一种数控加工中心用的恒稳控制系统的制作方法
本发明涉及数控加工中心控制,具体为一种数控加工中心用的恒稳控制系统。
背景技术:
1、数控加工中心是从数控铣床发展而来的,与数控铣床的最大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能,是世界上产量最高、应用最广泛的数控机床之一,数控加工中心主要由基础部件、主轴部件、进给机构、数控系统、自动换刀系统和辅助装置六部分组成,其中各部分由复杂的子系统组成,因此控制十分复杂,维护成本较高;
2、数控加工中心在换刀时自动换刀装置与刀具执行的动作多、速度快,且对定位的准确性要求高,尤其是在复杂零件的加工过程中,自动换刀装置要频繁更换刀具,不仅要实现对刀库取刀和换刀,由于刀具是金属制品,其随着时间的增长,刀具与空气发生氧化,导致刀具性能下降,这种情况在潮湿的环境下更加明显,成为加工中心的薄弱环节,同时工件夹具和工作台负责承受加工中心的静负载以及在加工时产生的切削负载,这些大件由铸铁或焊接而成的锅结构件,针对这些大件需要定期检测其表面氧化程度、磨损程度和表面缝隙积累的积屑,导致工作台和工件磨损加剧;
3、切削液中的金属屑一直是一个难以解决的技术问题,为了尽可能节省生产成本,冷却液通常会循环使用,工件切削时产生的大部分碎屑能够清理干净,部分金属屑会随着冷却液回流至循环系统中,冷却液中的金属屑喷入工件切割缝中,造成工件堵塞,需要事后清理,增加了加工负担。
4、所以我们提出了一种数控加工中心用的恒稳控制系统,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种数控加工中心用的恒稳控制系统,以解决上述背景技术提出的目前市场上数控加工中心控制技术无法减少刀具氧化、冷却液中含有大量金属屑以及工作台表面缝隙积累金属屑和夹具表面磨损较快的问题。
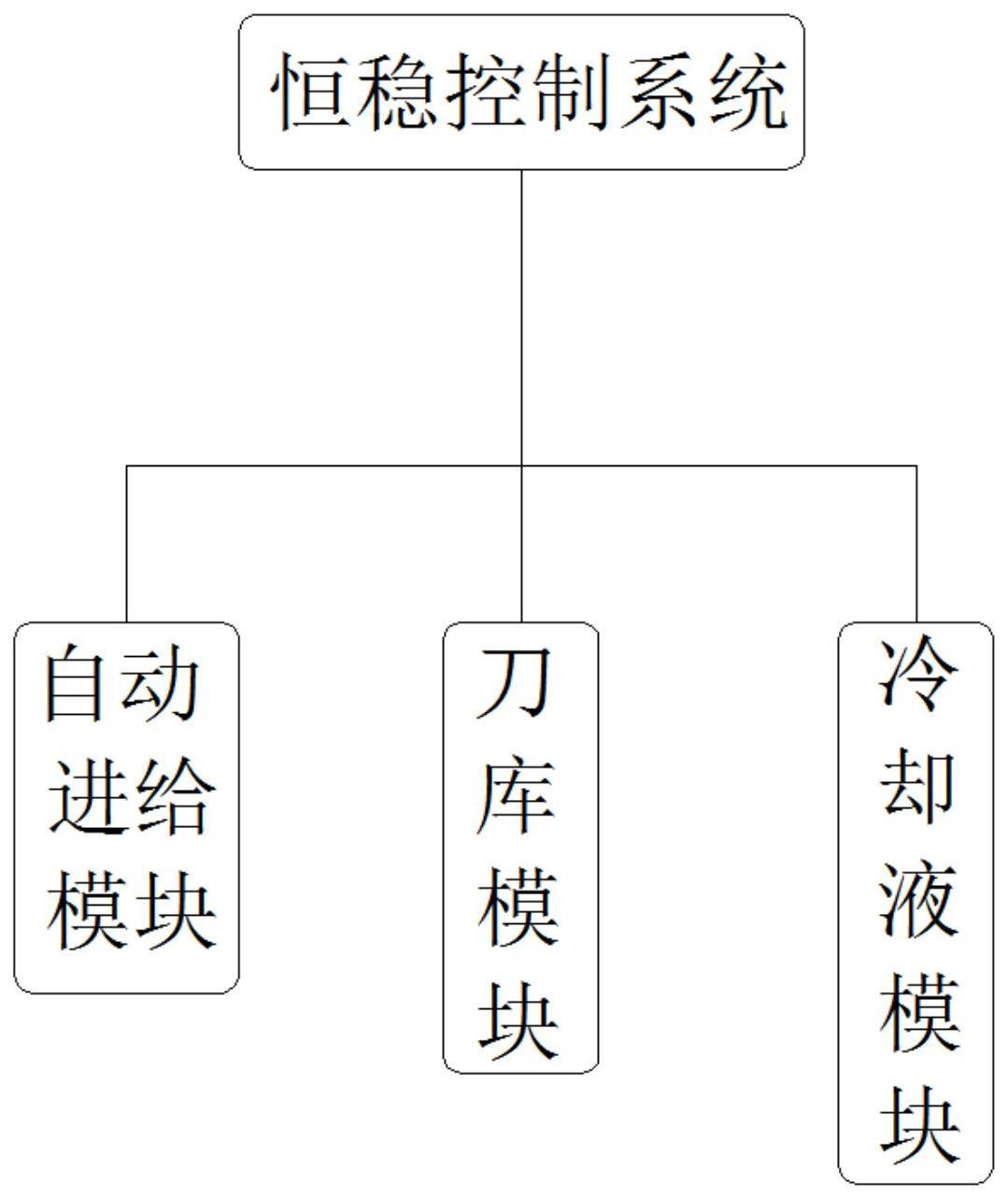
2、为实现上述目的,本发明提供如下技术方案:一种数控加工中心用的恒稳控制系统,包括恒稳控制系统,所述恒稳控制系统包括自动进给模块、刀库模块和冷却液模块;
3、所述自动进给模块由夹具模块和工作台模块组成,其中工作台由进给伺服电动机、机械传动装置和位移测量元件等组成,它驱动工作台等移动部件形成进给运动;
4、所述刀库模块由自动切换模块和刀具系统模块组成,其中自动切换模块用于对刀具系统进行控制切换;
5、所述冷却液模块由给液模块和过滤模块组成,冷却液模块作为辅助装置,同润滑、排屑、防护、液压和气动系统一样,不直接参与切削运动,对加工中心的加工效率、加工精度和可靠性起着保降作用,因此,润滑液的存量、排屑效率、防护效果,液压气动密封性也作为一个检测模块,需要定期检测。
6、采用上述技术方案能够使得该控制系统能够提高工作台的使用寿命,减少其表面积累的金属屑,在刀库中设置干燥装置,能够提供刀具干燥的环境,避免刀具表面氧化速度过快,弥补数控加工中心刀具易氧化、工作台易积累金属屑和夹具易磨损的缺陷,此外,针对冷却液中易积累金属屑的问题,提出了一种解决手段,对冷却液的选择提供了指导性建议,促进冷却液的正常使用,间接提高数控加工中心的加工质量。
7、作为本发明的优选技术方案,所述夹具模块用于对工件进行定位夹持,从而确保工件能够稳定地固定在工作台之上,根据工件的不同形状,可更换不同类型的夹具安装在工作台之上。
8、采用上述技术方案能够使得能够根据工件的不同形状更换不同类型的夹具进行使用。
9、作为本发明的优选技术方案,所述工作台模块用于承载夹具模块,且工作台模块作为加工中心的基础部件,同床身和立柱的作用相同,负责承受加工中心的静负载以及在加工时产生的切削负载,这些大件由铸铁或焊接而成的锅结构件,针对这些大件需要定期检测其表面氧化程度、磨损程度和表面缝隙积累的积屑,采用测量方法对比测试大件前后尺寸变化,尺寸变化范围控制在3毫米之内。
10、采用上述技术方案能够使得工作台的磨损程度能够得到控制,周期性地检测维护工作台,提高其使用寿命。
11、作为本发明的优选技术方案,所述自动切换模块包括刀库、机械手,数控系统发出指令,由机械手将刀具从刀库取出装入主轴孔中实现切换,针对刀库,需要检测其密封效果,保持刀库的干燥,避免潮湿导致刀具表面氧化,必要时,在刀库内部设置干燥剂。
12、采用上述技术方案能够使得刀具不易氧化,更加耐用。
13、作为本发明的优选技术方案,所述机械手需要定期检查,使用机械手时,避免机械故障和意外事故的发生,必须对机械手进行定期检查,检查周期至少一周一次,各螺栓和螺母的松紧情况由于长时间高速的激烈撞击,螺丝和螺母的松弛是导致机械手发生故障的最主要原因,螺栓脱出距离超出1.5毫米,需要对其进行拧紧。
14、采用上述技术方案能够使得机械手不易发生故障,提供更长的使用寿命。
15、作为本发明的优选技术方案,所述干燥剂为袋装干燥剂,可选用中性干燥剂:无水氯化钙,常见气体都能干燥,但无水氯化钙不能干燥氨气和乙醇,使用时注意在两种气体之外环境下使用。
16、采用上述技术方案能够使得干燥剂能够吸干刀库中的水汽,避免水汽附着在刀具表面,加速刀具氧化。
17、作为本发明的优选技术方案,所述刀具系统,每周必须清理一次刀具,并做好刀具清点整理记录表,不准任意加大进刀量与切削速度,刀具磨损低于0.5毫米,应当打磨刀具,磨损超出0.5毫米,需要及时更换刀片、钻头、丝攻这些易损刀具,避免变钝、崩裂,确保刀具锋利。
18、采用上述技术方案能够使得刀具能够得到妥善管理,避免刀具损坏率过高。
19、作为本发明的优选技术方案,所述冷却液模块切削过程中产生大量的切削热,冷却液的主要作用是冷却切削刀具,保证切削加工顺利进行,为了能够确保冷却液能够对准切削位置,应当对冷却液喷头进行调节,冷却液应当采用高压喷头,喷射水流更加集中。
20、采用上述技术方案能够使得冷却液能够精准地喷射在切削位置,提高喷射效率。
21、作为本发明的优选技术方案,所述冷却液冲洗工件,冷却工件,带走热量,稳定工件尺寸,保证加工精度,使数控加工中心保持恒温,保证机床的稳定性和加工精度,由于冷却液需要循环使用,其在经过切削作业时,会掺杂部分金属屑进入冷却液,需要设置过滤模块对冷却液中的杂质进行过滤,避免冷却液中的金属屑喷入工件切割缝中,造成工件堵塞,设置滤板对冷却液的金属屑进行过滤,滤板的滤孔直径小于1毫米。
22、采用上述技术方案能够使得冷却液中的金属屑能够得到过滤,避免金属屑堵塞工件切割缝隙。
23、作为本发明的优选技术方案,所述冷却液具有防止金属腐蚀生锈作用,使加工中工序间防止锈蚀作用,冷却液主要成分是可溶油和水,可溶油浓缩物中包含40%或更多油,将这些与水混合形成金属切削液,这些切削液因油和水混合而提供冷却水具有很高的热容量并能很好地散热润附能力则通过油和水混合实现,它们还通常在机床的移动部件上留下一层保护涂层,且冷却液的选择必须是酸碱度适中的液体,并且冷却液不因高温发生粘稠,避免工件与刀具切割时产生的高温导致冷却液变性粘附,冷却液每月至少更换两次。
24、采用上述技术方案能够使得冷却液能够不附着在工件表面,易清洗。
25、与现有技术相比,本发明的有益效果是:
26、1.该数控加工中心用的恒稳控制系统能够提高工作台的使用寿命,减少其表面积累的金属屑,在刀库中设置干燥装置,能够提供刀具干燥的环境,避免刀具表面氧化速度过快,弥补数控加工中心刀具易氧化、工作台易积累金属屑和夹具易磨损的缺陷,对数控加工中心的维护、安排调整检修计划给出指导性建议,减少非计划停机时间,可以提高生产线经济效益与社会效益本发明计算简便、快捷,便于工程实际应用;
27、2.该数控加工中心用的恒稳控制系统针对冷却液中易积累金属屑的问题,提出了一种解决手段,采用高压喷头,喷射水流更加集中,设置过滤模块对冷却液中的杂质进行过滤,避免冷却液中的金属屑喷入工件切割缝中,造成工件堵塞,对冷却液的选择提供了指导性建议,促进冷却液的正常使用,间接提高数控加工中心的加工质量。
- 还没有人留言评论。精彩留言会获得点赞!