一种线圈自动焊接机的制作方法
本技术属于线圈焊接,具体为一种线圈自动焊接机。
背景技术:
1、线圈在制造过程中,是通过卷绕机将漆包铜线卷绕而形成的;在一些特别的工件中,需要将若干个线圈直线排列焊接在导线架上;而目前制作这类工件时,主要采用的是在卷绕机的出料端(也就是绕制好的线圈流出卷绕机处)设置一个引导板,使得卷绕机制作的成品(线圈)通过引导板输送到托盘中,之后再将线圈分发到各个工位,依次将线圈进行剥皮,然后再将剥皮后的线圈排列摆放在事先放置有导线架的治具上,最后将摆放好线圈和导线架的治具输送到焊接工位进行焊接,最后形成需要的工件(将线圈与导线架焊接在一起形成的工件),然后将形成的工件从治具上取下。在整个过程中,将线圈和导线架按照预设要求摆放在治具中是由人工操作的,导线架与线圈的焊接过程是半自动的,需要人工将放置有线圈和导线架的治具放置到焊接机的指定位置,然后启动焊接机进行焊接;最后将焊接在一起的导线架和线圈从治具上取下也是人工操作,因此,整个过程中人工参与的部分太多,从而导致工人劳动强度大,并且生产的效率很低,因此,需要设计一种能够自动将卷绕机绕制的线圈直接放置到事先放置有导线架的治具上,并且自动将线圈和导线架焊接在一起后自动将焊接在一起的线圈和导线架从治具上取下的机器。
技术实现思路
1、本技术的目的是针对现有技术的缺点,采用控制系统控制线架上料装置、线圈上料装置、焊接装置、直线方向驱动装置、转盘、下料装置的方式,设计了一种线圈自动焊接机,能够自动将卷绕机绕制的线圈直接放置到事先放置有导线架的治具上,并且自动将线圈和导线架焊接在一起后自动将焊接在一起的线圈和导线架从治具上取下,解决了如何自动将卷绕机制作的线圈焊接到导线架上的问题。
2、为实现上述目的,本技术提供如下技术方案:
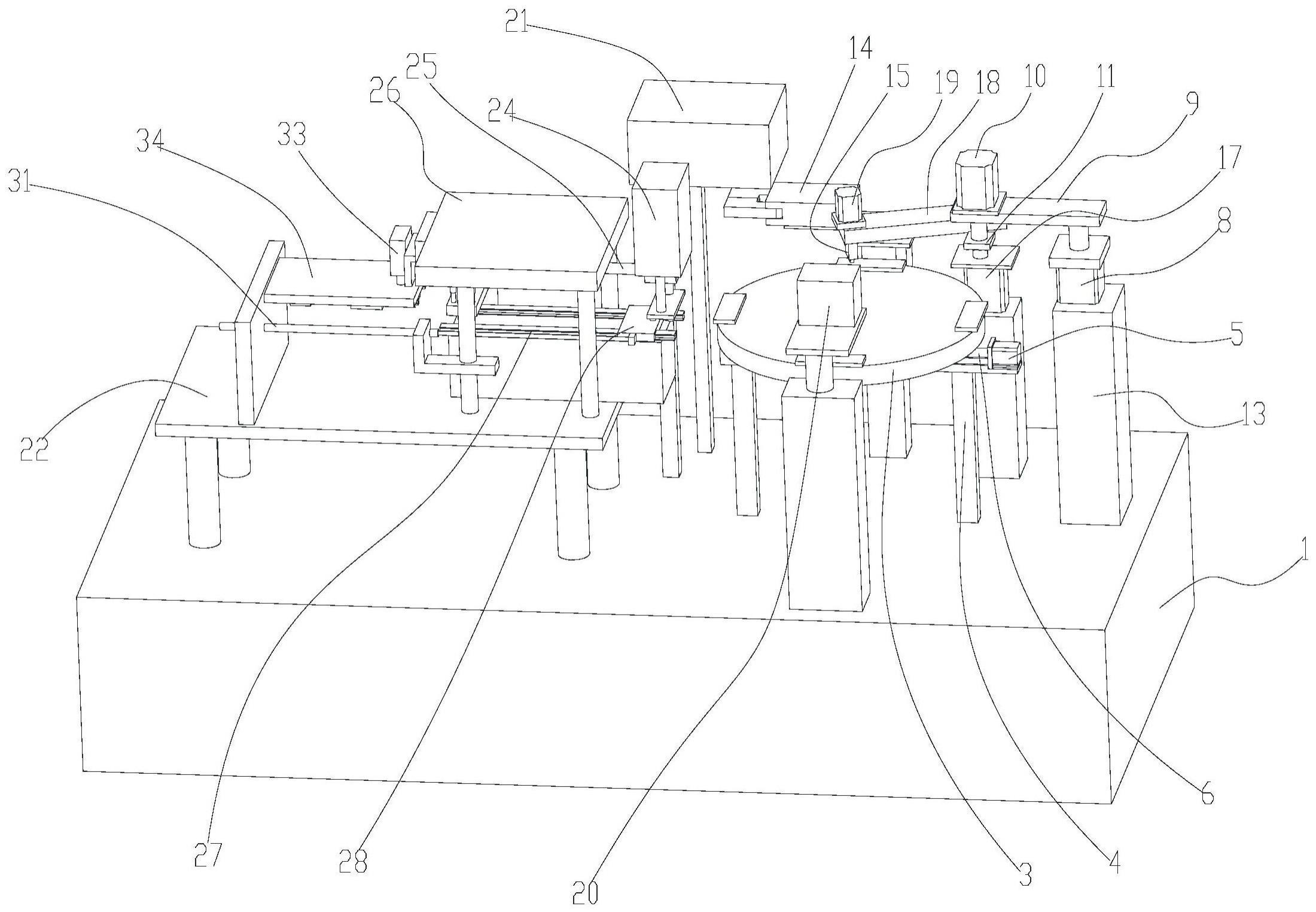
3、一种线圈自动焊接机,包括支架,所述支架上设有直线方向驱动装置,所述直线方向驱动装置的执行端设有竖直向上的主伺服电机,所述主伺服电机的输出轴上同轴设有转盘,转盘的上表面设置等距圆周阵列有四个治具,所述支架在所述直线方向驱动装置的始端设有与所述转盘配合的线架上料装置、线圈上料装置、焊接装置;当所述转盘位于所述直线方向驱动装置的始端时,所述线架上料装置、线圈上料装置、焊接装置依次围绕在所述转盘的周围,所述线圈上料装置与所述焊接装置之间的连接线段与所述转盘的中轴线相交,所述支架上在所述直线方向驱动装置的终端设有下料装置,所述下料装置与所述线架上料装置之间的连接线段与所述转盘的中轴线相交,所述支架上在所述线圈上料装置的行程范围内设有与所述线圈上料装置配合的剥皮装置,所述剥皮装置与所述转盘之间预设间隙,所述直线方向驱动装置、线架上料装置、线圈上料装置、焊接装置、下料装置均信号连接控制系统。
4、优选的,所述直线方向驱动装置包括支撑座、副伺服电机、丝杆、滑块,所述支撑座设于所述支架上,所述副伺服电机设于所述支撑座上,所述副伺服电机的输出轴传动连接所述丝杆,所述滑块滑动设于所述支撑座上,所述滑块上设有螺纹孔,所述滑块通过所述螺纹孔与所述丝杆的两端之间螺纹连接,所述副伺服电机信号连接控制系统。
5、优选的,所述线架上料装置包括线架转动电机、第一安装板、第一升降气缸、第二安装板、第一吸盘、第一支撑杆,所述第一支撑杆竖直设于所述支架上,所述第一支撑杆的顶端设有所述线架转动电机,所述线架转动电机的输出轴竖直向上,所述线架转动电机的输出轴上径向设置所述第一安装板,所述第一安装板上固定设置所述第一升降气缸,所述第一升降气缸的执行端竖直向下,所述第一升降气缸的执行端设置所述第二安装板,所述第二安装板上设置所述第一吸盘,所述线架转动电机、第一升降气缸、第二安装板、第一吸盘信号连接控制系统。
6、优选的,所述线圈上料装置包括第一手指气缸、第二手指气缸、第一转动电机、第二转动电机、第二支撑杆,所述支架上通过第二支撑杆安装所述第一转动电机,所述第一转动电机的输出轴和所述第二转动电机的输出轴均垂直于所述转盘的上表面,所述第一手指气缸上的手指的转动轴垂直于所述转盘的上表面,所述第二手指气缸的手指的转动轴平行于所述转盘的上表面,所述第一手指气缸固定设于所述第一转动电机的输出轴上,所述第二转动电机的输出轴上径向固定设有第三安装板,所述第三安装板上竖直设有第二升降气缸,所述第二升降气缸的输出端固定设置所述第二手指气缸,所述第一手指气缸的行程范围与所述第二手指气缸的行程范围相交,所述剥皮装置在所述第一手指气缸的行程范围内,所述第一手指气缸、第二手指气缸、第一转动电机、第二转动电机、第二升降气缸均信号连接控制系统。
7、优选的,所述焊接装置包括升降装置,所述升降装置设于所述支架上,所述升降装置通过连接板设有与所述转盘上的治具配合的焊枪,所述升降装置和所述焊枪均信号连接控制系统。
8、优选的,所述剥皮装置为方向朝下的激光器,所述激光器信号连接控制系统。
9、优选的,所述下料装置包括固定台,所述固定台设于所述支架上,所述固定台上设有机械手,所述机械手的执行端设有第二吸盘,所述直线方向驱动装置的终端位于所述机械手的行程范围内,所述机械手和第二吸盘信号连接控制系统。
10、优选的,所述机械手包括第三升降气缸、水平伸缩气缸、卸料架,所述卸料架安装在所述固定台上,所述卸料架位于所述直线方向驱动装置的终端处,所述卸料架上固定设置所述水平伸缩气缸,所述水平伸缩气缸的伸缩方向与所述直线方向驱动装置的移动方向平行,所述水平伸缩气缸的执行端固定设置向下的所述第三升降气缸,所述第三升降气缸的执行端设有所述第二吸盘,所述直线方向驱动装置的终端位于所述第三升降气缸的行程范围内,所述直线方向驱动装置的终端位于所述水平伸缩气缸的行程范围内,所述第三升降气缸、水平伸缩气缸、第三升降气缸、第二吸盘均信号连接控制系统。
11、优选的,所述支架上还设有线架裁切模块,所述线架裁切模块位于所述第三升降气缸的行程范围内,所述线架裁切模块位于所述水平伸缩气缸的行程范围内,线架裁切模块信号连接控制系统。
12、优选的,所述线架裁切模块包括上模和下模,所述支架上设有第一滑轨,所述第一滑轨平行于所述直线方向驱动装置的驱动方向,所述第一滑轨的两端之间滑动设有下模,所述卸料架上位于所述第一滑轨背向所述直线方向驱动装置的一端的上方设有竖直向下的第四升降气缸,所述第四升降气缸的执行端固定安装上模,所述第四升降气缸在所述水平伸缩气缸的行程范围外,所述支架上设有拉伸气缸,所述拉伸气缸平行于所述第一滑轨,所述拉伸气缸位于所述第一滑轨背向所述直线方向驱动装置的一端,所述拉伸气缸的执行端固定连接所述下模,所述第一滑轨的两端之间均在所述拉伸气缸的行程范围内,第四升降气缸、拉伸气缸均信号连接控制系统。
13、优选的,所述卸料架上在所述第一滑轨背向所述直线方向驱动装置的一侧设有第五升降气缸,所述第五升降气缸的执行端设有横板,所述横板上设有第二滑轨,所述第二滑轨与所述第一滑轨平行,所述第二滑轨的两端之间滑动设有安装座,所述安装座的下表面上设有若干第三吸盘,所述支架上设有推拉气缸,所述推拉气缸的执行端与所述安装座固定连接,所述推拉气缸与所述第二滑轨平行,第五升降气缸、推拉气缸、第三吸盘均信号连接控制系统。
14、与现有技术相比,本技术的有益效果是:
15、1、本技术采用控制系统控制线架上料装置、线圈上料装置、焊接装置、直线方向驱动装置、转盘、下料装置的方式,设计了一种线圈自动焊接机,能够自动将卷绕机绕制的线圈直接放置到事先放置有导线架的治具上,并且自动将线圈和导线架焊接在一起后自动将焊接在一起的线圈和导线架从治具上取下,解决了如何自动将卷绕机制作的线圈焊接到导线架上的问题。
16、2、由于第一手指气缸上的手指的转动轴垂直于所述转盘的上表面,也就是说第一手指气缸的手指是平行于转盘的,所以第一手指气缸夹取的线圈是摆放不到治具(治具上是有边框的,治具内容不下横着的第一手指气缸)内的,因此,第一手指气缸是将卷绕机上绕制的线圈夹取到剥皮装置处,一般的剥皮装置采用的是激光剥皮,剥皮装置发射的激光是竖直向下的,因此,本技术中的第一手指气缸夹取的线圈能够方便激光对线圈剥皮,在线圈被剥皮完成之后,由于第二手指气缸的手指的转动轴平行于所述转盘的上表面,也就是说第二手指气缸的手指是垂直于转盘的上表面的,所述第二手指气缸将第一手指气缸上被剥皮后线圈夹取,摆放在治具内。
17、3、本技术通过升降装置驱动焊枪升降,在焊接时加工焊枪下降,使得焊枪上的焊丝接触到线圈和导线架,在焊接结束之后,升降装置上升,使得焊枪的焊丝离开线圈和导线架。
- 还没有人留言评论。精彩留言会获得点赞!