一种火焰切割异形工件的装置和方法与流程
本发明属于异形工件切割的,具体地说,涉及一种火焰切割异形工件的装置和方法。
背景技术:
1、目前,在对异形工件进行火焰切割时,由于异形工件的结构特殊性,使得切割的效率极低,而且切割的精度无法得到保障。其实是在对表面起伏的或者具有多个面并互成角度,这些复杂的异形工件,在切割过程中,无论是物料的输送,亦或是切割头与工件表面距离的调整,后续的切割头的运动;单面切割完毕后均需要改变切割头的角度及调整其距工件另一表面的距离,以后才可以进行切割作业,操作上较为繁琐,而且效率极低。
2、在对管道等筒状结构进行切割时,会遇到多种情况,最为突出的情况为,当筒状结构内部具有填充物时,需要在筒状结构的外部对其进行切割;当筒状结构外部处于未裸露的状态,需要在筒状结构的内部对其进行切割。而且这两种情况很难实现筒状结构的径向切割和轴向切割的来回自由转换。需要人工操作,自动化程度较低,而且切割的效率也随之下降。
技术实现思路
1、本发明提供一种火焰切割异形工件的装置和方法,用以适配多种形态的待切割工件,实现对待切割工件的自动化切割,提高切割效率及切割精度。
2、为实现上述目的,本发明所采用的技术方案如下:
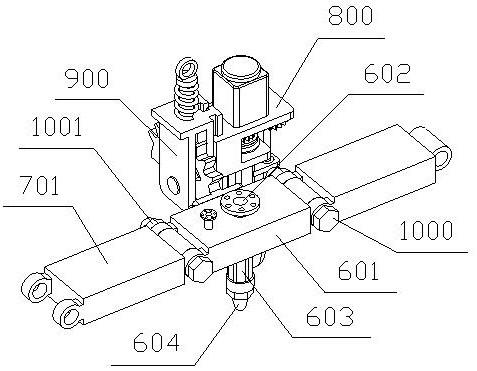
3、一种火焰切割异形工件的装置,包括间隔连接于随形链上的多个火焰切割机构,所述随形链随形设置于待切割工件上,于各所述火焰切割机构的一侧安装有转角可调式行进机构,于所述转角可调式行进机构的一侧设置有角度调整机构,所述角度调整机构与相对应的火焰切割机构可拆卸连接,且于角度调整机构与转角可调式行进机构之间构造有用于驱动火焰切割机构靠近或者远离待切割工件的直线驱动机构。
4、进一步的,所述火焰切割机构包括具有氧气腔和混合气腔的装配座,于所述装配座远离待切割工件的一端端面构造有与混合气腔连通的进气接头,于装配座靠近待切割工件的一端端面上可拆卸连接有回火止回阀,所述回火止回阀靠近待切割工件的一端连接有火焰切割头,所述火焰切割头经回火止回阀与混合气腔;于装配座上下两端分别连接有与氧气腔连通的吹渣接头和连接弯管,所述连接弯管的另一端与分配座连通,所述分配座套装于回火止回阀与火焰切割头连接处,于分配座的下端沿其周向均匀地开设有多个吹渣孔,这些吹渣孔均通过分配座与连接弯管连通。
5、进一步的,所述随形链包括依次连接的多个链体,于各所述链体的两端分别构造有第一连接耳a和第一连接耳b,相邻链体中相对应的第一连接耳a和第一连接耳b通过连接螺栓可拆卸连接,于所述连接螺栓螺纹连接有锁紧螺母;于所述装配座与随形链连接的两端分别构造有第二连接耳a和第二连接耳b,所述第一连接耳a与相对应的第二连接耳b可拆卸连接,所述第二连接耳a与相对应的第一连接耳b可拆卸连接。
6、进一步的,所述转角可调式行进机构包括安装于装配板a上的驱动电机,于所述装配板a的下方设置有装配板b,竖直设置的装配杆与装配板b转动连接,且装配杆的下端连接有轮座,于所述轮座上装配有行走轮;于所述驱动电机输出轴的下端与装配杆的上端之间构造有齿轮式离合件,且所述齿轮式离合件与行走轮传动连接。
7、进一步的,所述齿轮式离合件包括安装于驱动电机输出轴上且横截面为正多边形的连接杆,于所述连接杆上活动连接有主动齿轮,于连接杆外套装有连接弹簧,所述连接弹簧的两端分别与连接杆和主动齿轮连接,且于所述主动齿轮靠近装配杆的一端构造有上离合盘,于装配杆靠近主动齿轮的一端固定连接有下离合盘,于下离合盘内设置有电磁铁。
8、进一步的,于所述轮座上转动连接有一根竖杆,所述竖杆的上端同轴装配有从动齿轮,竖杆的下端通过直角联轴器与行走轮的轴杆连接;且在上离合盘和下离合盘分开时,从动齿轮与主动齿轮相互啮合,在上离合盘和下离合盘接触时,从动齿轮与主动齿轮彼此脱开。
9、进一步的,于所述装配杆上构造有装配板c,所述装配板c远离装配杆的一端通过枢接轴枢接有刮渣板,于所述枢接轴的两端分别套装有扭簧,各所述扭簧的两端分别与枢接轴和刮渣板连接,且所述刮渣板的下端朝向行走轮的行进方向延伸。
10、进一步的,所述角度调整机构包括通过固定轴与半调整轮转动连接的装配架,于所述半调整轮靠近火焰切割机构的一端构造有固定座,所述固定座可拆卸连接于火焰切割机构上,于所述装配架上活动连接有调节杆,于所述调节杆外套设有伸缩弹簧,所述伸缩弹簧的两端分别与调节杆和装配架连接;于半调整轮的外周面上沿其周向间隔构造有限制齿,于调节杆的两端分别构造有拉环和卡接齿,所述卡接齿插接于两个相邻的限制齿之间的间隙内。
11、进一步的,所述直线驱动机构包括与转角可调式行进机构固定连接的直线电机,所述直线电机设置于转角可调式行进机构靠近角度调整机构的一侧,于角度调整机构靠近转角可调式行进机构的一侧设置有竖向导轨,所述直线电机装配于竖向导轨上。
12、本发明还公开了一种利用上述的火焰切割异形工件的装置的方法,包括如下步骤:
13、①.对平面的待切割工件进行纵切
14、s1、将随形链和多个火焰切割机构连接在一起并组成直线的形态;
15、s2、控制所有的直线驱动机构动作,使得转角可调式行进机构的下端与待切割工件的表面接触,且火焰切割机构距待切割工件表面的距离达到预定值;
16、s3、控制所有的转角可调式行进机构同步转动,使得转角可调式行进机构的行走方向与待切割工件的长度方向一致;
17、s4、对所有的火焰切割机构进行点火,控制转角可调式行进机构同步地沿待切割工件的长度方向行进,并使得并排的火焰切割机构对待切割工件进行纵切;
18、s5、当纵切至预定位置时,控制所有的转角可调式行进机构同步转动,使得转角可调式行进机构的行走方向与待切割工件的宽度方向一致;
19、s6、控制转角可调式行进机构同步地沿待切割工件的宽度方向行进,并使得位于同一条直线上的火焰切割机构对待切割工件进行横切,用以将纵切的部分切断;
20、s7、控制转角可调式行进机构同步地沿待切割工件的宽度方向反向行进,使之回位至纵切的结束位置处;
21、s8、再重复步骤s3-s7的动作;
22、②.对待切割圆筒进行周向切割
23、step1、将随形链和多个火焰切割机构连接在一起并组成环形结构;
24、step2、将该环形结构套装在待切割圆筒外或者装配在待切割圆筒内,且环形结构与待切割圆筒的轴线重合;
25、step3、控制所有的直线驱动机构动作,使得转角可调式行进机构的下端与待切割圆筒的表面接触,且火焰切割机构距待切割圆筒表面的距离达到预定值;
26、step4、控制所有的转角可调式行进机构同步转动,使得转角可调式行进机构的行走方向与待切割圆筒的圆周方向一致;
27、step5、对所有的火焰切割机构进行点火,控制转角可调式行进机构同步地沿待切割圆筒的圆周方向行进,并使得所有的火焰切割机构对待切割圆筒进行周向切割,直至所有的火焰切割机构所切割的切割缝接续为止;
28、③.对待切割圆筒进行轴向切割
29、步骤1、将随形链和多个火焰切割机构连接在一起并组成环形结构;
30、步骤2、将该环形结构套装在待切割圆筒外或者装配在待切割圆筒内,且环形结构与待切割圆筒的轴线重合;
31、步骤3、控制所有的直线驱动机构动作,使得转角可调式行进机构的下端与待切割圆筒的表面接触,且火焰切割机构距待切割圆筒表面的距离达到预定值;
32、步骤4、控制所有的转角可调式行进机构同步转动,使得转角可调式行进机构的行走方向与待切割圆筒的轴线方向一致;
33、步骤5、对所有的火焰切割机构进行点火,控制转角可调式行进机构同步地沿待切割圆筒的轴线方向行进,并使得所有的火焰切割机构对待切割圆筒进行轴向切割。
34、本发明由于采用了上述的结构,其与现有技术相比,所取得的技术进步在于:本发明在对异形工件进行切割时,先调整随形链的形态,使得随形链的形态与异形工件的形态相适配,之后通过控制角度调整机构来调整火焰切割机构的切割角度,控制直线驱动机构来调整火焰切割机构距异形工件表面的距离,然后对每个火焰切割机构进行同步点火,控制转角可调式行进机构在异形工件上行走,实现火焰切割机构对异形工件进行连续切割作业;综上可知,本发明能够适配多种形态的待切割工件,实现对待切割工件的自动化连续切割作业,提高了切割效率及切割精度。
- 还没有人留言评论。精彩留言会获得点赞!