一种内外锯齿锁紧垫圈连续冲压方法与流程
本发明涉及锯齿锁紧垫圈加工,特别涉及一种内外锯齿锁紧垫圈连续冲压方法。
背景技术:
1、锯齿锁紧垫圈零件产品已经广泛用于航空、航天以及轮船等领域,锯齿锁紧垫圈一般包括内齿锯齿锁紧垫圈和内外齿锯齿锁紧垫圈,该零件对锁紧性能以及形状、尺寸、质量要求高,必须借助模具生产。
2、授权公告号cn 112387868 b的发明专利公开了一种内外锯齿锁紧垫圈连续冲压方法,其包括以下步骤,步骤一,冲压成形定位孔;步骤二,冲压成形内齿孔;步骤三,冲压成形内齿;步骤四,冲压成形外齿孔;步骤五,冲压成形外齿;步骤六,侧切落件。该发明能够在保证内外齿不变形的前提下,连续制造出质量可靠稳定的内外锯齿锁紧垫圈。
3、但是上述方法经过本领域技术人员实际应用后发现仍旧存在一些缺点,较为明显的就是该方案通过自动送料机对料板进行送料,以使料板送入模腔,而在进行最后一段料板的输送时,由于自动送料机无法进入连续冲压产线内部对料板进行推送,因此最后一段料板就会因无法输送而不能进行完整加工,另外由于连续冲压产线的特性,即使最后一段料板无法得到完整加工被制成成品,但是在板料输送过程中,多个可以与板料接触的冲压组件也已经分别对板料进行了单独加工,这个就导致最后一段料板也无法直接被用在他处,只能与加工过程中被切断的废料一起被回收,既造成了原料的浪费,导致内外锯齿锁紧垫圈生产成本的提高,同时还会对多个冲压组件造成不必要的磨损,无法有效适用于内外锯齿锁紧垫圈的工业化生产。
4、因此,发明一种内外锯齿锁紧垫圈连续冲压方法来解决上述问题很有必要。
技术实现思路
1、本发明的目的在于提供一种内外锯齿锁紧垫圈连续冲压方法,以解决上述背景技术中提出的问题。
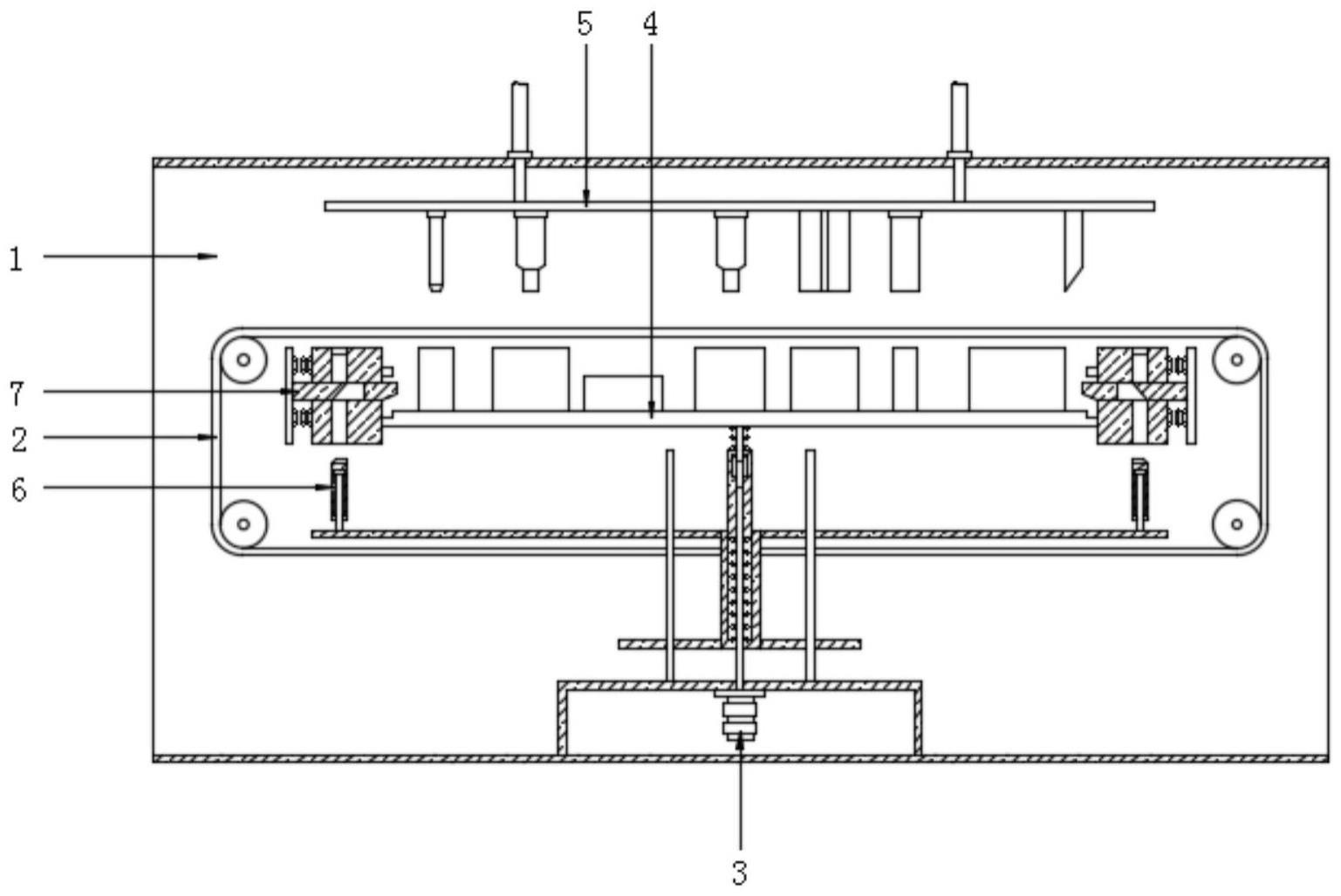
2、为实现上述目的,本发明提供如下技术方案:一种内外锯齿锁紧垫圈连续冲压方法,所述内外锯齿锁紧垫圈连续冲压方法通过内外锯齿锁紧垫圈连续冲压设备实现,所述内外锯齿锁紧垫圈连续冲压设备包括设备外壳,所述设备外壳内侧中部设置有板料传送机构,所述设备外壳内侧底部固定设置有驱动机构,所述驱动机构顶端固定设置有下冲压机构,所述设备外壳内侧顶部设置有上冲压机构,所述上冲压机构位于下冲压机构正上方,所述驱动机构顶部两侧均设置有延迟触发机构,所述下冲压机构两侧均设置有承托机构;
3、所述驱动机构包括底座、往复螺杆、驱动电机、外套管、内套管、第一弹簧、延伸杆、第二弹簧和侧板;
4、所述底座固定设置于设备外壳内侧底部,所述往复螺杆贯穿底座且通过轴承与底座转动连接,所述驱动电机固定设置于底座底部且与往复螺杆传动连接,所述外套管套接设置于往复螺杆外侧与往复螺杆传动连接,所述内套管滑动套接设置于外套管内侧且滑动套接设置于往复螺杆外侧,所述第一弹簧固定连接于外套管与内套管之间,所述延伸杆沿竖直方向滑动嵌套设置于内套管内侧顶部,所述第二弹簧套接设置于延伸杆外侧且固定连接于内套管顶部,所述侧板固定设置于外套管侧面;
5、所述下冲压机构包括底板、限位槽和冲压下模组件;
6、所述延伸杆和第二弹簧均与底板固定连接,所述限位槽设置有两个,两个所述限位槽分别开设于底板顶部两侧,所述冲压下模组件固定设置于底板顶部。
7、优选的,所述上冲压机构包括顶板、液压缸和冲压上模组件。
8、优选的,所述顶板位于设备外壳内侧顶部,所述液压缸固定设置于设备外壳顶部且其输出轴滑动贯穿设备外壳并与顶板固定连接,所述冲压上模组件固定设置于顶板底部。
9、优选的,所述延迟触发机构包括触发杆、限位板、触发套管和第一磁体。
10、优选的,所述触发杆固定设置于侧板顶部,所述限位板固定设置于触发杆顶端,所述触发套管滑动套接设置于触发杆与限位板外侧,所述第一磁体固定设置于触发套管顶端。
11、优选的,所述承托机构包括安装块、限位块、避让通道、第二磁体、承托座、触发槽、端板和第三弹簧。
12、优选的,所述安装块与设备外壳内壁固定连接,所述限位块固定设置于安装块内侧顶部,所述避让通道贯穿设置于安装块底部,所述第二磁体固定设置于避让通道内侧顶部,所述承托座滑动贯穿设置于安装块内侧,所述触发槽贯穿设置于承托座底部,所述端板固定设置于承托座端部,所述第三弹簧固定设置于安装块与端板之间。
13、优选的,所述侧切落件方法具体包括以下步骤:
14、s1、板料传送机构将板料持续由左向右进行输送,在此过程中,驱动电机带动往复螺杆旋转,往复螺杆旋转时带动外套管持续上升,外套管上升时通过第一弹簧、内套管和第二弹簧带动底板上升,通过侧板带动延迟触发机构上升,底板上升时带动冲压下模组件上升;
15、s2、外套管上升距离达到第一阈值时,底板与承托座接触,后续随着外套管的继续上升,底板对承托座进行推动,进而使承托座在安装块内部滑动的同时通过端板对第三弹簧进行拉伸;
16、s3、外套管上升距离达到第二阈值时,冲压下模组件与板料底部接触,后续随着外套管的上升,冲压下模组件将板料向上抬升;
17、s4、外套管上升距离达到第三阈值时,限位块进入到限位槽内侧,同时底板移动至承托座上方,底板不再对承托座进行阻挡,被拉伸的第三弹簧通过端板带动承托座复位,复位后的承托座移动至底板下方对底板进行支撑,此时冲压下模组件推动板料达到冲压位置,液压缸通过顶板带动冲压上模组件下降,进而完成对板料的冲压;
18、s5、冲压过程中,由于限位块的阻挡,底板无法继续上升,后续随着往复螺杆的继续旋转,外套管通过侧板带动延迟触发机构继续上升,同时第一弹簧被持续压缩;
19、s6、外套管上升距离达到第四阈值时,第一磁体与触发槽内壁贴合,后续随着外套管的继续上升,第一磁体通过触发槽带动承托座移动,使承托座逐渐解除对底板的阻挡;
20、s7、外套管上升距离达到第五阈值时,承托座完全解除底板的阻挡,同时第一磁体与第二磁体相互吸附,此时外套管运动至往复螺杆外侧往复螺纹最顶端,后续随着往复螺杆的继续旋转,外套管沿往复螺杆持续下降,外套管下降过程中通过侧板与触发杆带动限位板在触发套管内侧持续下降;
21、s8、外套管下降距离达到第六阈值时,底板再次移动至承托座下方,完成第一次冲压的板料在落到板料传送机构顶部后被板料传送机构向前输送一个工位,同时限位板在触发杆带动下运动至触发套管内侧最底部;
22、s9、当外套管下降至初始位置时,触发杆通过限位板与触发套管对第一磁体进行拉拽,使第一磁体与第二磁体脱离,此时在重力作用下,触发套管带动第一磁体同步复位,此时外套管位于往复螺杆外侧往复螺纹最低端,后续随着往复螺杆的继续旋转,外套管再次上移并重复上述操作。
23、本发明的技术效果和优点:
24、本发明通过设置有驱动机构、下冲压机构、上冲压机构、延迟触发机构和承托机构,以便于利用驱动机构对下冲压机构与延迟触发机构同步进行抬升,下冲压机构被抬升时对承托机构进行第一次触发,进而使下冲压机构对其进行支撑的同时将板料抬升到冲压位置,冲压过程中,由于下冲压机构被承托机构所限位,此时驱动机构单独对延迟触发机构进行驱动,进而使延迟触发机构对承托机构进行第二次触发,进而使承托机构解除对下冲压机构的阻挡,后续驱动机构带动下冲压机构复位后,驱动机构对延迟触发机构进行拉动,进而使延迟触发机构与承托机构脱离,相较于现有技术中同类型装置以及方法,本发明可以对板料进行持续输送,且不存在局部板料无法进行加工的情况,既避免造成因板料浪费而导致的生产成本提高,同时还可以避免冲压下模组件与冲压上模组件的不必要磨损,更加适用于内外锯齿锁紧垫圈的工业化生产。
- 还没有人留言评论。精彩留言会获得点赞!