一种数控百叶窗连接组装机及百叶窗连接组装方法与流程
本发明涉及百叶窗的叶片安装领域,具体涉及一种数控百叶窗连接组装机及百叶窗连接组装方法。
背景技术:
1、百叶窗是由外框和若干个叶片组成,进行组装时,需要将若干个叶片放入外框内,先在外框边缘钻孔,然后用螺栓通过该孔将叶片进行连接在外框上,从而完成百叶窗的组装。
2、为了实现组装的快捷准确,本领域技术人员开始研发相应的组装设备,通过对边框进行固定,然后将叶片放置在调距模组上,通过电动钻孔机和电动螺丝批分别进行钻孔和打螺丝。如专利申请号为2023108737655的发明专利公开一种数控百叶窗组装机,配备等距调节模组,可以自动等距调节各个叶片的间距,且对叶片端部进行支撑定位,方便准确加工,提高叶片的安装精度。包括机架,所述机架上左右两侧设置有左纵梁和右纵梁,所述左纵梁与右纵梁之间设有可变距工位模块,所述可变距工位模块包括有若干个能够支撑叶片的工位托架;所述左纵梁和右纵梁上均滑动连接有机头和压紧机构。可变距工位模块包括剪刀叉连机构和若干个工位移动座,剪刀叉连机构由若干个活动的x形的剪叉结构首尾铰接而成,其首尾两端分别铰接有两根短杆,两根短杆的另一端铰接为一体。然而,该技术存在的缺陷是,由于剪叉结构是两根杆通过销轴铰接为一体的,销轴与轴孔之间必然有间隙,当若干个剪叉机构首尾铰接时,会形成一定间隙误差,导致各个叶片并不是均匀分布的,最后使组装成的百叶窗内的叶片组装不均匀,组装质量差。
技术实现思路
1、本发明要解决的技术问题是提供一种数控百叶窗连接组装机及百叶窗连接组装方法,通过控制边框压紧送料机构和叶片托架机构的差位移动,实现叶片的任意间距准确调节,并且可以准确组装,提高叶片的安装质量。
2、本发明是通过以下技术方案实现的:
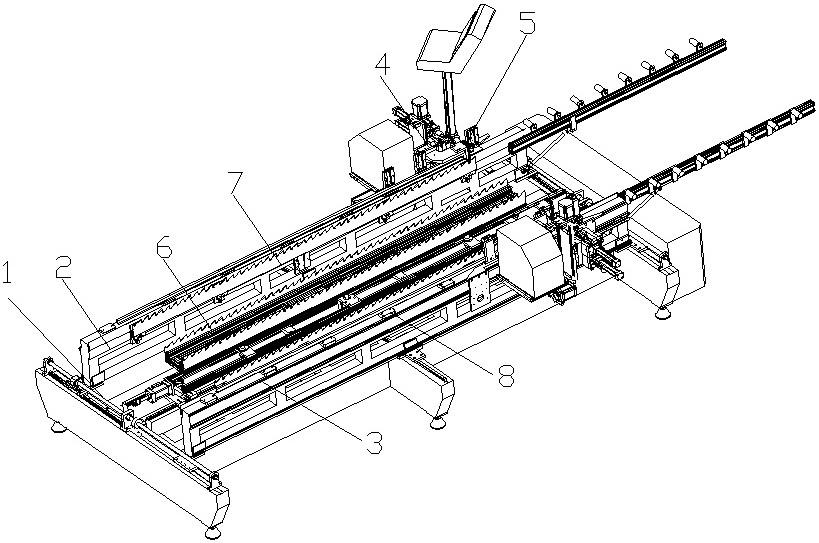
3、一种数控百叶窗连接组装机,包括机架,所述机架上左右两侧设置有左纵梁和右纵梁,所述左纵梁与右纵梁均设置有机头;
4、所述左纵梁和右纵梁均配合安装有能前后移动的边框压紧送料机构,所述边框压紧送料机构能够压紧边框并带动边框移动;
5、所述左纵梁和右纵梁之间安装有能前后移动的叶片托架机构,所述叶片托架机构包括有两条左右对称分布的托架竖板,所述托架竖板的顶面为百叶定位模具,所述百叶定位模具上开有若干个均匀分布的定位凹槽,所述定位凹槽用于卡接叶片。
6、进一步的,所述叶片托架机构的左右两侧设有能上下升降并对称分布的辅助竖板,所述辅助竖板的顶面为辅助定位模具,所述辅助定位模具设有与所述百叶定位模具相同规格的定位凹槽;
7、所述叶片托架机构还包括底座框架和支撑框架,所述底座框架的底面滑动连接在所述机架上,所述底座框架的顶部通过升降装置连接所述支撑框架,两条托架竖板左右对称固定在所述支撑框架上。
8、进一步的,所述边框压紧送料机构包括送料底座板、送料支撑板、送料竖板和第一升降缸,所述送料底座板通过直线导轨副滑动连左纵梁和右纵梁的梁体外侧面上,所述送料支撑板横向固定在所述送料底座板的顶面,所述送料支撑板位于所述梁体的上方,所述送料竖板安装在所述送料支撑板的上面,所述第一升降缸安装在所述送料竖板的前侧面,所述第一升降缸的活动端朝下并固定有压紧块,所述压紧块配合所述送料支撑板共同压紧边框。
9、进一步的,所述左纵梁和右纵梁的顶面均配合安装有两个边框压紧送料机构,两个边框压紧送料机构分别位于所述机头的前后方,两个边框压紧送料机构的送料底座板通过连接杆连接为一体,其中一个边框压紧送料机构的送料底板上安装有驱动电机,所述驱动电机的输出端安装有驱动齿轮,所述梁体的外侧面安装有能与所述驱动齿轮啮合的齿条。
10、进一步的,所述左纵梁和右纵梁的梁体顶面设有多个用于支撑边框的垫块,所述垫块的顶面与所述送料支撑板的顶面高度相同。
11、进一步的,所述机头包括机头底座,所述机头底座安装在梁体的外侧,所述机头底座上安装有电动钻孔机和电动螺丝批;
12、所述机头底座上还安装有机头连接板,所述机头连接板的顶端安装有横板,所述横板的底面安装有第二升降缸和第三升降缸,所述第二升降缸和第三升降缸的活动端朝下并安装有压紧块,所述第二升降缸用于压紧边框,第三升降缸用于压紧叶片。
13、进一步的,两个辅助竖板分别通过直线导轨副滑动连接在左纵梁和右纵梁的梁体内侧面上,所述梁体的内侧面还固定有第四升降缸,所述第四升降缸的活动端连接所述辅助竖板。
14、进一步的,所述机架上还设置有往复驱动装置,所述往复驱动装置的输出端连接所述底座框架,所述往复驱动装置为气缸、电动缸、液压缸或者电机丝杆。
15、一种百叶窗连接组装方法,上述的数控百叶窗连接组装机对百叶窗进行组装,包括以下步骤;
16、s1、首先将第一个叶片放入叶片托架机构中托架竖板上百叶定位模具的第一排的定位凹槽内进行对刀,使第一个叶片位于机头所对应的工位上,系统自动记录该百叶的位置;
17、s2、将多个叶片间隔均匀的卡接在叶片托架机构中托架竖板上的定位凹槽内,将边框分别放至右侧从料台的定位板处定位,然后通过左右两侧的边框压紧送料机构压紧边框;
18、上升辅助竖板,使辅助竖板的辅助定位模具的定位凹槽支撑叶片的两端;
19、s3、通过机头对边框、叶片进行钻孔和打螺丝工序,使工位上的第一叶片连接在左右两个边框上;
20、s4、控制辅助竖板下降,使辅助定位模具的各个定位凹槽脱离叶片,此时控制叶片托架机构和边框压紧送料机构相同速度往前移动;
21、当叶片托架机构的托架竖板载着叶片向前移动距离d时,其中,d为百叶定位模具相邻定位凹槽的间距,控制辅助竖板上升,通过辅助定位模具的各个定位凹槽卡接支撑所有待连接组装的叶片,控制托架竖板下降,使托架竖板的百叶定位模具的各个定位凹槽脱离叶片;
22、当边框压紧送料机构载着边框往前移动d时停止,其中,d为叶片的间距,d≥d;同时控制托架竖板上升使待连接组装的叶片重新卡接支撑在百叶定位模具中的定位凹槽内,此时,第二个叶片位于机头所对应的工位上,;
23、s5、通过机头对边框、叶片进行钻孔和打螺丝工序,使工位上的叶片连接在左右两个边框上;
24、s6、控制托架竖板下降,使托架竖板的百叶定位模具的各个定位凹槽脱离叶片,控制边框压紧送料机构松开边框;
25、控制边框压紧送料机构往后移动距离d回到原点,然后夹紧边框并带动边框往前移动距离d;控制托架竖板往后移动距离d回到原点,然后控制托架竖板上升使待连接组装的叶片重新卡接支撑在定位凹槽内;
26、控制辅助竖板下降,使辅助竖板的各个定位凹槽脱离叶片,控制托架竖板往前移动距离d,从而使下一个叶片送入位于机头所对应的工位上,并控制辅助竖板上升,通过辅助定位模具的各个定位凹槽卡接支撑所有待连接组装的叶片;
27、s7、重复步骤s5-s6,将各个叶片逐一组装连接在边框上。
28、本发明与现有技术相比所取得的有益效果如下:
29、1、本发明所述的数控百叶窗连接组装机能够使叶片间隔均匀的分布在托架竖板的定位凹槽内,并能带动叶片准确的移动到机头工位上,边框压紧机构能够压紧边框,调节边框的位置;
30、通过本发明所述的百叶窗连接组装方法,将多个叶片间隔均匀的卡接在叶片托架机构中托架竖板上的定位凹槽内,通过左右两侧的边框压紧送料机构压紧边框;机头工位固定位置不变,通过控制叶片托架机构移动使叶片准确的送至机头工位,通过控制边框压紧送料机构调整边框位置,精确控制叶片安装间距,保证叶片精确安装在边框上,既能保证叶片安装在百叶窗中的均匀性,也能随时精确调控叶片安装间距;
31、2、辅助竖板的顶面设有与托架竖板相同规格的定位凹槽,通过辅助竖板与托架竖板的交替支撑叶片,可以使叶片托架机构在一定距离内往复移动,在保证叶片准确的送至机头工位的前提下,能够减少工作空间,保证设备紧凑型;
32、3、压紧送料机构包括送料底座板、送料支撑板、送料竖板和第一升降缸,第一升降缸的活动端朝下并固定有压紧块,所述压紧块配合所述送料支撑板共同压紧边框,并带动边框稳定的移动,保证边框的移动精度。
- 还没有人留言评论。精彩留言会获得点赞!