一种自动压偏心轮机的制作方法
本发明涉及水泵的,尤其是涉及一种自动压偏心轮机。
背景技术:
1、水泵是一种将原动机的机械能或其他外部能量传送给液体,从而实现液体输送的作用,在生活中具有广泛的用途。
2、相关技术中的水泵,尤其是微型水泵,其缸体内部通常需要内置偏心轮以使水泵工作时能够在液体输送通道与外界之间产生压力差,并利用压力差的作用从而实现液体输送。
3、目前,在缸体与偏心轮之间的装配工艺中,一般是由半自动冲压机配合人工冲压,从而将偏心轮压入缸体内,从而完成偏心轮与缸体的装配工序。然而,这样的加工方式需要的人工介入较多,自动化程度较低,导致组装效率不高。
技术实现思路
1、为了改善现有的加工需要人工介入过多,自动化程度较低导致组装效率不高的现象,本技术提供一种自动化压偏心轮机。
2、本技术提供的一种自动压偏心轮机采用如下的技术方案:
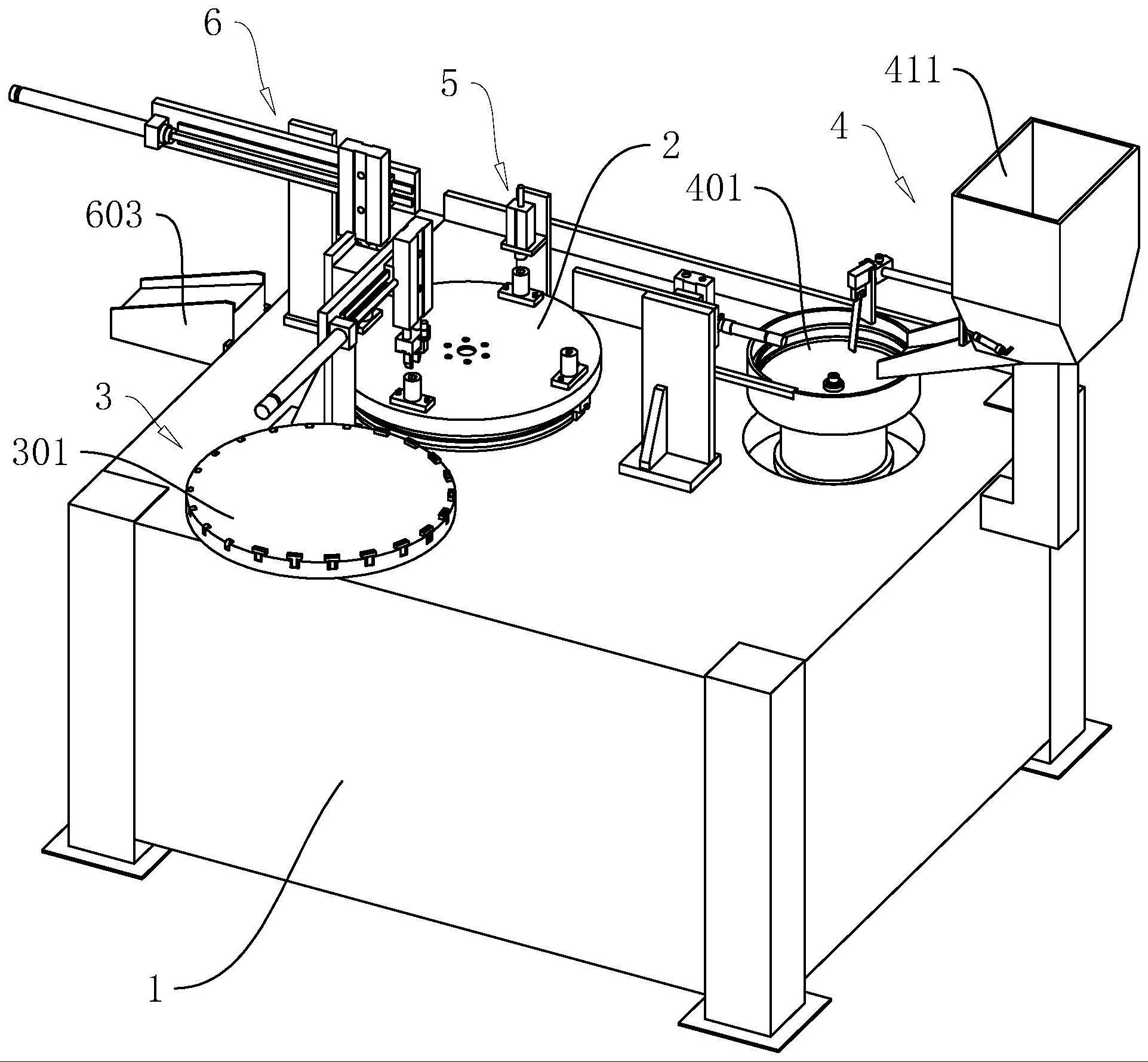
3、一种自动压偏心轮机,包括基座,所述基座上转动设置有主转盘,所述基座上绕主转盘的周向方向依次设置有缸体上料装置、偏心轮上料装置、冲压装置以及下料装置,所述主转盘上设置有用于承载缸体的缸座;
4、所述缸体上料装置包括用于传送缸体的送料组件以及用于将送料组件上的缸体转移至缸座的夹持上料组件;
5、所述冲压装置包括设置于基座上的冲压座、设置于所述冲压座上的冲压驱动件以及用于冲压的的冲压模,所述冲压驱动件的驱动冲压模沿竖直方向上下移动设置,所述冲压模也呈竖直向下设置并正对于缸座;
6、所述偏心轮上料装置包括理料组件、设置于所述理料组件与主转盘之间的偏心轮上料座以及设置于所述偏心轮上料座上的偏心轮上料滑轨,所述偏心轮上料滑轨自理料组件向主转盘方向分布,所述偏心轮上料滑轨滑移配合有偏心轮上料滑块,所述偏心轮上料滑块上设置有驱动吸头沿竖直方向上下移动的上料驱动件,所述吸头与上料驱动件连接。
7、通过采用上述技术方案,工作时,通过送料组件将缸体传入,通过夹持上料组件将送料组件上的缸体转移至主转盘的缸座上。主转盘转动至靠近偏心轮上料装置,理料组件将偏心轮原料依次有序排列,通过上料驱动件驱动吸头沿竖直方向移动,将偏心轮原料吸附,然后通过上料驱动件驱动吸头复位,接着通过驱动偏心轮上料滑块沿偏心轮上料滑轨的长度方向滑动,再次通过上料驱动件沿竖直方向移动,吸头停止吸附,从而将原料放置于缸体对应处。再次转动主转盘至冲压装置处,通过冲压驱动件驱动冲压模进行冲压。最后转动主转盘至下料装置处进行下料收集。从而无需人工介入,提升组装效率,实现自动化压偏心轮。
8、优选的,所述缸座的数量为四个,四个所述缸座沿主转盘的周向方向均匀分布,四个缸座分别对应缸体上料装置、偏心轮上料装置、冲压装置以及下料装置的位置。
9、通过采用上述技术方案,缸座设置有四个,可同时进行缸体上料,偏心轮上料,冲压以及下料工作,有利于提升加工效率。
10、优选的,所述送料组件包括转动设置于缸体上料区的送料盘,所述送料盘上开设有供缸体放置的运输槽,所述运输槽设置有若干个,若干个所述运输槽沿送料盘的周向方向均匀分布。
11、通过采用上述技术方案,将缸体运输至主转盘时,通过转动送料盘,将缸体从外部机构依次逐个传入,并通过夹持上料组件转移至主转盘。
12、优选的,所述夹持上料组件包括设置于基座上的夹持上料座以及用于夹持缸体的上料夹头,所述夹持上料座上设置有上料滑轨,所述上料滑轨自所述送料盘向所述主转盘方向分布,所述上料滑轨滑移配合有上料滑动块,所述上料滑动块的侧壁竖直设置有第一上料驱动件,所述第一上料驱动件的活塞杆竖直向下连接有夹头座,所述上料夹头连接于夹头座。
13、通过采用上述技术方案,缸体上料时,通过驱动夹头座沿竖直方向移动,上料夹头将缸体夹起,然后通过驱动夹头座复位,通过驱动上料滑动块沿上料滑轨的长度方向移动,再次通过驱动夹头座沿竖直方向移动,即可将缸体转移至主转盘,从而实现缸体的自动上料。
14、优选的,所述夹头座上还设置有用于将缸体稳定的装在缸体容腔内的顶杆,所述顶杆呈l形设置,所述顶杆的一端位于上料夹头的夹持端,所述上料夹头夹紧缸体时,所述顶杆抵接于缸体的顶面。
15、通过采用上述技术方案,杆体上料时,通过驱动顶杆沿竖直方向上下移动,从而将杆体稳定的放置在缸座中。
16、优选的,所述下料装置包括设置于基座下料区的夹持座、用于夹持缸体的下料夹头以及设置于基座上的下料斜槽,所述夹持座上设置有夹持滑轨,所述夹持滑轨自主转盘圆心向下料斜槽的方向分布,所述夹持滑轨滑移配合有下料滑动块,所述下料滑动块的侧壁竖直设置有第二下料驱动件,所述第二下料驱动件的活塞杆竖直向下设置,所述第二下料驱动件连接有下料夹头座,所述下料夹头连接于下料夹头座。
17、通过采用上述技术方案,进行下料时,通过第二下料驱动件驱动下料夹头座沿竖直方向移动,下料夹头将完成装配的缸体夹紧,然后通过驱动下料滑动块沿夹持滑轨的长度方向移动,再次驱动第二下料驱动件沿竖直方向移动,下料夹头松开缸体,使完成组装的偏心轮从下料斜槽传出,以便于将完成组装的缸体进行收集。
18、优选的,所述基座的顶面设置有环形的导轨,所述主转盘朝向基座的一侧设置有与导轨滑移配合的行走轨,所述行走轨行走于导轨上,所述行走轨包括盖设于导轨顶面的弧形轨道以及设置于弧形导轨内的球头座,所述导轨的侧边开设有弧形槽,所述弧形槽沿导轨的长度方向分布,所述球头与弧形槽滑移配合,所述弧形轨道上设置有用于调节球头与弧形槽的槽壁之间贴合度的调节组件,所述基座内设置有用于驱动主转盘间接式转动的第一步进电机,第一步进电机的输出轴连接于主转盘的圆心轴,并设置有供缸体上料装置、偏心轮上料装置、冲压装置以及下料装置进行工作的停留间隙。
19、通过采用上述技术方案,通过行走轨与导轨之间的配合,同时结合第一步进电机,使主转盘逐次转动,且缸体上料装置、偏心轮上料装置、冲压装置以及下料装置通过停留间隙进行一系列加工。
20、优选的,所述调节组件包括开设于弧形轨道背离主转盘的一侧的条形槽、一端滑移配合于所述条形槽的连杆、开设于所述弧形轨道的侧壁且与条形槽的一端连通的穿孔以及穿设于所述穿孔的螺杆。
21、通过采用上述技术方案,调节行走轨与导轨配合度时,通过螺杆调节球头与弧形槽的槽壁之间的贴合度,从而使滑头沿弧形槽的长度方向滑动的更紧密,有利于保持转动的稳定性
22、优选的,所述理料组件包括震动盘、设置于震动盘出口处的下料管,下料管可供偏心轮原料依次排列通过,所述基座上设置有用于自动补料至震动盘的续料组件。
23、通过采用上述技术方案,理料时,通过震动盘将偏心轮原料依次有序的排列至下料管,有利于将原料逐个放置在待装配的缸体中。
24、优选的,所述续料组件包括设置于基座上的续料座、设置于所述续料座上用于存料的料斗仓以及用于检测震动盘内的偏心轮原料剩余量的检测片,所述料斗仓靠近震动盘的一侧开设有下料口,所述下料口设置有下料斜槽,所述下料斜槽自出料口向震动盘向下倾斜设置,所述下料口还转动设置有用于开启或关闭下料口的控料板,所述续料座上设置有用于驱动控料板开启或关闭下料口的控料驱动件,所述续料座的一侧设置有测料座,所述测料座自续料座向震动盘方向分布,并位于所述震动盘的上方,所述测料座靠近震动盘的一端设置有检测件,所述检测片转动设置于检测件上,所述检测件与控料驱动件电性连接。
25、通过采用上述技术方案,补料时,通过检测件检测检测片是否发生转动,从而通过控料驱动件驱动控料板开启或关闭出料口,即,当检测片发生转动时,震动盘无需补料,从而关闭出料口;当检测片竖直放置时,开启出料口,偏心轮原料从下料斜槽传出,从而无需人工监管自动补料。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.工作时,通过送料组件将缸体传入,通过夹持上料组件将送料组件上的缸体转移至主转盘的缸座上。从而实现自动上料;
28、2.主转盘转动至靠近偏心轮上料装置,理料组件将偏心轮原料依次有序排列,通过上料驱动件驱动吸头沿竖直方向移动,将偏心轮原料吸附,然后通过上料驱动件驱动吸头复位,接着通过驱动偏心轮上料滑块沿偏心轮上料滑轨的长度方向滑动,再次通过上料驱动件沿竖直方向移动,吸头停止吸附,从而将原料放置于缸体对应处从而实现原理自动上料;
29、3转动主转盘至冲压装置处,通过冲压驱动件驱动冲压模进行冲压,从而对偏心轮进行冲压,并将偏心轮与缸体组装;
30、4.转动主转盘至下料装置处进行下料收集,从而将完成组装的缸体进行收集。
- 还没有人留言评论。精彩留言会获得点赞!