一种活塞钻孔定位装置的制作方法
本技术涉及活塞加工的领域,尤其是涉及一种活塞钻孔定位装置。
背景技术:
1、活塞是汽车发动机汽缸体中作往复运动的机件。
2、活塞的基本结构可分为顶部、头部和裙部,为发动机启动发挥极其重要的作用,活塞一般用来承受气体压力,通过活塞销让连杆驱使曲轴旋转,活塞销孔的加工一般是通过常规的夹具进行夹持固定,然后进行钻孔操作。
3、现有的活塞夹具结构一般较为简单,往往只能对活塞的一个运动方向进行夹持,并不能够多维度地对活塞进行定位,因此在活塞打孔的过程中容易松动从而导致打孔的精度不高。
技术实现思路
1、为了对活塞多维度的方向进行定位,本技术提供一种活塞钻孔定位装置。
2、本技术提供的一种活塞钻孔定位装置采用如下的技术方案:
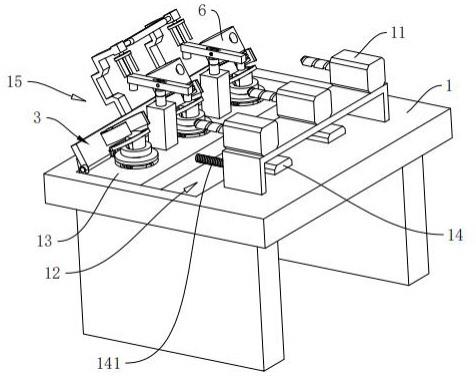
3、一种活塞钻孔定位装置,包括支架、固定设置于所述支架的多个钻孔驱动件和滑动连接于所述支架的加工台,所述加工台固定有轴向定位组件,所述轴向定位组件包括用于对活塞顶部压紧的轴向定位驱动件和用于对活塞裙部支撑的轴向定位销,所述加工台转动设置有导向台,所述导向台设置有多个周向夹持组件,所述周向夹持组件包括两个周向夹持件和与两个周向夹持件啮合的传动轴,所述周向夹持件转动连接于所述导向台,所述传动轴固定连接于所述加工台,所述周向夹持件具有夹持部;所述导向台朝钻孔驱动件方向翻转时,所述传动轴迫使所述两个周向夹持件转动,让所述两个周向夹持件的夹持部对活塞的周向表面夹持。
4、通过采用上述技术方案,支架用于对钻孔驱动件和加工台支撑,加工台可以相对钻孔驱动件滑动,活塞在加工台上被夹持定位之后,加工台会朝钻孔驱动件方向移动,使钻孔驱动件对活塞打孔。轴向定位销和轴向定位驱动件主要用于对活塞轴线方向的夹持定位。导向台可以相对加工台转动,先将活塞放到导向台的周向夹持件上,活塞会通过夹持部滑入至轴向定位销上,随着导向板的转动,一方面活塞的裙部会由轴向定位销进行支撑定位,另一方面导向板转动的时候由于传动轴不会转动,周向夹持件可以在传动轴的传动下转动合拢,使夹持部对活塞外侧的周向表面进行合拢夹持,从而活塞轴向和外周向的两个维度方向进行定位,能够对活塞更好地固定限位,从而提高打孔精度。
5、可选的,所述导向台包括与所述加工台转动连接的连接杆、与所述连接杆固定连接的多个导向环和延伸杆,活塞由轴向定位销支撑,所述延伸杆的一端固定连接于连接杆,所述延伸杆的另一端转动连接有手持杆。
6、通过采用上述技术方案,连接杆主要将多个导向杆和延伸杆连接在一起,导向环对活塞进行导向限位,当活塞需要定位的时候,将活塞放到夹持部上,活塞会向下滑落,活塞的裙部会穿过导向环抵接在轴向定位销上,导向环可以对活塞外侧周向限位,该种方式无需工作人员需要很准确地将活塞安装到轴向定位销上,只需将活塞放置到周向夹持件的夹持部,然后推动导向台转动,即可实现活塞在轴向方向的定位。通过手持杆来推动导向台转动,延伸杆可以增加手持杆与连接杆之间的力臂,可以通过较小的力就能推动连接杆转动,从而实现导向环相对加工台翻转。
7、可选的,所述加工台还设置有周向定位组件,所述周向定位组件包括周向定位杆和沿所述轴向定位销轴线方向滑动的传动环,所述轴向定位销具有用于对活塞裙部抵接的支撑环,所述传动环位于所述支撑环下部,所述传动环下部固定连接有用于迫使所述传动环朝所述支撑环方向移动的第一周向定位弹性件,所述轴向定位销开设有周向定位槽,所述周向定位杆的中间部转动连接于所述周向定位槽的侧壁,所述周向定位杆的下部位于所述传动环的下部;所述传动环向下移动时,推动所述周向定位杆的下部转动,使周向定位杆上部抵接于活塞的内周向侧壁,周向定位杆固定连接有迫使周向定位杆上部位于轴向定位销内的第二周向定位弹性件。
8、通过采用上述技术方案,周向定位槽用于容纳周向定位杆,周向定位杆主要用于对活塞的内侧周向进行定位。第一周向定位弹性件用于对传动环复位,使传动环的上表面抵接在支撑环的下表面。第二周向定位环用于对周向定位杆的复位,让周向定位杆的上部隐藏在轴向定位销内,此时活塞套设在轴向定位销的时候不会被周向定位杆干涉。活塞在导向台的翻转下,轴向定位销的端部会进入到活塞的内部,此时支撑环会对活塞的裙部进行抵接支撑,从而限制活塞向下运动。导向台在翻转的时候导向环会推动传动环,让传动环推动周向定位杆的底部,使周向定位环发生转动,周向定位环的上部会从周向定位槽出来,然后抵接在活塞的内侧周向表面,从而实现对活塞第三维度的定位。
9、可选的,所述轴向定位驱动件的输出轴转动连接有让位销,所述让位销相对所述轴向定位驱动件的输出轴的轴线转动,所述让位销转动连接有用于对活塞顶部压紧的压紧杆。
10、通过采用上述技术方案,让位销可以相对轴向定位驱动件的输出轴的轴线转动,从而实现压紧杆在轴向定位驱动件的输出轴的轴线转动。可以让活塞在套设到轴向定位销的时候压紧杆不会对活塞进行干涉。只有当活塞已经套入到轴向定位销之后,再转动压紧杆,让压紧杆的端部能够位于活塞的正上方,然后在轴向定位驱动件的工作下,使压紧杆的端部对能够对活塞的顶部抵紧。
11、可选的,所述让位销具有微调部,所述微调部用于使所述压紧杆的转动角度在-10°到10°之间。
12、通过采用上述技术方案,压紧杆的两端分别可以对不同的活塞进行压紧,微调部可以让压紧杆的可以轻微地自由转动,可以让压紧杆的两端适应不同两个活塞的高差。可以实现压紧杆能够同时对两个活塞都进行抵紧。
13、可选的,所述联动件,所述联动件固定有联动锥齿轮,所述手持杆的端部固定有与联动锥齿轮啮合的手持锥齿轮;所述手持杆转动时,迫使所述联动件转动。
14、通过采用上述技术方案,延伸杆还能够对联动件进行支撑,导向台翻转后可以让联动件位于让位销的正上方,然后让手持杆转动,在手持锥齿轮和联动锥齿轮的传动下可以让联动件发生转动,而联动件的输出端由于在压紧杆的侧边,所以联动件会迫使压紧杆发生转动,从而实现压紧杆的端部转动至活塞的顶部上方。通过转动手持杆,就可以实现压紧杆位置的调节,从而能够方便压紧杆顺利地对活塞压紧或者方便让压紧杆的端部远离活塞从而方便对打孔好的活塞进行取出。
15、可选的,所述手持杆的周向截面呈矩形或十字形。
16、通过采用上述技术方案,矩形或十字形可以让工作人员方便准确地让手持杆的转动90°的角度。
17、可选的,所述加工台靠近所述导向台的一侧具有控制导向台转动范围的抵接部。
18、通过采用上述技术方案,导向台在转动的时候会抵接在抵接部上,让导向台保持倾斜的角度,抵接部能够限制导向台转动范围。
19、可选的,所述导向台底部固定有卡接件,所述加工台开设有与所述卡接件相适配的卡接槽。
20、通过采用上述技术方案,导向台往眼里抵接部方向转动的时候,会让卡接件卡接在卡接槽上,使导向台与加工台相对静止,从而使导向台能够处于一个稳定的状态。
21、可选的,所述支架固定有推动驱动件,所述推动驱动件的输出轴与所述加工台螺纹连接;所述推动驱动件的输出轴转动时,迫使所述加工台相对所述钻孔驱动件方向靠近或远离。
22、通过采用上述技术方案,当卡接件卡接在卡接槽上后,导向台处于稳定状态能够实现对活塞的固定限位。此时推动驱动件会工作,推动驱动件会让加工台朝钻孔驱动件方向稳定的移动,从而能够让被定位的活塞进行打孔。打孔结束后推动驱动件可以让加工台远离钻孔驱动件,钻孔驱动件与活塞分离之后能方便将活塞取出。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、轴向定位驱动件和周向夹持组件能够对活塞轴向和外周向的两个维度方向进行定位,从而提高打孔精度。
25、周向定位组件可以对活塞内侧周向表面进行定位,从而实现对活塞第三维度的定位。
- 还没有人留言评论。精彩留言会获得点赞!