一种LED灯制造用焊线装置的制作方法
本发明涉及led灯制造,具体为一种led灯制造用焊线装置。
背景技术:
1、led灯制造的过程中需要将电源线通过锡焊的方式固定在led灯板上,在锡焊的过程中,一般使用焊线装置实现,焊线装置的种类用很多,点焊机就是其中一种,可以在led灯制造的过程中实现任意位置的焊接,操作简便、焊接轻松;
2、但是在led灯板焊接的过程中会产生烟雾,这些烟雾包含了多种化学物质,焊锡烟主要由挥发的有机化合物、金属氧化物、铅、镉、铬等金属元素组成,这些化学物质在长时间暴露下,可能引发严重的呼吸系统疾病、神经系统损伤、免疫系统紊乱等健康问题,现有点焊机对这部分烟雾处理,一般采用抽风机和净化设备结合对此部分烟雾进行处理,此种方式在使用的过程中需要给抽风机单独提供动力,烟雾处理的成本较高,因此,针对上述问题提出一种led灯制造用焊线装置。
技术实现思路
1、本发明的目的在于提供一种led灯制造用焊线装置,以解决现有点焊机采用抽风机和净化设备结合对焊接产生的烟雾进行处理,需要给抽风机单独提供动力,烟雾处理的成本较高的问题。
2、为实现上述目的,本发明提供如下技术方案:
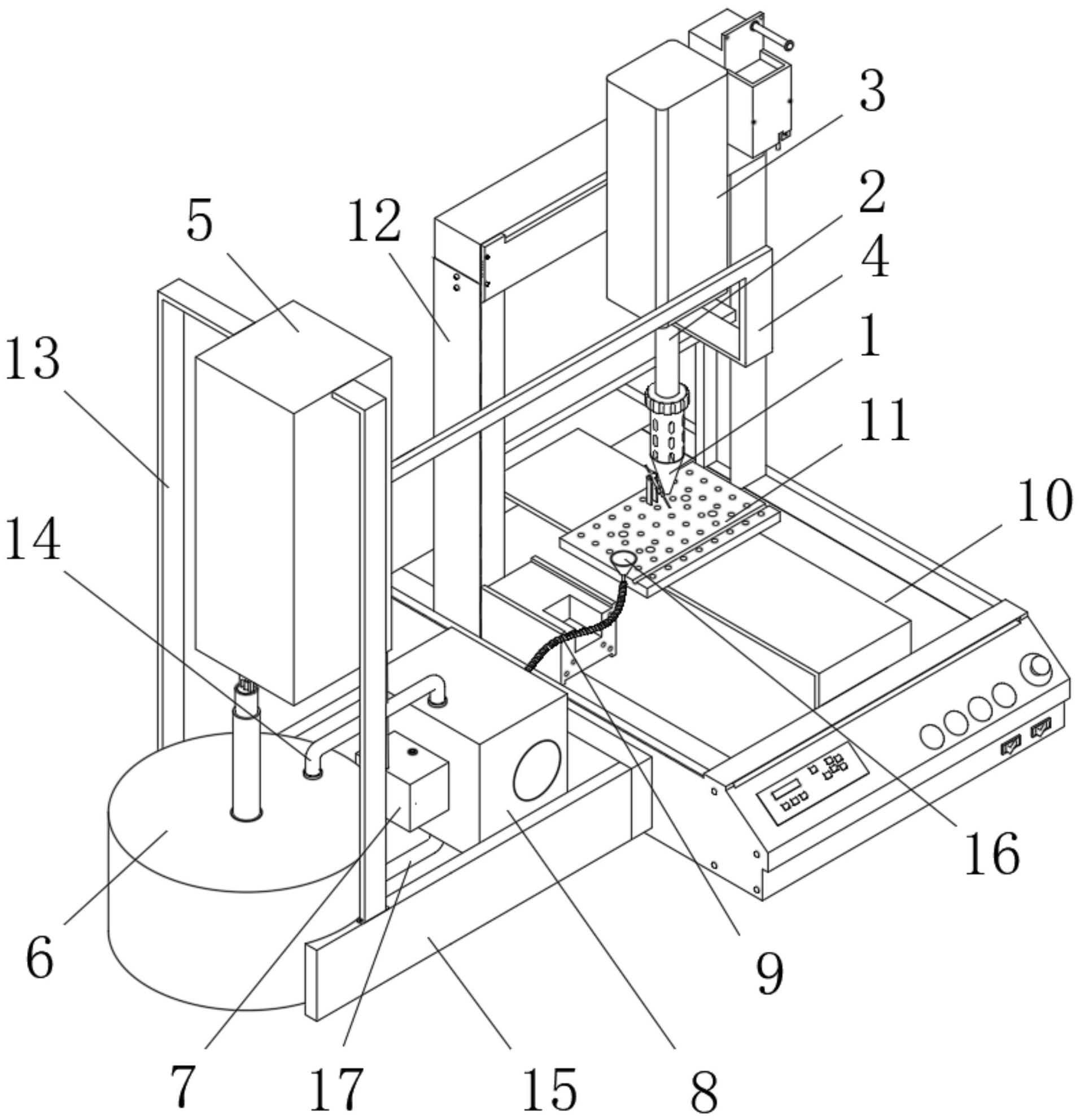
3、一种led灯制造用焊线装置,包括点焊头、气缸顶杆、气缸和控制台,所述点焊头一端固定连接有气缸顶杆,所述气缸顶杆固定连接在气缸顶端,所述气缸和龙门架固定连接,所述龙门架一端和控制台固定连接,所述控制台一端设有焊接工作台,所述气缸顶杆外侧固定连接有移动支架,所述移动支架一端与增程机构连接,所述增程机构外侧固定连接有固定架,所述固定架另一端和侧板固定连接,所述侧板一端固定连接有抽气机构,所述抽气机构通过第一管道、第二管道与过滤机构固定连接,所述过滤机构一侧固定连接有负压机构,所述过滤机构另一端固定连接有蛇管,所述蛇管另一端固定连接有抽气罩壳;所述抽气机构包括抽气外壳,所述抽气外壳内侧滑动连接有活塞,所述抽气外壳一端内侧开设有固定孔,所述固定孔内侧通过密封圈固定连接有排气机构,所述抽气外壳一端内侧固定连接有第一单向阀,所述抽气外壳另一端内侧固定连接有第二单向阀;所述排气机构包括主管道,所述主管道内侧一端固定连接有限位环板,所述主管道内侧滑动连接有中心管,所述中心管一端开设有第一排气孔,所述中心管一端内侧固定连接有连接支架,所述连接支架一端固定连接有密封圆板,所述密封圆板一端固定连接有密封垫,所述主管道一端内侧开设有第二排气孔。
4、优选的,所述焊接工作台设置在点焊头下端,所述点焊头、气缸顶杆和气缸的中心点设置在同一竖直线上,所述固定架呈“l”型,所述固定架与侧板均设有两个,所述侧板远离固定架的一端与控制台固定连接,所述第一管道和第二管道均为“u”型,所述第一管道靠近抽气外壳的一端通过第一单向阀与抽气外壳固定连接,所述第二管道靠近抽气外壳的一端通过第二单向阀与抽气外壳固定连接,所述过滤机构固定连接在侧板内侧。
5、优选的,所述活塞固定连接在主管道外侧,所述第二排气孔开设在活塞上端,所述第二排气孔设有若干,所述第二排气孔呈环形均匀分布,所述抽气外壳为柱形,所述抽气外壳、主管道与活塞同轴心,所述连接支架为“t”型,所述中心管的横截面与限位环板横截面大小相等,所述主管道的横截面与密封垫的横截面大小相等。
6、优选的,所述负压机构包括负压外壳,所述负压外壳一端固定连接有弯管,所述负压外壳内侧中间固定连接有固定框,所述固定框内侧固定连接有橡胶膜,所述负压外壳内侧开设有开孔和进气孔,所述负压外壳内侧固定连接有第三单向阀和第四单向阀。
7、优选的,所述弯管一端通过进气孔与负压外壳固定连接,所述弯管另一端通过第一排气孔与中心管固定连接,所述开孔和进气孔设置在橡胶膜一侧,所述第三单向阀和第四单向阀设置在橡胶膜另一侧。
8、优选的,所述过滤机构包括过滤外壳,所述过滤外壳一端开设有第二抽气孔,所述过滤外壳另一端固定连接有连接头,所述过滤外壳一端开设有第一抽气孔,所述过滤外壳另一端开设有第三抽气孔,所述过滤外壳内侧设有滤芯。
9、优选的,所述过滤外壳通过第一抽气孔与第一管道另一端固定连接,所述过滤外壳通过第三抽气孔与第二管道固定连接,所述过滤外壳通过第二抽气孔、第四单向阀与负压外壳连通,所述过滤外壳通过连接头与蛇管连通,所述连接头设置在滤芯一侧,所述第一抽气孔、第二抽气孔与第三抽气孔设置在滤芯另一侧,所述过滤外壳远离负压外壳的一端与控制台固定连接。
10、优选的,所述增程机构包括固定外壳,所述固定外壳一端开设有滑槽,所述固定外壳一端内侧通过第一滑块滑动连接有第一齿板,所述第一齿板与第一齿轮啮合,所述第一齿轮内侧固定连接有转轴,所述转轴另一端外侧固定连接有第二齿轮,所述转轴转动连接在固定外壳内侧,所述第二齿轮与第二齿板啮合,所述第二齿板通过第二滑块滑动连接在固定外壳另一端内侧。
11、优选的,所述第一齿板一端与移动支架固定连接,所述移动支架通过滑槽与固定外壳滑动连接,所述第二齿板一端开设有凹槽,所述第二齿板一端与中心管固定连接,所述中心管与弯管连接处设置在凹槽内侧,所述固定外壳的竖截面为“u”型。
12、与现有技术相比,本发明的有益效果是:
13、1、本发明中,通过设置的移动支架、增程机构、抽气机构以及过滤机构,在对焊接位置产生的烟雾处理的过程中,利用点焊头的上下往复运动,给抽气机构提供动力,使烟雾经过过滤机构进行过滤,以实现烟雾的处理,无需附加能耗,烟雾处理成本更低;
14、2、本发明中,通过设置的增程机构,可以利用点焊机较短距离的往复移动,实现中心管较远距离的往复移动,进而带动活塞在抽气外壳内部较远距离的往复移动,可以增加活塞单次往复抽气的量,进而有效的提高了烟雾处理的效果;
15、3、本发明中,通过设置的中心管,在活塞往复移动的过程中,中心管在向上移动时:中心管底部和第二排气孔错开,带动密封圆板向上移动,配合密封垫对主管道底部的封堵,气体通过第二单向阀进入到抽气外壳下端,抽气外壳上端的气体通过第二排气孔排放到中心管内,中心管在向上移动时:中心管底端首先和限位环板紧贴,中心管底端对第二排气孔进行遮挡密封,通过连接支架使密封圆板与主管道分开,气体通过第一单向阀进入到抽气外壳上端,抽气外壳下端的气体通过中心管下端的开口进入到中心管内部,根据抽气的需要将抽气外壳内部的多余气体排出到抽气外壳外侧,进而可以有效的提高抽气过程中的流畅程度;
16、4、本发明中,通过设置的开孔、橡胶膜以及负压外壳,气体进入到负压外壳内部的速度较快,而通过开孔排出速度较慢,使橡胶膜变形,同时使负压外壳靠近过滤机构一侧内部的空气排出,当负压外壳内部没有气体排出时,橡胶膜随着负压外壳内部空气排出开始恢复原状,同时使靠近过滤外壳的一侧形成负压腔,进而通过第四单向阀进行抽气,整体采用机械机构,使用寿命更高,这样的设置在气缸上下移动间歇的过程中,可以再次通过抽气罩壳继续对焊接位置的烟气进行吸附过滤,可以有效的防止焊接完成后,抽气罩壳立即停止抽气,导致烟气不能完全被过滤的问题发生;
17、5、本发明中,通过设置的过滤机构、蛇管以及抽气罩壳,可以对焊接过程中产生的烟雾进行过滤,过滤机构通过多种方式进行抽风,可以进一步的提高烟雾处理的效果,且通过设置的蛇管便于对抽气罩壳的位置进行调整。
- 还没有人留言评论。精彩留言会获得点赞!