一种T型空心电梯导轨成型后对接缝焊接装备及其工作方法
本发明属于电梯导轨加工,涉及一种缝口焊接装置及其工作方法,具体的,是涉及了一种t型空心电梯导轨成型后对接缝焊接装备及其工作方法。
背景技术:
1、厢式电梯运行过程中,电梯导轨是较为重要的结构。现有的电梯导轨多采用t型结构,为了降低在吊装和安装等方面的难度,且降低材料的成本,t型电梯导轨大都为空心的形式。
2、t型电梯导轨是由长条形钢板经过多道液压成型,在顶面上形成对接缝,然后再经过对接缝焊接和多余焊渣磨削,形成最终的产品。
3、目前基本上都是采用人工方式进行加工,这样人工作业的方式存在以下缺点:对接缝焊接质量差;工人劳动强度大;生产效率低。
技术实现思路
1、发明目的:本发明的目的是提供一种t型空心电梯导轨成型后对接缝焊接装备;实现t型空心电梯导轨位姿调整、输送、对接缝焊接、多余焊渣去除整个过程全自动化。
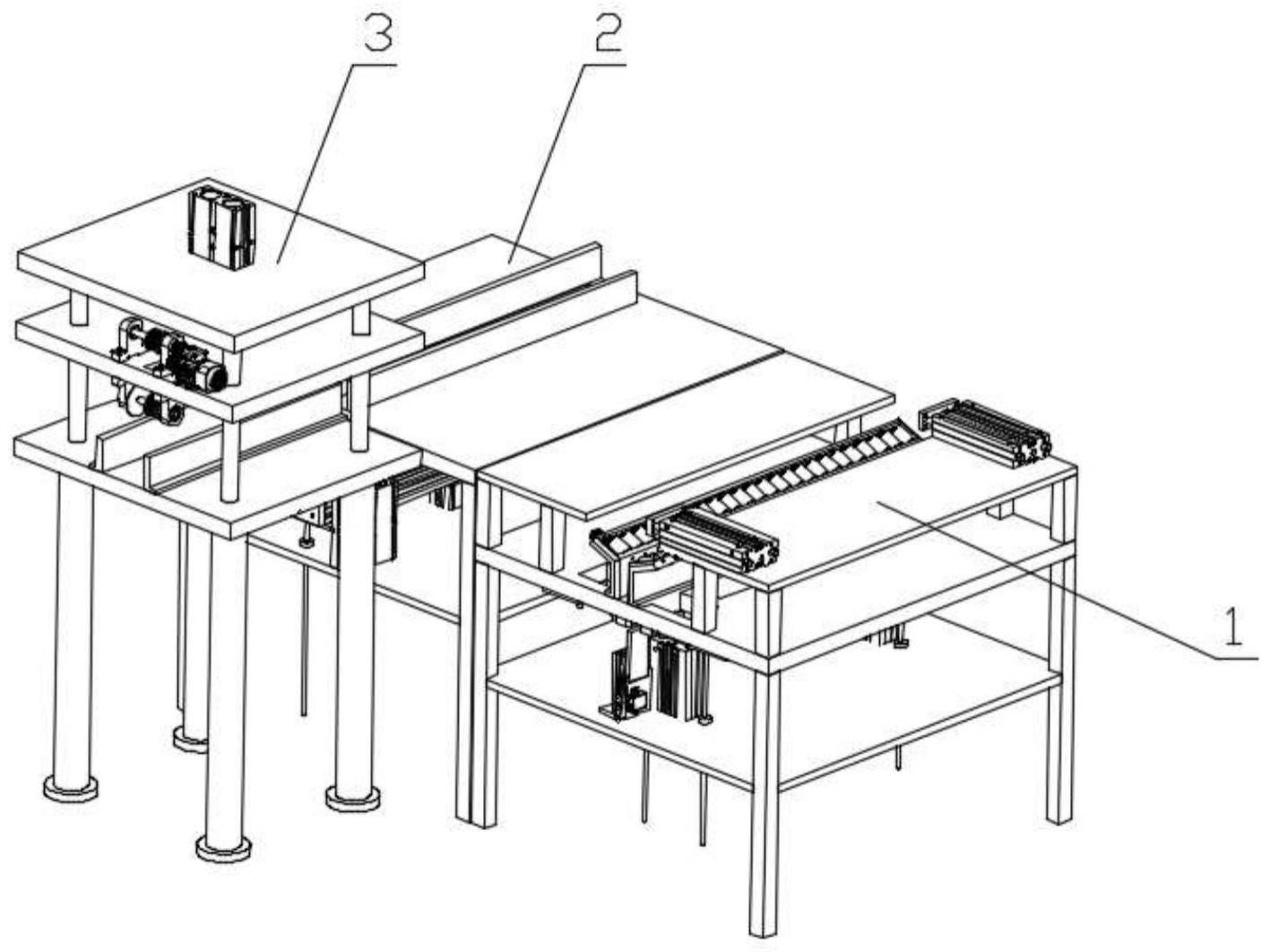
2、技术方案:本发明所述的一种t型空心电梯导轨成型后对接缝焊接装备,包括相互连接的至少一个上料翻转部件、输送部件和焊接部件,根据t型空心电梯导轨的长短,可以包括或不包括若干个无动力输送部件;
3、所述上料翻转部件与输送部件呈并列布置,所述无动力输送部件、输送部件和焊接部件呈流水线布置。
4、进一步的,所述上料翻转部件包括顶层组件、中层组件和底层组件;
5、所述顶层组件包括两个分离的顶层台架,在其中一个顶层台架的顶面安置有两只一号双杆气缸。
6、进一步的,所述中层组件包括左侧向滚送组件、右侧向滚送组件、中层台架和四只二号双杆气缸;
7、在所述左侧向滚送组件及右侧向滚送组件的两侧均加工有突出块;
8、在所述中层台架的中心位置开设有方形通槽二,在所述中层台架上、所述方形通槽二的两端分别开设有方形通槽一、方形通槽三、方形通槽四及方形通槽五;
9、所述左侧向滚送组件通过其两个突出块分别插入中层台架上的方形通槽一和方形通槽三中,从而将所述左侧向滚送组件可移动地安装在中层台架上;
10、所述右侧向滚送组件通过其两个突出块分别插入中层台架上的方形通槽四和方形通槽五中,从而将所述右侧向滚送组件可移动地安装在中层台架上;
11、进一步的,其中两只所述的二号双杆气缸水平地安置装在中层台架的方形通槽二左侧的底面上,其活塞杆末端与左侧向滚送组件的两个突出块相固连,另外两只所述的二号双杆气缸水平地安置装在中层台架的方形通槽二右侧的底面上,其活塞杆末端与右侧向滚送组件的两个突出块相固连。
12、进一步的,所述底层组件包括底层台架、两只三号双杆气缸、翻转机构和平板;
13、所述平板的宽度与顶层组件两个分离的顶层台架的间距相等;四只直线轴承呈线性阵列安装在底层台架顶面上;
14、两只所述三号双杆气缸安装在底层台架的顶面上,呈线性阵列安装在平板底面上的四只导向杆分别穿过四只直线轴承,使平板可移动地安装在底层台架的顶面上,两只所述三号双杆气缸的活塞杆末端与平板底面相固连;
15、所述翻转机构安装在底层台架的顶面上,且对称于平板。
16、进一步的,所述左侧向滚送组件包括侧向安装板、若干个滚筒套件、驱动电机一和同步带一;
17、所述侧向安装板的起始端面加工有圆角;
18、所述滚筒套件包括圆柱滚筒、同步带轮和短轴,所述同步带轮和圆柱滚筒套装在所述短轴上;
19、若干个所述的滚筒套件呈线性阵列安装在侧向安装板斜面开设的方形通孔中;
20、所述驱动电机一安装在侧向安装板顶面的一端,在所述驱动电机一的输出轴上安装有同步带轮,安装在驱动电机一输出轴上的同步带轮与套装在短轴上的同步带轮通过同步带一传动连接;
21、进一步的,所述右侧向滚送组件和左侧向滚送组件的结构相同。
22、进一步的,所述翻转机构包括l型安装座、滑块、同步带二、转轴、两根静导轨、翻转板、悬臂板、舵机和无杆气缸;
23、所述翻转板的表层为一号电磁吸盘;
24、所述无杆气缸安装在l型安装座的垂直面上,两根所述静导轨相互平行地且对称于无杆气缸安装在l型安装座的垂直面上,在每个所述静导轨上都配合安装有两只滑块;
25、所述悬臂板安装在滑块上,所述翻转板的一端通过转轴可转动地安装在悬臂板的一端,在所述转轴的一端安装有同步带轮,所述舵机安装在悬臂板上,在所述舵机的输出轴上安装有同步带轮,安装在转轴一端的同步带轮与安装在舵机输出轴上的同步带轮通过同步带二传动连接。
26、进一步的,所述输送部件包括输送台架、l型固定导向板、l型活动导向板、两只四号双杆气缸、五号双杆气缸、模组支撑平板、线性模组和二号电磁吸盘;
27、两只所述四号双杆气缸安装在输送台架的中间台面上,l型活动导向板垂直面穿过输送台架的顶面开设的小条形通孔,l型活动导向板的水平面与两只四号双杆气缸的活塞杆末端相连接;
28、所述l型固定导向板与l型活动导向板相互平行地安装在输送台架的顶面上;
29、所述模组支撑平板通过导向杆直线轴承机构安装在输送台架的中间台面上,且位于输送台架顶面开设的大条形通孔正下方;
30、所述五号双杆气缸安装在输送台架的中间台面上,且位于模组支撑平板的正下方,且五号双杆气缸的活塞杆末端与模组支撑平板相固连;
31、所述线性模组安装在支撑平板上,所述二号电磁吸盘安装在线性模组的滑块上。
32、进一步的,在所述l型固定导向板、l型活动导向板的垂直面上均安装有微型滚筒;
33、进一步的,所述输送台架的顶面为非金属材料制成;
34、进一步的,所述焊接部件包括焊接台架、两只l型导向板、砂轮轴、砂轮、带座轴承、六号双杆气缸、传动轴、齿轮、驱动电机二、中间平板、第三同步带轮、焊枪和若干根立柱;
35、在所述l型导向板上安装有微型滚筒,两只所述l型导向板相互平行地安装在焊接台架的底层平板上;
36、所述中间平板通过直线轴承可上下移动地安装在立柱上,所述传动轴通过带座轴承安装在中间平板的上表面上,所述驱动电机二安装在中间平板的上表面一侧,在所述驱动电机二的输出轴上安装有齿轮,所述传动轴靠近驱动电机二的一端安装有齿轮;
37、在所述传动轴的中间部位安装有第三同步带轮,安装在驱动电机二的输出轴上的齿轮与安装在传动轴一端的齿轮相啮合;
38、所述砂轮轴通过带座轴承安装在中间平板的下表面上,且位于传动轴的正下方,在所述砂轮轴的中间部位安装有第三同步带轮;
39、所述砂轮安装在砂轮轴上,安装在传动轴中间部位的第三同步带轮与安装在砂轮轴中间部位的第三同步带轮通过同步带传动连接;
40、所述焊枪安装在中间平板上,砂轮和焊枪均对准安装在焊接台架的底层平板上两只l型导向板的对称中心位置;
41、所述六号双杆气缸安装在焊接台架的顶板上,其活塞杆穿过焊接台架顶板上的通孔,其活塞杆末端与中间平板相连接。
42、进一步的,所述的无动力输送部件包括五号l型固定导向板、五号l型活动导向板、七号双杆气缸和五号滚筒;
43、五号台架的顶面由两个分离的左台面和右台面构成;五号l型固定导向板和五号l型活动导向板的垂直面上均安装有微型滚筒;若干只五号滚筒呈悬臂式安装在左台面的边缘上,五号l型固定导向板安装在左台面上,两只双杆气缸安装在五号台架的中层面上,五号l型活动导向板的水平板与两只七号双杆气缸的活塞杆末端相固连,五号l型活动导向板的垂直板穿过五号滚筒与右台面边缘之间的间隙。
44、进一步的,所述t型空心电梯导轨成型后对接缝焊接步骤如下:
45、1)上游输送来的呈位姿一的t型空心电梯导轨流向上料翻转部件中层组件处,左侧向滚送组件和右侧向滚送组件的驱动电机启动,通过同步带机构带动滚筒套件的圆柱滚筒绕其短轴转动,从而驱动放置在左侧向滚送组件和右侧向滚送组件之间的t型空心电梯导轨向前移动,直至呈位姿一的t型空心电梯导轨完全输送至中层组件上;
46、2)与左侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆先于与右侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆收缩,带动左侧向滚送组件先于右侧向滚送组件向外移动,在自身重力的作用下,t型空心电梯导轨呈位姿二落在中层组件的顶面上,与左侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆、与右侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆同时伸出,带动左侧向滚送组件、右侧向滚送组件向内移动,将呈位姿二的t型空心电梯导轨推到中层组件的顶面正中间位置;与左侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆、与右侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆同时收缩,带动左侧向滚送组件和右侧向滚送组件向外移动;
47、3)底层组件的左右两个翻转机构的无杆气缸滑块带动悬臂板以及通过转轴安装在其上的翻转板一起上移,翻转板穿过中层台架的方形通槽或;舵机输出轴转动时,直至翻转板的表面有一号电磁吸盘一面贴合呈位姿二的t型空心电梯导轨的底面;翻转板表层的一号电磁吸盘得电,将呈位姿二的t型空心电梯导轨吸附在翻转板上;舵机输出轴反向转动,直至翻转板及其吸附在其上的t型空心电梯导轨翻转,使t型空心电梯导轨底面朝下,呈位姿三放置在中层组件的顶面上;与左侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆、与右侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆同时伸出,带动左侧向滚送组件、右侧向滚送组件向内移动,将呈位姿三的t型空心电梯导轨推到中层组件的顶面正中间位置;与左侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆、与右侧向滚送组件的两个突出块相固连的二号双杆气缸的活塞杆同时收缩,带动左侧向滚送组件和右侧向滚送组件向外移动;底层组件的无杆气缸滑块带动悬臂板以及通过转轴安装在其上的翻转板一起下移,翻转板回到初始位置;
48、4)底层组件的三号双杆气缸活塞杆伸出,带动平板上移穿过中层组件的中层台架的中间方形大通槽,直至平板的顶面与上层组件的台架顶面平齐;
49、5)两只四号双杆气缸活塞杆缩回,带动l型活动导向板的垂直面在输送台架的顶面的小条形通孔内下移,直至l型活动导向板的垂直面的顶面与输送台架的顶面平齐;
50、6)一号双杆气缸的活塞杆伸出,将呈位姿三的t型空心电梯导轨推往一侧的输送部件上,底层组件的三号双杆气缸活塞杆缩回,带动平板下移,回到初始位置;
51、7)两只四号双杆气缸活塞杆伸出,带动l型活动导向板的垂直面在输送台架的顶面的小条形通孔内上移,t型空心电梯导轨被夹持在l型固定导向板和l型活动导向板的垂直面间;
52、8)五号双杆气缸的活塞杆伸出,带动模组支撑平板以及安装在其上的线性模组上移,直至安装在线性模组滑块上的二号电磁吸盘插入输送台架顶面的大条形通孔中,且二号电磁吸盘上表面与夹持在l型固定导向板和l型活动导向板的垂直面间t型空心电梯导轨的底面相贴合;
53、9)二号电磁吸盘得电,二号电磁吸盘吸附住t型空心电梯导轨,线性模组启动,带动t型空心电梯导轨匀速向焊接部件移动;
54、10)六号双杆气缸的活塞杆伸出,带动中间平板以及砂轮和焊枪下移;
55、11)启动焊机,焊枪对t型空心电梯导轨对接缝进行焊接;
56、12)启动驱动电机,高速旋转的砂轮对多余的焊渣进行摩削。
57、有益效果:本发明与现有技术相比,本发明的特点是:1.t型空心电梯导轨位姿调整、输送、对接缝焊接、多余焊渣去除整个过程全自动化;2.上料翻转部件和输送部件并列布置,相对于传统的流水线串行布置,更加节约空间;3.t型空心电梯导轨在位姿调整过程中,充分利用了自身的重力,简化了装置的结构;4.t型空心电梯导轨经过焊接部件时,焊枪对t型空心电梯导轨对接缝进行焊接,高速旋转的砂轮对多余焊渣进行摩削,该装备适合任意长度的t型空心电梯导轨对接缝的焊接,扩大了装备的适用范围。
- 还没有人留言评论。精彩留言会获得点赞!