一种前端框架自动装铆装置的制作方法
本发明属于汽车部件生产加工设备,具体是一种前端框架自动装铆装置。
背景技术:
1、汽车由动力驱动,一般配置4个或4个以上车轮,可以灵活在地面上行驶。汽车主要用于载运人员和货物,牵引载运人员和货物的车辆以及特殊用途等。汽车的整体结构基本由发动机、底盘、车身和电气四部分组成。发动机是汽车的动力装置,其可以使燃油燃烧产生动力,然后通过底盘的传动系统带动车轮使汽车行驶。底盘由传动系统、驱动系统、转向系统和制动系统四部分组成。车身安装在底盘的框架上,供驾驶员和乘客乘坐或装载货物。轿车和公共汽车的车身一般为整体结构,而卡车的车身一般由驾驶室和货箱组成。车身安装在底盘的框架上,供驾驶员和乘客乘坐或装载货物。轿车和公共汽车的车身一般为整体结构,而卡车的车身一般由驾驶室和货箱组成。电气设备主要由电源、启动系统、点火系统、汽车照明、信号及辅助电气设施等组成,为汽车的启动、运行和辅助设施提供动力。
2、自动化是指机器或装置在无人干预的情况下按预定的程序或指令自动进行操作或控制的过程,而机械自动化就是机器或者装置通过机械方式来实现自动化控制的过程,在提高生产效率,提高安全系数等方面有着巨大的进步。随着机械自动化大面积使用,在汽车生产过程中,也普遍利用相关的机械设备来代替人工,进行汽车焊接、装配、喷漆以及抛光等工作,从而提高生产效率。
3、汽车前端框架作为汽车部件之一,其在生产加工阶段,除了要有符合安汽车安装位置的外形以外,还需要在出厂之前,在各个点位固定上螺母,方便后续利用螺钉将其与汽车车身连接固定,现有螺母因其体积较小,一般采用人工打铆的方式来完成螺母的固定工作,但该过程效率较低,且容易因操作者打铆角度倾斜,使完成固定的螺母与前端框架连接不紧密,导致前端框架无法正常使用的需求,需要返工处理,较为麻烦。
技术实现思路
1、为了克服现有汽车前端框架主要采用人工打铆的方式来安装螺母,但该方式效率较低,且容易因操作者打铆方式有偏差,不满足质量要求,需要返工处理的不足,本技术实施例提供一种前端框架自动装铆装置,通过采用仿形设计的定位胎具夹持固定等待安装螺母的前端框架,使前端框架整体的外形与定位胎具的定位部分贴合,在夹持前端框架后,可以保证稳定性,当借助第一机器人直接通过液压缸、滑架和固定架控制铆钉枪上下活动时,使前端框架上螺母上的铆钉杆插入铆钉枪的内部,在铆钉枪完成打铆工作后,利用铆钉头部分将螺母与前端框架固定,可以利用铆钉头使螺母的表面与前端框架上螺母贴合,能够达到打铆角度偏差较小,无需后续返工的技术效果。
2、本技术实施例解决其技术问题所采用的技术方案是:
3、一种前端框架自动装铆装置,包括第一取件冶具、控制机构、第二取件冶具和单工位螺母供料机构,第一取件冶具用于装卸待加工的前端框架;
4、控制机构用于控制铆接部分在前端框架上进行打铆工作;
5、第二取件冶具用于整理即将送入系统的螺母和铆钉,使螺母与铆钉预固定;
6、单工位螺母供料机构用于为系统提供铆钉物料和螺母物料;
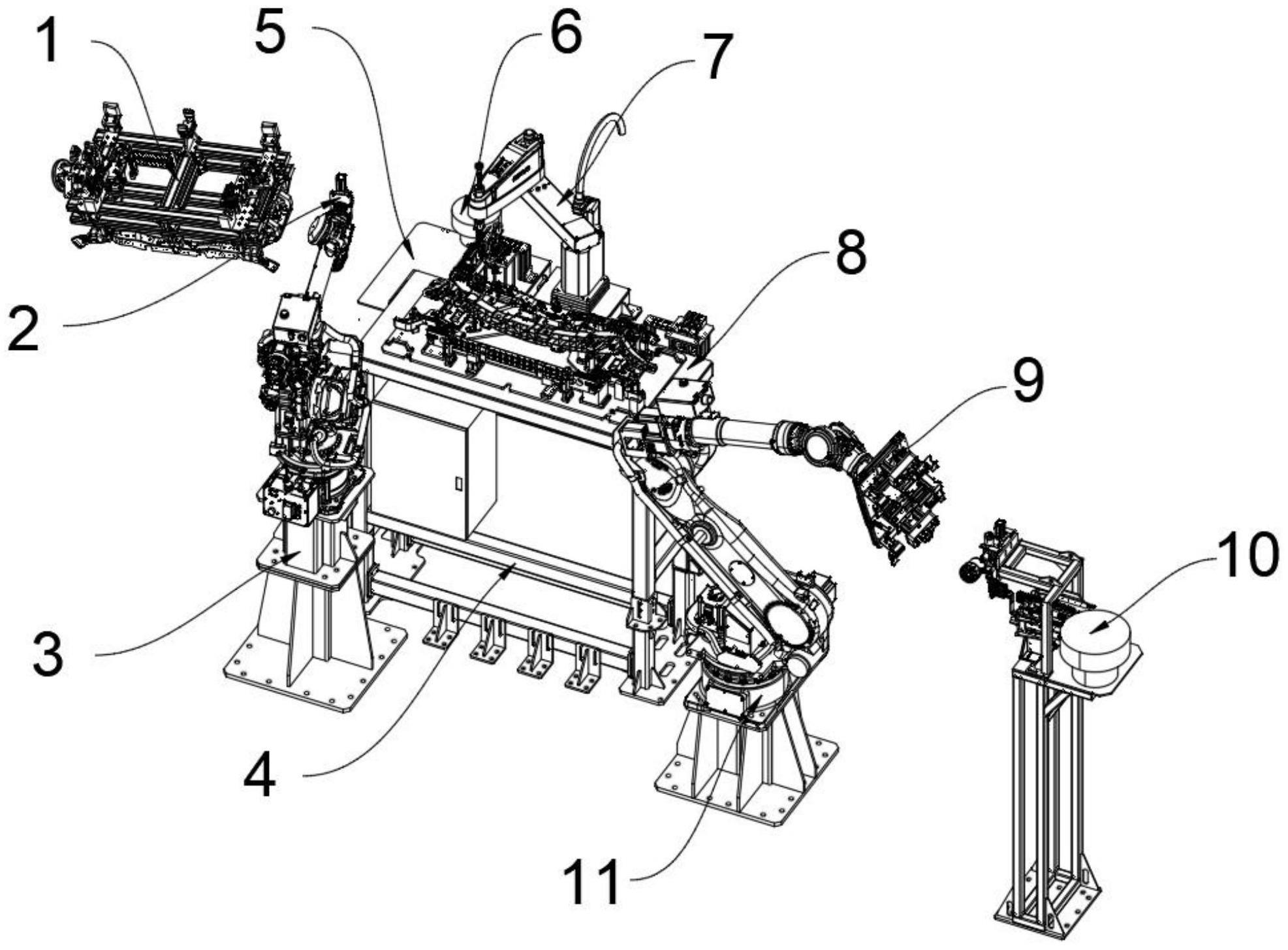
7、其中,所述控制机构的一侧设置有第一机器人,所述第二取件冶具的一侧设置有第二机器人,所述第一取件冶具的一侧设置有第三机器人,所述控制机构和第二取件冶具位于第一取件冶具和单工位螺母供料机构之间,前端框架被夹持在第一取件冶具的底部。
8、优选的,所述第一机器人和第二机器人的一侧设置有支架,所述支架的顶部固定式连接有工作台,所述工作台的顶部装配式连接有定位胎具,所述定位胎具采用仿形设计将前端框架夹持于定位胎具的顶部。
9、优选的,所述第一取件冶具将输送线上的前端框架夹取至定位胎具的顶部,使前端框架被定位胎具夹持等待等待螺母铆接,并从定位胎具的顶部卸下完成螺母铆接工作的前端框架。
10、优选的,所述工作台远离第一机器人和第二机器人一侧的拐角处装配式连接有延伸板,所述延伸板一侧的顶部装配式连接有螺母整理机构,所述延伸板另一侧的顶部装配式连接有摆钉机器人,所述螺母整理机构位于工作台的一个拐角处,所述摆钉机器人位于工作台一条边的中心处,所述螺母整理机构用于接取第二取件冶具转移的铆钉和螺母,并通过振动盘振动的方式进行整理,使铆钉和螺母排列整齐,所述摆钉机器人从螺母整理机构的顶部取下带有铆钉的螺母。
11、优选的,所述控制机构包括滑架,所述滑架一侧的顶部设置有液压缸,所述滑架一侧的底部设置有铆钉枪,所述滑架一端的一个表面装配式连接有两个滑块,所述滑架另一端的表面装配式连接有固定架,所述固定架与两个滑块位于同一侧,所述铆钉枪装配式连接在固定架的内部,所述液压缸的活动端装配式连接有连接块,所述连接块位于两个滑块之间与滑架装配固定。
12、优选的,所述液压缸的固定端固定式连接有底板,所述液压缸的活动端从底板的内部穿过,所述底板一端的底部装配式连接有支撑架,所述支撑架一侧的表面固定式连接有转接头,所述支撑架的一侧装配式连接有两个滑条,所述连接块活动式连接在两个滑条之间,所述滑块滑动式连接在滑条的外部。
13、优选的,所述铆钉枪包括枪身,所述枪身的顶端固定式连接有导向台,所述枪身的顶部装配式连接有后盖,所述导向台套接在后盖的内侧,所述后盖的一侧一体式成型有引导管,所述引导管为锥形管,而导向台的顶部加工有向引导管内部倾斜的斜面。
14、优选的,所述引导管的一端固定式连接有转接管头,所述转接管头的一侧设置有第一短管,所述第一短管的一侧设置有第二短管,所述第二短管的一端螺纹式连接有排料管,所述转接管头和第一短管以及第一短管和第二短管之间均设置有连接组件,所述转接管头的一端套接在第一短管的内部,所述第一短管的一端套接在第二短管的内部,两个所述连接组件相互垂直设置。
15、优选的,所述连接组件包括轴杆,两个所述轴杆分别从第二阻挡帽和第一阻挡帽的内部穿过,并销接在转接管头的内部,所述轴杆两端的外部均套接式连接有塑料套管,一个所述轴杆上的两个塑料套管均位于第二阻挡帽的内壁和转接管头的外壁之间,另一个所述轴杆上的两个塑料套管均位于第一短管的外壁和第一阻挡帽的内壁之间。
16、优选的,所述转接管头的一端设置有第二阻挡帽,所述第一短管的一端设置有第一阻挡帽,所述第二阻挡帽和第一阻挡帽均为圆台橡胶套,所述第二阻挡帽一侧的四周与第一短管的内壁相贴合,所述第一阻挡帽一侧的四周与第二短管的外壁相贴合。
17、综上所述,本发明包括以下至少一种有益技术效果:
18、一是,本发明通过采用仿形设计的定位胎具夹持固定等待安装螺母的前端框架,使前端框架整体的外形与定位胎具的定位部分贴合,在夹持前端框架后,可以保证稳定性,当借助第一机器人直接通过液压缸、滑架和固定架控制铆钉枪上下活动时,使前端框架上螺母上的铆钉杆插入铆钉枪的内部,在铆钉枪完成打铆工作后,利用铆钉头部分将螺母与前端框架固定,可以利用铆钉头使螺母的表面与前端框架上螺母贴合,打铆角度偏差较小,无需后续返工;
19、二是,本发明通过将枪身顶部的导向台设置成斜面,在导向台的外部设置与枪身装配的后盖,当枪身完成打铆工作使铆钉杆被送入后盖的内部时,由导向台引导至引导管的内部,第一短管、第二短管受排料管的重力向底部弯折,并保证铆钉杆可以从转接管头、第一短管和第二短管的内部穿过,最终从排料管的顶部向底部排出,可以及时清除后盖内部的铆钉杆,保证枪身持续性进行打铆工作。
- 还没有人留言评论。精彩留言会获得点赞!