一种管道焊接数字化管理方法及其系统与流程
本发明涉及数字化焊接,具体是涉及一种管道焊接数字化管理方法及其系统。
背景技术:
1、焊接管道是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接管道采用的坯料是钢板或带钢,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接管道的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接管道比无缝钢管成本低、生产效率高。
2、管道焊接通常的工艺为进行外圈焊接,然而,对于一些管壁厚度较大的管道来说,单面焊接易出现焊不透的不良,因此需要在管道对接处进行双面焊接,然而管内焊接,由于难以观察,往往易出现焊接对接位置对不准的问题,而现有技术中在焊接位置对接出现较大偏差难以及时发现,直接进行焊接会影响管内焊缝的质量,进而影响管道焊接的质量,且难以对焊接设备定位机构的运行故障进行预先识别,不能对焊接设备的定位机构进行及时的校准。
技术实现思路
1、为解决上述技术问题,提供一种管道焊接数字化管理方法及其系统,本技术方案解决了上述的现有技术中在焊接位置对接出现较大偏差难以及时发现,直接进行焊接会影响管内焊缝的质量,进而影响管道焊接的质量,且难以对焊接设备定位机构的运行故障进行预先识别,不能对焊接设备的定位机构进行及时的校准的问题。
2、为达到以上目的,本发明采用的技术方案为:
3、一种管道焊接数字化管理方法,包括:
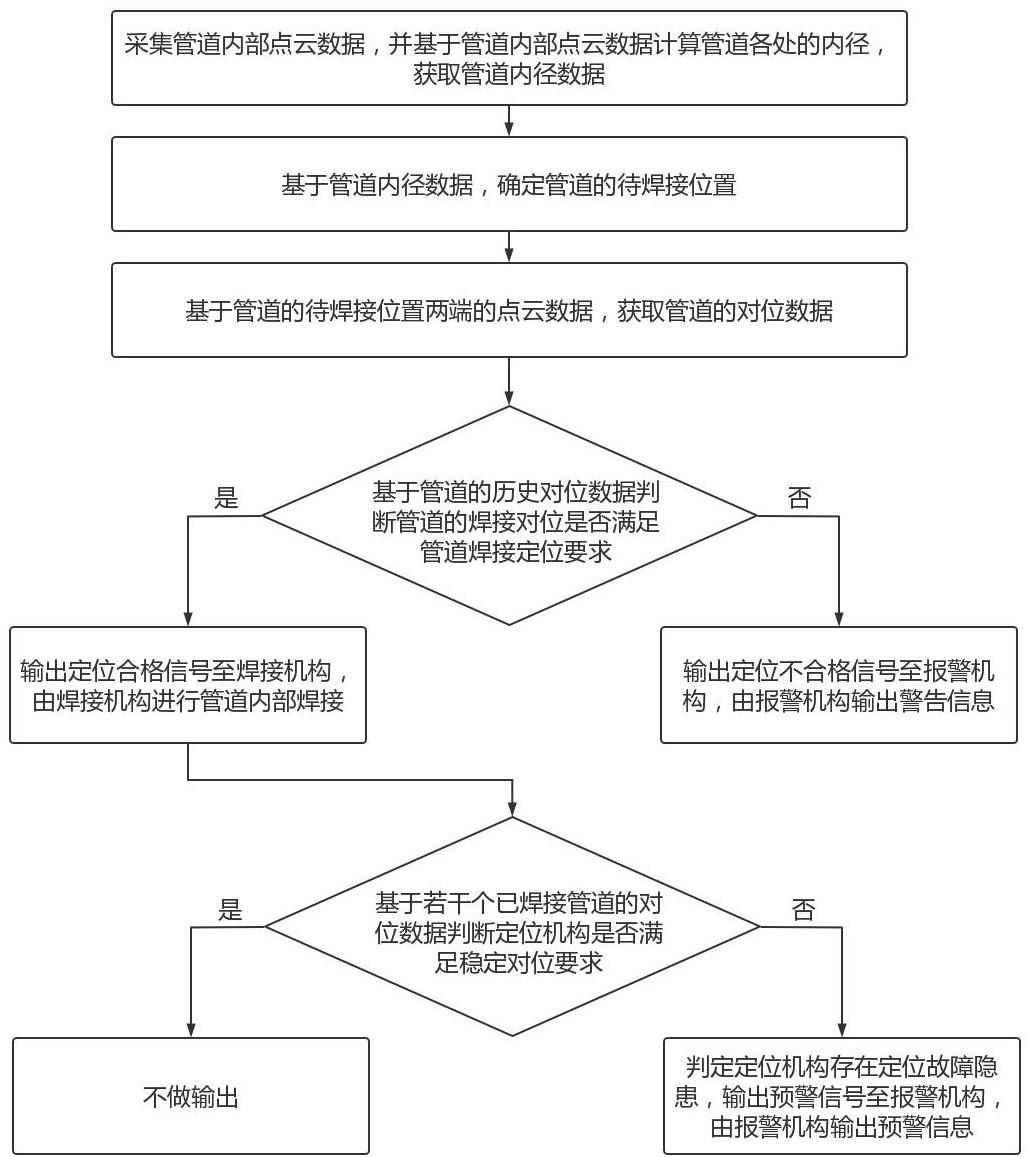
4、采集管道内部点云数据,并基于管道内部点云数据计算管道各处的内径,获取管道内径数据;
5、基于管道内径数据,确定管道的待焊接位置;
6、基于管道的待焊接位置两端的点云数据,获取管道的对位数据;
7、基于管道的历史对位数据判断管道的焊接对位是否满足管道焊接定位要求,若是,则输出定位合格信号至焊接机构,由焊接机构进行管道内部焊接,若否,则输出定位不合格信号至报警机构,由报警机构输出警告信息;
8、基于若干个已焊接管道的对位数据判断定位机构是否满足稳定对位要求,若是,则不做输出,若否,则判定定位机构存在定位故障隐患,输出预警信号至报警机构,由报警机构输出预警信息。
9、优选的,所述采集管道内部点云数据,并基于管道内部点云数据计算管道各处的内径,获取管道内径数据具体包括:
10、以管道焊接伸入端边缘圆心位置作为原点,以管道轴线方向作为y轴,以水平面作为xoy平面,建立空间直角坐标系,作为基准坐标系;
11、将管道内部点云数据输入基准坐标系,获取管道内周表面点云在基准坐标系中的坐标;
12、按照内径计算公式,计算管道内周表面点到y轴的距离均值,作为管道内径;
13、其中,所述内径计算公式具体为:
14、
15、式中,为y坐标为y处的管道内径,为y坐标为y处的内周表面点云总数,为y坐标为y处的第i个内周表面点云的x轴坐标,为y坐标为y处的第i个内周表面点云的z轴坐标。
16、优选的,所述基于管道内径数据,确定管道的待焊接位置具体包括:
17、基于管道内径粗糙度,确定检定水平值,所述管道内径粗糙度越大,检定水平值越大;
18、基于检定水平值从格拉布斯表中查取管道筛选临界标准;
19、基于筛选公式,计算管道的待焊接位置的y轴坐标;
20、其中,所述筛选公式具体为:
21、
22、式中,为y坐标为处的管道内径,为所有管道内径数据的平均值,为所有管道内径数据的标准差,为管道筛选临界标准;
23、若满足筛选公式,则为管道的待焊接位置的y轴坐标。
24、优选的,所述基于管道的待焊接位置两端的点云数据,获取管道的对位数据具体包括:
25、记管道的待焊接位置的y轴坐标为y0,记管道的待焊接位置两端最近的管道内周表面点云的y轴坐标分别为y1和y2;
26、通过对位偏差计算公式,计算管道对位偏差指标;
27、筛选出管道对位偏差指标最大值,作为管道的对位数据;
28、其中,所述对位偏差计算公式具体为:
29、
30、式中,为第i个管道对位偏差指标,为y坐标为y1处的第i个内周表面点云的x轴坐标,为y坐标为y1处的第i个内周表面点云的z轴坐标,为y坐标为y2处的第i个内周表面点云的x轴坐标,为y坐标为y2处的第i个内周表面点云的z轴坐标。
31、优选的,所述基于管道的历史对位数据判断管道的焊接对位是否满足管道焊接定位要求具体包括:
32、判断管道的对位数据是否大于偏差标准预设值;
33、若是,则判定为管道的焊接对位不满足管道焊接定位要求;
34、若否,则判定为管道的焊接对位满足管道焊接定位要求。
35、优选的,所述基于若干个已焊接管道的对位数据判断定位机构是否满足稳定对位要求具体包括:
36、按照时序从前到后依次对若干个已焊接管道的对位数据进行编号,获取已焊接管道的对位数据-编号的一一对应关系;
37、基于已焊接管道的对位数据-编号的一一对应关系,按照趋势指标计算公式计算已焊接管道的对位数据的线性变化趋势值;
38、判断对位数据的线性变化趋势值是否大于预设的趋势临界值,若是,则说明定位机构不满足稳定对位要求,若否,则说明定位机构满足稳定对位要求;
39、其中,所述趋势指标计算公式具体为:
40、
41、式中,为已焊接管道的对位数据的线性变化趋势值,为已焊接管道的对位数据总数,为编号对应的对位数据。
42、进一步的,提出一种管道焊接数字化管理系统,用于实现如上述的管道焊接数字化管理方法,包括:
43、点云采集模块,所述点云采集模块用于采集管道内部点云数据;
44、内径计算模块,内径计算模块与所述点云采集模块电性连接,所述内径计算模块用于基于管道内部点云数据计算管道各处的内径,获取管道内径数据;
45、位置确定模块,所述位置确定模块与内径计算模块电性连接,所述位置确定模块用于基于管道内径数据,确定管道的待焊接位置;
46、对位精准模块,对位精准模块与内径计算模块和位置确定模块电性连接,所述对位精准模块用于基于管道的历史对位数据判断管道的焊接对位是否满足管道焊接定位要求,若是,则输出定位合格信号至焊接机构,由焊接机构进行管道内部焊接,若否,则输出定位不合格信号至报警机构,由报警机构输出警告信息;
47、稳定性模块,稳定性模块与所述对位精准模块电性连接,所述稳定性模块用于基于若干个已焊接管道的对位数据判断定位机构是否满足稳定对位要求,若是,则不做输出,若否,则判定定位机构存在定位故障隐患,输出预警信号至报警机构,由报警机构输出预警信息。
48、可选的,所述位置确定模块具体包括:
49、数据单元,所述数据单元用于存储格拉布斯表;
50、位置确定单元,所述位置确定单元用于基于筛选公式,计算管道的待焊接位置的y轴坐标。
51、可选的,所述对位精准模块具体包括:
52、偏差指标计算单元,所述偏差指标计算单元用于通过对位偏差计算公式,计算管道对位偏差指标;
53、筛选单元,所述筛选单元用于筛选出管道对位偏差指标最大值,作为管道的对位数据。
54、可选的,所述对位精准模块具体包括;
55、趋势计算单元,所述趋势计算单元用于按照时序从前到后依次对若干个已焊接管道的对位数据进行编号,获取已焊接管道的对位数据-编号的一一对应关系,并基于已焊接管道的对位数据-编号的一一对应关系,按照趋势指标计算公式计算已焊接管道的对位数据的线性变化趋势值;
56、判断单元,所述判断单元用于判断对位数据的线性变化趋势值是否大于预设的趋势临界值,若是,则说明定位机构不满足稳定对位要求,若否,则说明定位机构满足稳定对位要求。
57、与现有技术相比,本发明的有益效果在于:
58、本发明通过对管道内部点云数据进行分析计算出管道各处的内径,并基于管道各处的内径中出现突变的位置作为焊接位置处,通过此方式,可快速精准的确定管道焊接位置,可有效的提高管道内部焊接位置的定位效率,进而提高管道焊接的效率和良率;
59、本发明通过计算管道焊接位置两端的管径差值最大值,作为管道的对位数据,可直观的反映出管道对接后,两个管道的内部的对位精准度,对于对位偏差较大的情况,及时输出警告信息,停止焊接,可有效的保证管道焊接质量,防止出现管道焊接不良品;
60、本发明通过若干个已焊接管道的对位数据相对于时间的变化趋势,进行判断定位机构是否满足稳定对位要求,通过此方式,在焊接设备的定位机构出现定位不准的恶化时,可进行快速及时的识别出,便于对焊接设备的定位机构进行及时的校准,提高焊接设备定位机构的定位稳定性。
- 还没有人留言评论。精彩留言会获得点赞!