装置包括加热器和测温仪;加热器和测温仪均与控制器连接;
59、控制器,还用于控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作,直至检测到测温仪感知到壳体和壳体顶盖的温度达到目标温度,停止整体加热操作。
60、在其中一个实施例中,加热装置还包括位置感应器,位置感应器与控制器连接;
61、控制器,还用于在检测到位置感应器感应到壳体和壳体顶盖处于加热工位的指定位置的情况下,控制加热器按照预设加热程序对壳体和壳体顶盖进行整体加热操作。
62、在其中一个实施例中,上述系统还包括与控制器连接的传送装置,加热装置以及焊接装置沿传送装置的延伸方向依次设置;
63、控制器,用于控制传送装置将目标电芯的壳体和壳体顶盖移动至加热工位,以控制加热装置对壳体和壳体顶盖进行整体加热操作;以及控制传送装置将加热完成的壳体和壳体顶盖从加热工位移动至焊接工位,以控制焊接装置对壳体和壳体顶盖进行焊接操作。
64、在其中一个实施例中,加热工位和焊接工位之间的距离小于预设距离。
65、第三方面,本技术实施例还提供了一种计算机设备,包括存储器和处理器,存储器存储有计算机程序,处理器执行计算机程序时实现上述第一方面中任一项实施例提供的电芯壳体焊接方法中的步骤。
66、第四方面,本技术实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现上述第一方面中任一项实施例提供的电芯壳体焊接方法中的步骤。
67、第五方面,本技术实施例还提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现上述第一方面中任一项实施例提供的电芯壳体焊接方法中的步骤。
68、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!