一种贵金属首饰机加工定位治具的制作方法
一种贵金属首饰机加工定位治具
1.【技术领域】本发明涉及贵金属首饰加工技术领域,尤其涉及一种高精度定位首饰加工件配合机加工的定位治具。
2.
背景技术:
贵金属作为首饰所用金属,进行铸造或者表面精加工是首饰行业常见的加工处理方式,随着加工技术的进步,对表面的加工方式分为多种,而且会有多种工序轮番叠加处理,直到获得精美装饰效果的首饰件。
3.比如作为项链的坠子或者首饰配件,会采用刻蚀或者车花的加工方式,一般会将待加工首饰放入治具夹紧固定然后紧固装夹至cnc机床的固定底座内,但是针对首饰类产品,与其他工业产品最大的不同在于,如果是金银等金属,因为纯度高硬度低,而且大部分产品件的尺寸又较小,在定位装夹的时候,存在较高的难度,装夹过紧会导致产品变形,装夹过松会导致位置偏移而影响加工精度也会导致产品报废。
4.现有的加工方式,一般是将待加工产品放置到电木板的治具板内,然后通过螺丝紧固锁付,或者装夹夹爪固定治具板到机床的固定底座,这种方式装夹效率低,而且为了确保位置准确可能需要具备丰富经验的加工工人在上夹的时候反复调校,对位,确保治具板的位置与加工目标位置高度统一。装夹和固定的难度大,具有一定的技术门槛。
5.如公开专利cn201420138035.7用于环状首饰的激光烧刻治具,其中公开了该治具包括底座和与底座固定联接的支板,还包括与支板联接的横向支架,横向支架上设有夹紧组件和用于驱动夹紧组件旋转的电机,夹紧组件上设有三个用于外胀式夹紧环状首饰内圈的夹头,可以看到上述专利也是通过夹头的方式进行固定和对准,装夹效率低,也存在反复调校的问题。
6.
技术实现要素:
本发明所涉及的一种贵金属首饰机加工定位治具,能够针对上述问题,克服装夹效率低的情况,提供一种快装快拆的定位治具,同时定位精度高带有自定位效果,无需调校锁紧松紧等环节,提升机加工的效率和产品良率。
7.本发明所涉及的一种贵金属首饰加工定位治具,该定位治具包括夹紧底座和上料板,其特征在于,该上料板的顶面设有加工件定位放置槽,底面中央设有强磁铁,上料板以其强磁铁对位吸附至夹紧底座,在夹紧底座的对应位置设有铁质件,在夹紧底座和上料板之间设有定位件,该定位件为多组对应的凸柱和凹槽,该定位件环形均布在强磁铁和铁质件外周。
8.该定位件包括凸柱和凹槽,其中所述凸柱设置在夹紧底座上表面,而所述凹槽设置在上料板底面。
9.该所述凸柱的柱体圆周面具有锥度。
10.该锥度的角度是3
°
~8
°
的范围内。
11.该所述凹槽的内部圆周壁面具有对应凸柱的锥度,该凸柱和凹槽以其锥面匹配定位。
12.该上料板底面中央设有圆形槽孔,强磁铁为圆形定位卡入设置在该圆形槽孔内。
13.在夹紧底座上表面设有多个用来跟加工设备的固定底座锁紧的固定孔。
14.在夹紧底座和上料板的贴合面之间设有拆卸避位结构。
15.该拆卸避位结构包括夹紧底座的空缺位和上料位对应空缺位的拆卸受力部位。
16.在上料板的顶面设有若干阵列排布的加工件定位放置槽,该加工件定位放置槽的深度和形状比照加工件外形设定。
17.本发明所涉及的贵金属加工定位治具通过具有锥度的凸柱和凹槽来定位,结合强磁铁进行吸附,完成上料板和夹紧底座的对接适配和紧固,从而快捷地安装拆卸放置了待加工首饰产品的上料板,装夹效率高,对准进度高,有利于提高产品加工线的能效,保证产品的加工精度。
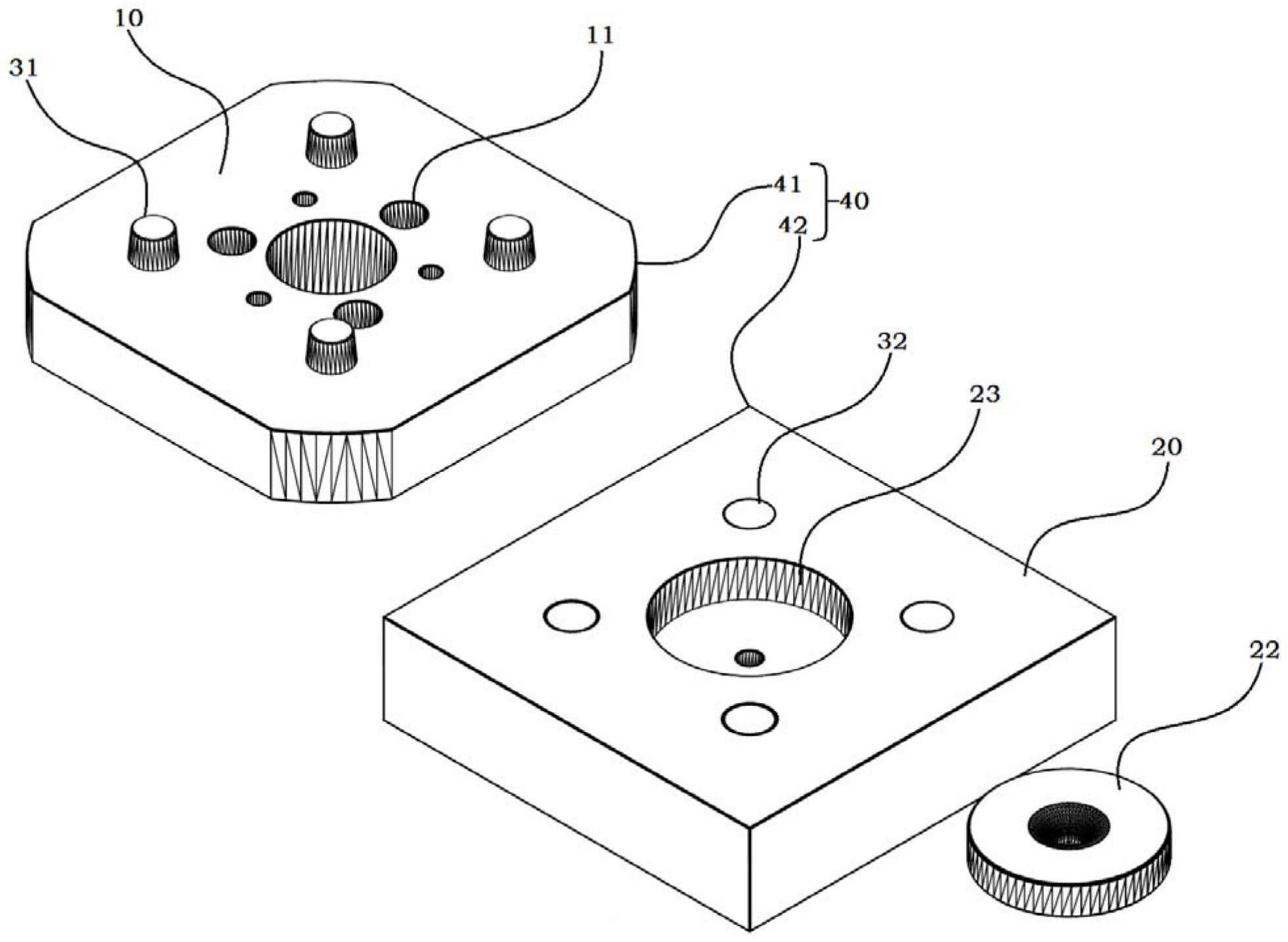
18.【附图说明】图1为本发明所涉及的贵金属首饰加工定位治具的结构示意图;图2为本发明所涉及的贵金属首饰加工定位治具上料板的结构示意图;10、夹紧底座;11、固定孔;20、上料板;21、加工件定位放置槽;22、强磁铁;23、圆形槽孔;31、凸柱;32、凹槽;40、拆卸避位结构;41、空缺位;42、拆卸受力部位。
19.【具体实施方式】下面将结合实施例对本发明进行详细说明。下面通过具体实施例描述是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.请参考附图1,其中示出了本发明所涉及的一种贵金属首饰加工定位治具,该定位治具包括夹紧底座10和上料板20,该上料板20的顶面设有加工件定位放置槽21,底面中央设有强磁铁22,上料板20以其强磁铁22对位吸附至夹紧底座10,在夹紧底座10的对应位置设有铁质件,或者夹紧底座10整体为补铁钢材,在夹紧底座10和上料板20之间设有定位件,该定位件为多组对应的凸柱31和凹槽32,该定位件环形均布在强磁铁22和铁质件外周。
22.所述定位件环形均布能够让定位进度更高,而且均布之下能够保持对位准确自定位效果更显著。而且在定位过程中,各个定位件均衡地承受定位限制力度,避免定位件的过快模式而影响定位效果。
23.该定位件包括凸柱31和凹槽32,其中所述凸柱31设置在夹紧底座10上表面,而所述凹槽32设置在上料板20底面。
24.该所述凸柱31的柱体圆周面具有锥度。
25.该所述凹槽32的内部圆周壁面具有对应凸柱的锥度,该凸柱31和凹槽32以其锥面匹配定位。根据局部放大示意图所示,凸柱31应该是截取了圆锥的部分体,越是远离夹紧底座的部分孔径越小,而对应的凹槽32的开口处是孔径最大,底部处孔径最小。
26.该锥度的角度是3
°
~8
°
的范围内。
27.该上料板20底面中央设有圆形槽孔23,强磁铁22为圆形定位卡入设置在该圆形槽孔23内。
28.在夹紧底座10上表面设有多个用来跟加工设备的固定底座锁紧的固定孔11。
29.在夹紧底座10和上料板20的贴合面之间设有拆卸避位结构40。
30.该拆卸避位结构40包括夹紧底座的空缺位41和上料位对应空缺位41的拆卸受力部位42。
31.在上料板20的顶面设有若干阵列排布的加工件定位放置槽21,该加工件定位放置槽21的深度和形状比照加工件外形设定。
32.在实际的加工生产过程中,会首先将夹紧底座通过螺丝锁付固定在加工设备的固定底座上,夹紧底座是可以不用拆卸和频繁更换的,只要一个批次的加工过程都是采用这款磁吸加工定位治具来进行,夹紧底座可以一直固定在加工设备的固定底座上,而我们只需要对应制备多个不同形状或者相同形状的上料板,即可快速装夹加工完成后快速拆卸,提升加工设备的效率。
33.不同形状的上料板是对应不同的待加工产品,对针对上料板上的加工件定位放置槽来设置符合代加工产品的形态和深度的槽,将产品严丝合缝而又不会导致其变形地卡入到槽内。而相同形状的上料板是针对同一待加工产品进行快速替换加工所用,不用长时间停机、拆卸、装夹过程,快拆快装机械停歇时间短,工作效率大幅提升。
34.本发明所涉及的贵金属加工定位治具通过具有锥度的凸柱和凹槽来定位,结合强磁铁进行吸附,完成上料板和夹紧底座的对接适配和紧固,从而快捷地安装拆卸放置了待加工首饰产品的上料板,装夹效率高,对准进度高,有利于提高产品加工线的能效,保证产品的加工精度。
35.以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1