一种钢结构建筑用型钢弯曲加工设备及型钢弯曲加工方法与流程
本发明涉及型钢冷弯成型,具体是涉及一种钢结构建筑用型钢弯曲加工设备及型钢弯曲加工方法。
背景技术:
1、现有的型钢弯曲机是由主电机、摆线针轮减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电磁换向阀、工作油缸、顶轮及油箱等部件组成,把型钢放在弯曲机上,型钢与摆线针轮减速器带动的滚轮接触后,启动电机油泵组,由电动油泵输出的高压油经溢流阀可调整所需压力,进入电液阀,由电液阀和点动开关点进、点退控制油缸工作,工作油缸推进,将型钢与三个支撑滚轮压紧并在未发生弯曲变形时开始计算,油缸推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动型钢工作,反复操作,达到所需半径为止。但这些型钢弯曲机在弯曲较小半径时容易造成型钢局部不可控变形和弯曲较大截面型钢时因局部受力过大容易造成型钢不可控变形,主要是造成型钢中间薄板不可控变形,无法满足使用要求。
2、弯曲度是指长条轧件(型、棒、管材)在长度方向上的弯曲程度。每米长度上弯曲的弦高为每米弯曲度;总长度弯曲的总弦高同总长度的比为总弯曲度。现有的型钢弯曲机在弯曲型钢时不能实时调节型钢的弯曲程度,一般需要弯曲多次,才能将型钢的弯曲度控制到预定目标,不能在弯曲过程中根据实际的弯曲效果对弯曲机构进行调整。
3、中国专利申请号“cn201811388818.x”公开了一种型钢弯曲加工方法,按以下步骤进行:第一步骤是准备步骤;先通过旋转把手,确保各压辊与托辊之间的距离大于型钢的前端板和后端板的高度;第二步骤是初始上料步骤;将型钢由左至右依次穿过各矫正限位装置以及所述型钢双向同步弯曲装置;第三步骤是弯曲加工步骤;使拉缸液压缸和顶缸液压缸同步动作,型钢由于其前端板和后端板同步受力而发生弯曲;同步启动左驱动装置和右驱动装置的电动机,主动轮通过摩擦力驱动型钢向左移动,弯曲后的型钢向左送出工作台。
4、但是该方法得到双向同步弯曲装置仅能提供使型钢产生弯曲的压力,无法控制液压缸输出距离从而导致对型钢的弯曲程度不可控,同时型钢由双向同步弯曲装置的工作端向前移动时自身前端板和后端板已经受力发生弯曲,现有的直线型工作端无法维持输送弯曲的型钢。
技术实现思路
1、基于此,有必要针对现有技术问题,提供一种钢结构建筑用型钢弯曲加工设备,本技术方案解决了如何精准的控制液压缸的输出距离从而控制型钢的弯曲程度以及弯折后型钢的输送问题。
2、为解决现有技术问题,本发明采用的技术方案为:
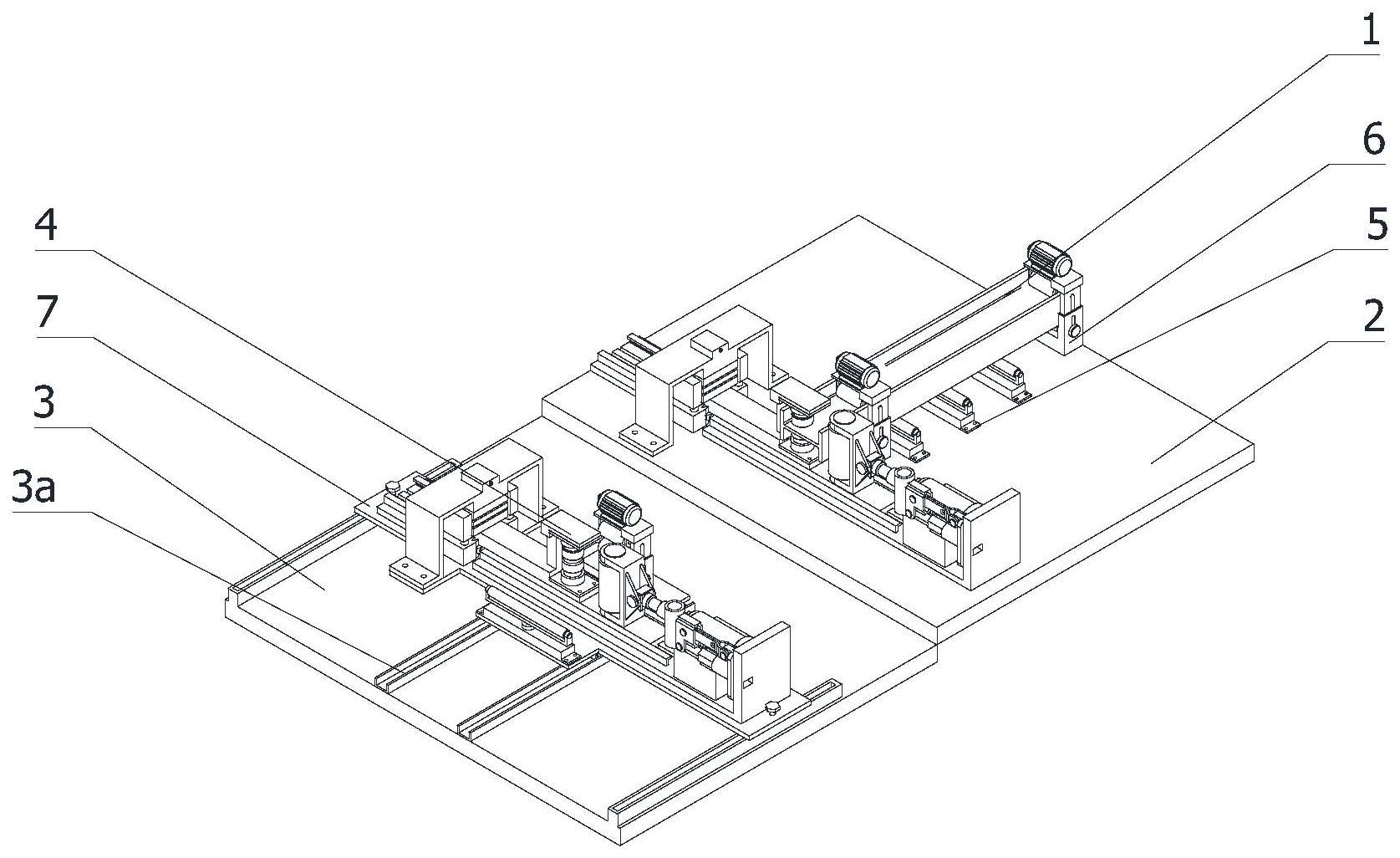
3、一种钢结构建筑用型钢弯曲加工设备,包括第一工作台和至少一个第二工作台,第一工作台与第二工作台上均安装有工作面水平设置的顶拉式压弯装置、支撑辊和驱动装置,型钢自第一工作台处向第二工作台处移动,型钢包括相对设置的前端板、后端板和连接在前端板和后端板之间的中间板,第一工作台与第二工作台之间铰接连接,第一工作台与第二工作台的工作面交错设置,第一工作台的一端固定安装有用于驱动型钢前进的驱动装置,多个支撑辊等间距分布在型钢的移动路径上,第一工作台上的顶拉式压弯装置固定安装在顶拉式压弯装置远离型钢的一端,顶拉式压弯装置的顶轮抵触型钢的后端板外侧,顶拉式压弯装置的拉轮抵触型钢的前端板内侧,顶轮与拉轮设置在垂直于型钢长度方向上的水平方向上移动对型钢施加弯曲力,顶拉式压弯装置设置有用于锁死顶轮与拉轮移动的锁死机构,锁死机构与感应元件信号连接,感应元件用于控制锁死机构的启停,第二工作台上的顶拉式压弯装置、支撑辊和驱动装置固定安装在滑动板上,滑动板滑动安装在第二工作台上的滑轨中,滑轨的延伸方向设置在型钢的移动方向上,滑动板的高度设置与第一工作台和第二工作台的高度一致。
4、优选的,第一工作台的底部设置有垂直的转轴,转轴的中心轴设置在型钢的延伸方向与顶拉式压弯装置的工作端移动方向交接点位置,第二工作台朝向第一工作台的一端设置有水平延伸的支板,支板上设置有与转轴尺寸相吻合的插孔,插孔位于第二工作台的中心平面上,转轴插装在插孔中。
5、优选的,转轴朝向第二工作台的一侧设置有垂直于第一工作台底部的限位螺杆,第二工作台的支板上设置有弧形槽,弧形槽以插孔为圆心,弧形槽的宽度与限位螺杆的直径相吻合,限位螺杆限位安装在弧形槽中,限位螺杆上螺旋安装有固定螺母。
6、优选的,顶拉式压弯装置设置有上下两个同轴设置的拉轮,拉轮的旋转轴垂直于型钢的中间板,拉轮分别设置在中间板上下两侧与前端板的内侧接触,拉轮固定安装在第一安装座上,第一安装座延垂直于型钢的移动方向的水平方向延伸,第一安装座的底部与两侧设置有突出的限位块,第一安装座两侧的限位块上设置有等间距分布的齿槽。
7、优选的,顶拉式压弯装置的顶轮安装在顶轮箱上,顶轮的旋转轴与拉轮的旋转轴平行设置,顶轮箱的旋转轴设置在第一安装座的延伸方向上,顶轮箱的底部固定安装在第一安装座的一侧,顶轮箱与液压缸的工作端连接,液压缸的工作端设置在第一安装座的延伸方向移动。
8、优选的,顶拉式压弯装置还包括有第二安装座,第二安装座上设置有与拉轮的第一安装座相吻合的限位凹槽,第一安装座限位安装在限位凹槽中,第二安装座的一端朝向锁死机构的一端设置有液压缸安装位,第二安装座朝向液压缸的一端设置有断口。
9、优选的,锁死机构包括垂直安装在第二安装座上方的安装架,安装架固定安装在断口位置,安装架的下方固定安装有第一直线驱动装置,第一直线驱动装置的中心面与第一安装座的中心面平齐,第一直线驱动装置的工作端设置在垂直于第一安装座延伸方向的水平方向上移动,第一直线驱动装置的工作端固定安装卡钳,卡钳朝向第一安装座的一侧设置有与齿槽相吻合的卡齿,所述感应元件固定安装在安装架上部的中心位置,感应元件的工作端朝向第一安装座一侧。
10、优选的,滑动板的底部安装有多个滑动滚轮,滑动滚轮与第二工作台的滑轨限位安装。
11、优选的,滑动板的两侧设置有定位机构,定位机构用于固定滑动板的位置。
12、优选的,支撑辊的工作端长度大于型钢的宽度,支撑辊的工作端与前端板与后端板的底部接触。
13、一种型钢弯曲加工方法,该型钢弯曲加工方法使用了上述一种钢结构建筑用型钢弯曲加工设备。
14、本技术相比较于现有技术的有益效果是:
15、1.本发明通过一组第一工作台与至少一组第二工作台铰接连接形成的工作台可以根据型钢弯曲度调节第二工作台的中心面与第一工作台的中心面之间的夹角,第一工作台与第二工作台工作面交错设置可以提供第一工作台与第二工作台之间更大的旋转角度,从而提高设备的加工范围。
16、2.本发明通过滑动板固定安装顶拉式压弯装置、支撑辊和驱动装置,滑动板可以在第二工作台的滑轨上滑动从而将第二工作台上的顶拉式压弯装置的工作端移动从而实现顶拉式压弯装置的工作端可以移动至至合适位置保证弯曲后的型钢可以毫无阻碍的进入顶拉式压弯装置贴合顶轮与拉轮。
17、3.本发明通过弧形槽避让限位螺杆的移动,通过在限位螺杆上螺旋安装对第一工作台与第二工作台的旋转角度进行锁死,从而保证加工过程中第一工作台与第二工作台角度的稳定。
18、4.本发明通过固定安装在第一安装座上下两侧的两组拉轮分别对中间板上方与下方的前端板侧进行同步的接触,保证顶拉式压弯装置对前端板施加的弯曲力均匀。
19、5.本发明通过液压缸保证对型钢的弯曲效果,液压缸的工作端设置在第一安装座的移动方向上移动可以带动固定在第一安装座上的顶轮与拉轮对型钢进行同步的弯曲保证对型钢两侧施加的压力相同。
20、6.本发明通过第一安装座上设置的限位块与第二安装座上的限位凹槽限位安装可以实现对第一安装座移动方向的限位,保证第一安装座移动路径的稳定从而保证对型钢的加工效果。
21、7.本发明通过第一直线驱动装置带动卡钳与第一安装座两侧的齿槽接触从而限制第一安装座的移动起到锁死的作用,安装架朝向第一安装座的一侧中心位置安装的感应元件可以检测第一安装座与安装架之间的相对距离,从而转换处液压缸的工作端的移动距离和对型钢施加的弯曲力大小,进而对液压缸与锁死机构进行控制实现对型钢的精准弯曲。
22、8.本发明通过底部安装的定位机构限位安装在第二工作台的滑轨中,可以将原本的滑动摩擦转换为滚动摩擦,方便工作人员在第二工作台上调节移动顶拉式压弯装置工作端的位置。
23、9.本发明通过滑动板的两侧设置的定位机构对滑动板位置的锁死,保证顶拉式压弯装置对型钢加工时的稳定。
24、10.本发明通过长度远大于型钢的前端板与后端板之间的宽度的支撑辊可以保证型钢弯曲后支撑辊依然可以对型钢进行支撑。
- 还没有人留言评论。精彩留言会获得点赞!