一种自动剪线机的制作方法
本技术涉及变压器加工设备的,尤其是涉及一种自动剪线机。
背景技术:
1、目前,在变压器进行生产的过程中,需要将多根铜线扭合在一起形成引脚,再用剪钳将多余的线头剪掉,现有的小型变压器在线圈绕线结束后,在引脚处会产生多余的漆包线,这部分漆包线需要进行清除,目前常规的清除方式是将变压器固定在治具上,通过剪刀对漆包线进行剪切,在剪切过程中,剪刀与治具接触,通过治具的限位,使得操作人员明确需要修剪的长度。
2、针对上述相关技术,对不同批次的变压器的漆包线进行修剪时,变压器的固定位置不同,导致不同批次的变压器修剪长度不一,导致难以保证产品外观一致性。
技术实现思路
1、为了改善“不同批次的变压器修剪长度不一,导致难以保证产品外观一致性”的问题,本技术提供一种自动剪线机。
2、本技术提供的一种自动剪线机采用如下的技术方案:
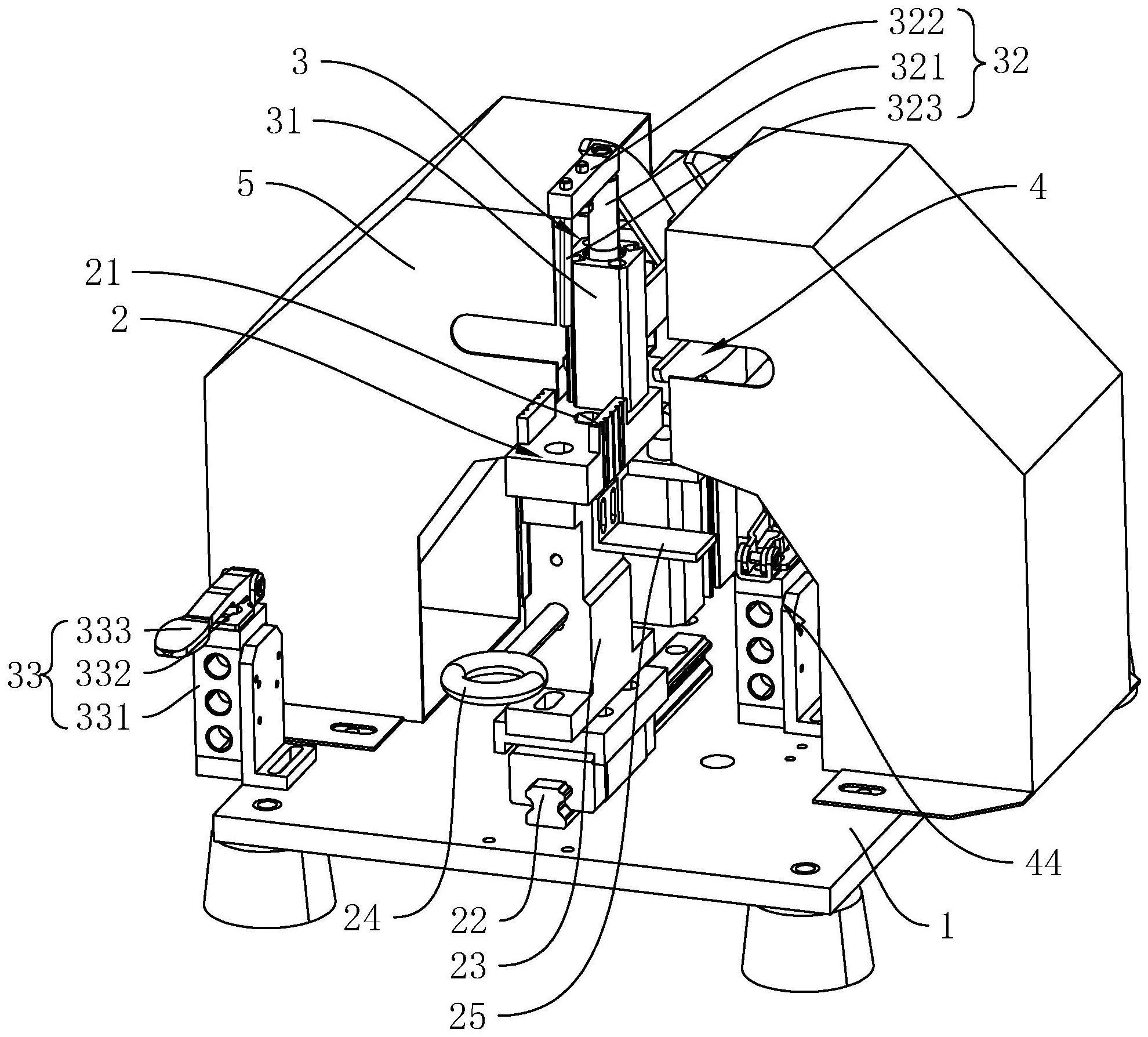
3、一种自动剪线机,包括剪切台,所述剪切台上滑动安装有固定台,所述剪切台靠近所述固定台的侧壁上设置有剪切组件,所述剪切组件用于对漆包线进行剪切,所述固定台的侧壁上开设有引脚槽,所述引脚槽用于对变压器的引脚进行固定,所述剪切组件包括第一切刀和第二切刀,所述第一切刀和第二切刀均沿固定台的轴向对称设置有至少两个,两个所述第一切刀的侧壁均与固定台的外壁抵接,且所述固定台位于两个所述第一切刀之间,所述第二切刀的端部与第一切刀远离固定台的端部转动连接,所述第二切刀的端部设置有切割驱动件,所述切割驱动件用于驱动第二切刀进行切割。
4、通过采用上述技术方案,当需要对变压器上多余的漆包线进行剪切时,首先将变压器上的引脚固定在固定台上对应的引脚槽内,从而将变压器进行初步固定,且通过引脚与引脚槽的对应能够使得不同批次的变压器在进行漆包线剪切时的位置相同,对变压器固定后再将固定台推至两个第一切刀之间,最后通过第二切刀沿第一切刀的侧壁对漆包线进行剪切,第一切刀能够对固定台的位置进行进一步限位,从而使得不同批次变压器在进行漆包线修剪时的修剪位置相同。
5、优选的,所述固定台上设置有位置限定组件,所述位置限定组件包括限位杆,所述限位杆转动连接在固定台上,所述限位杆的靠近固定台的端部设置有限位驱动件,所述限位驱动件用于驱动所述限位杆进行转动与升降,所述限位杆远离限位驱动件的端部能与变压器抵接。
6、通过采用上述技术方案,限位杆能够对变压器进行进一步的固定,使得变压器在进行漆包线修剪时位置更加稳定,当变压器固定在固定台上时,限位驱动件驱动限位杆转动后抵接在变压器的侧壁上,对变压器进行进一步的固定。
7、优选的,所述剪切台远离剪切组件的侧壁上设置有限位开关,所述限位开关与所述限位驱动件电连接,所述限位开关包括安装台、开关端子以及触动杆,所述安装台连接在剪切台上,所述开关端子固定连接在安装台远离剪切台的端面,所述触动杆铰接连接在安装台靠近开关端子的侧壁上。
8、通过采用上述技术方案,当变压器初步固定在固定台上后,下压触动杆,触动杆与开关端子连通,使得限位驱动件的上电连通,从而进行工作,驱动限位杆转动后压在变压器上,进一步对变压器进行固定,减少变压器在进行漆包线修建时位置发生变化的情况发生。
9、优选的,所述剪切台上沿长度方向设置有滑轨,所述滑轨上设置有滑台,所述滑台远离所述滑轨的一侧与所述固定台固定连接,所述滑台上设置有操作杆。
10、通过采用上述技术方案,当变压器在固定台上稳定固定后,通过操作杆推动滑台在滑轨上滑动,从而将固定台送至两个第一切刀之间,通过滑轨和滑台的配合,进一步对固定台的位置进行限定,使得固定台沿轨迹运动至剪切位置,从而对变压器的位置进行进一步限定。
11、优选的,所述滑台的侧壁上设置有连接片,所述剪切台上靠近切割驱动件的侧壁上设置有连接端子,所述连接端子与切割驱动件电连接,所述连接片能使所述连接端子连通。
12、通过采用上述技术方案,当滑台运动至剪切位置时,连接片同时运动至与连接端子抵接,使得连接端子连通,从而带动切割驱动件工作,使得切割驱动件驱动第二切刀进行切割,从而使得滑台运动的过程与第二切刀切割的过程同步进行,一定程度上缩短对变压器多余的漆包线的处理时间,加快处理速度。
13、优选的,所述连接端子包括连接台,所述连接台连接在剪切台上,所述连接台靠近连接片的一端设置有第一端子,所述连接台靠近所述第一端子的侧壁上铰接有连接杆,所述连接杆上设置有第二端子,所述连接杆远离连接台的一端铰接有抵接端子,所述抵接端子可与所述连接片抵接。
14、通过采用上述技术方案,当连接片运动至与抵接端子抵接时,抵接端子将连接杆下压,使得第二端子与第二端子抵接,从而使得连接端子与切割驱动件连通,使切割驱动件驱动第二切刀对漆包线进行切割。
15、优选的,所述剪切台上靠近剪切组件的侧壁上设置有防飞溅外壳,所述防飞溅外壳将剪切组件的外侧遮罩。
16、通过采用上述技术方案,防飞溅外壳能够一定程度上减小第二切刀所剪切的漆包线飞溅至非工作区域情况,同时防飞溅外壳能够将所剪切的漆包线收集,方便后续同一进行处理。
17、优选的,所述防飞溅外壳的侧壁上开设有出料口。
18、通过采用上述技术方案,被剪切的漆包线通过防飞溅外壳阻挡后,在出料口漏出进行统一处理。
19、优选的,所述防飞溅外壳内设置有引导斜面,所述引导斜面由靠近剪切组件的一端延伸至所述出料口的侧壁。
20、通过采用上述技术方案,当漆包线被剪切后,被剪切下的漆包线落在引导斜面上,引导斜面将漆包线引导至出料口,从而减少漆包线堆积在防飞溅外壳内对剪切操作产生影响的情况。
21、优选的,所述剪切台上靠近滑台的侧壁上设置有牵引组件,所述牵引组件包括牵引绳和牵引滑轮,所述牵引滑轮包括第一滑轮和第二滑轮,所述第一滑轮与所述第二滑轮均转动连接在剪切台上,所述第一滑轮设置在所述剪切台靠近所述切割驱动件的侧壁上,所述第二滑轮靠近限位驱动件设置,所述牵引绳依次绕设在第一滑轮和第二滑轮上,所述牵引绳的一端与所述滑台固定连接,所述牵引绳的另一端与所述限位杆固定连接。
22、通过采用上述技术方案,当限位杆在限位驱动件的作用下压时,限位杆同时拉动牵引绳沿趋向限位驱动件的方向运动,从而使得牵引绳的另一端拉动滑台在滑轨上沿趋向剪切组件运动,使得滑台运动至连接片与抵接端子抵接,从而使得限位杆对变压器固定、滑台带动固定台滑动以及剪切组件进行剪切的过程同步发生。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.本技术通过设置固定台,当需要对变压器上多余的漆包线进行剪切时,首先将变压器上的引脚固定在固定台上对应的引脚槽内,从而将变压器进行初步固定,且通过引脚与引脚槽的对应能够使得不同批次的变压器在进行漆包线剪切时的位置相同,对变压器固定后再将固定台推至两个第一切刀之间,最后通过第二切刀沿第一切刀的侧壁对漆包线进行剪切,第一切刀能够对固定台的位置进行进一步限位,从而使得不同批次变压器在进行漆包线修剪时的修剪位置相同;
25、2.本技术通过设置限位杆,限位杆能够对变压器进行进一步的固定,使得变压器在进行漆包线修剪时位置更加稳定,当变压器固定在固定台上时,限位驱动件驱动限位杆转动后抵接在变压器的侧壁上,对变压器进行进一步的固定;
26、3.本技术通过设置防飞溅外壳,防飞溅外壳能够一定程度上减小第二切刀所剪切的漆包线飞溅至非工作区域情况,同时防飞溅外壳能够将所剪切的漆包线收集,方便后续同一进行处理,当漆包线被剪切后,被剪切下的漆包线落在引导斜面上,引导斜面将漆包线引导至出料口,从而减少漆包线堆积在防飞溅外壳内对剪切操作产生影响的情况。
- 还没有人留言评论。精彩留言会获得点赞!