本技术涉及到通信和智能制造,尤其涉及到包含多车型加工位的汽车加工产线系统。
背景技术:
1、近年来,我国汽车业持续快速发展,汽车制造业已经成为我国重要的支柱产业之一。我国已经成为世界上汽车保有量以及消费量最多的国家,汽车产业的发展同时,带动了汽车制造装备业的发展。汽车制造对焊装生产线的要求也越来越高,高柔性高节拍是其特点,一条生产线可实现多车型共线生产。车身制造技术水平直接影响车身的结构、安全性和生产效率,由此对车身制造提出了新的需求。高节拍和高可靠性的生产,要求焊装生产线装备高度自动化。
2、目前国内外的汽车制造行业多车型同时生产,大多数均是采用一个车型配备一条独立生产线的方式,例如现有技术中,不同车型的生产线分别配备独立且功能相同的焊接机构等。实践发现,现有的这种汽车生产线配置方式不仅占地面积大、项目投资大、且自动化效率低,也不便于实现高效生产管理。
技术实现思路
1、本技术实施例提供重载回转机构切换控制装置和包含多车型加工位的汽车加工产线系统。针对现有技术不同车型的汽车生产线分别配备独立且功能相同的焊接机构,本技术实施例方案引入了焊接机构在多个车型加工位(车型加工位是汽车生产线的一个核心单元)之间的高效自动化共享机制,这就有利于降低汽车加工产线的占地面积和投资成本,并且有利于提高汽车加工产线的自动化效率等,有利于实现高效的生产管理。
2、本技术实施例提供一种重载回转机构的切换控制装置,包括:
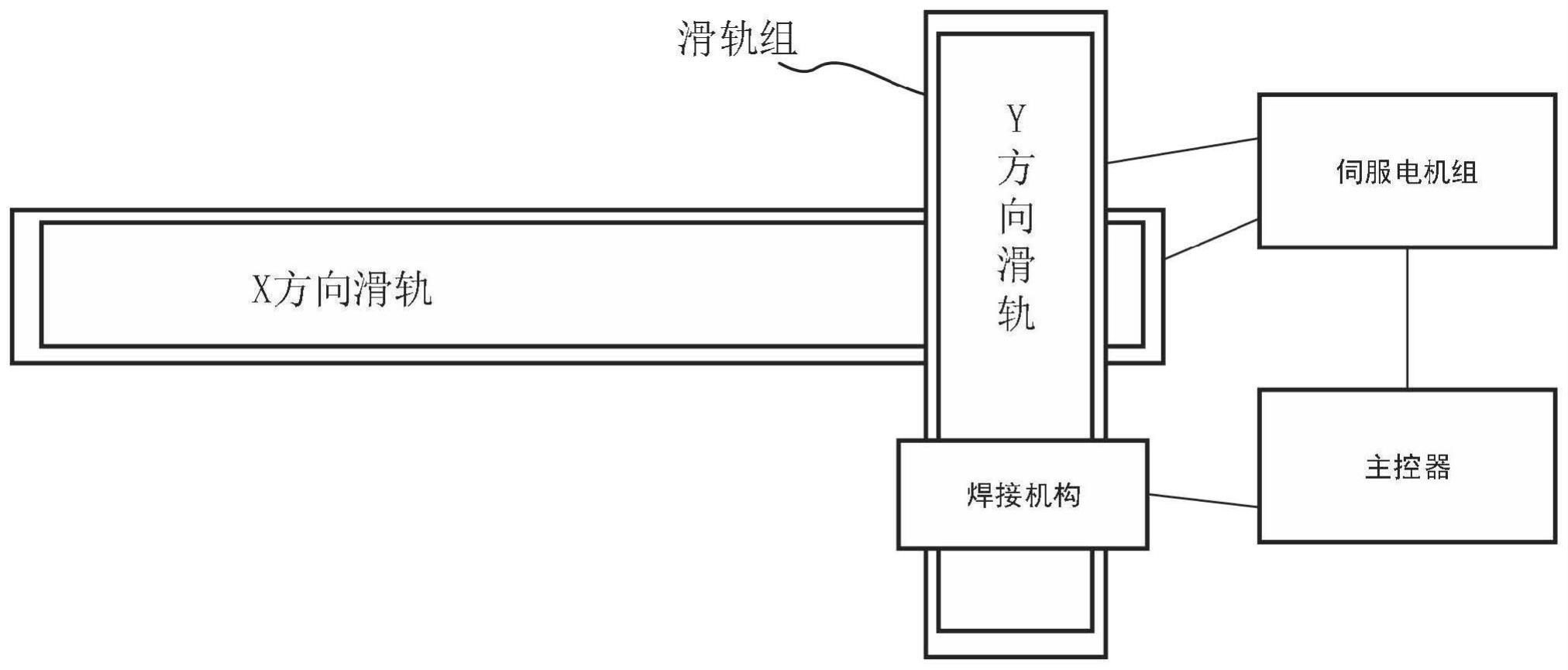
3、滑轨组、伺服电机组、焊接机构和主控器;所述伺服电机组和主控器通信连接,所述焊接机构和主控器通信连接。
4、所述滑轨组包括:x方向滑轨、y方向滑轨;所述伺服电机组包括x方向伺服电机和y方向伺服电机;所述x方向伺服电机能够驱动焊接机构在x方向滑轨上移动;所述y方向伺服电机能够驱动焊接机构在y方向滑轨上移动,所述滑轨组用于对接n个车型加工位;不同的车型加工位能够通过不同的工位标识来区别标识,所述n为大于1的整数。
5、其中,所述主控器,用于在接收到来自工位主机hostn1的携带有焊接任务文件fn1的焊接任务执行请求qn1之后,将所述焊接任务文件fn1添加到焊接任务文件队列中,其中,所述焊接任务文件fn1包含有工位标识pro-n1和任务标识tidn1,所述工位主机hostn1归属于所述n个车型加工位中所述工位标识pro-n1所表示的车型加工位。
6、所述主控器还用于,当检测到焊接任务文件fn1位于所述焊接任务文件队列的队首时(例如并且焊接任务文件队列当前不存在处于运行状态的其它焊接任务文件),在已缓存的工位标识与坐标范围映射表中查找与所述工位标识pro-n1匹配的映射记录,当查找到了映射记录pn1,则读取出所述映射记录pn1中记载的所述工位标识pro-n1所表示的车型加工位的坐标范围co-n1,向所述伺服电机组发送携带坐标范围co-n1的驱动指令。
7、所述伺服电机组,用于在接收携带坐标范围co-n1的驱动指令后,驱动所述焊接机构在所述y方向滑轨上移动和/或在所述x方向滑轨上移动,以使得所述焊接机构移动到所述坐标范围co-n1;当所述焊接机构移动到所述坐标范围co-n1之后,向所述主控器反馈驱动指令执行完成响应,所述驱动指令执行完成响应用于指示所述焊接机构已移动到所述坐标范围co-n1。
8、所述主控器还用于,在接收到所述驱动指令执行完成响应后,从焊接任务文件队列中读取出焊接任务文件fn1,向所述驱动焊接机构下发焊接任务执行指令cotn1-1,所述焊接任务执行指令cotn1-1携带有焊接任务文件fn1。
9、所述焊接机构用于在接收到携带所述焊接任务文件fn1的焊接任务执行指令cotn1-1之后,通过运行所述焊接任务文件fn1来执行所述任务标识tidn1所表示的焊接任务tn1。
10、可以理解,焊接任务文件用于描述焊接任务,例如焊接任务文件fn1能够描述出任务标识tidn1所表示的焊接任务tn1。
11、在一些可能的实施方式中,所述主控器还可用于:将所述焊接任务文件fn1添加到焊接任务文件队列中之后,在焊接任务文件队列中将所述焊接任务文件fn1的工作状态标记为待启动状态。
12、其中,所述主控器还用于:在从焊接任务文件队列中读取出焊接任务文件fn1时,在焊接任务文件队列中将所述焊接任务文件fn1的工作状态标记为运行状态。
13、所述焊接机构还用于,在所述任务标识tidn1所表示的焊接任务tn1执行完成之后,向所述主控器发送焊接任务执行指令完成响应rcotn1-1,所述焊接任务执行指令完成响应rcotn1-1用于指示所述焊接任务tn1执行完成。
14、其中,所述主控器还用于,在接收到来自所述焊接机构的所述焊接任务执行指令完成响应rcotn1-1之后,将所述焊接任务文件fn1从焊接任务文件队列中删除。
15、在一些可能的实施方式中,焊接任务文件还可包括优先级标识,这个优先级标识用于标识出相应焊接任务的优先级。例如焊接任务文件还包括优先级标识priid1,这个优先级标识priid1用于标识任务标识tidn1所表示焊接任务tn1的优先级。当焊接任务文件队列存在包含了优先级标识priid1的y个焊接任务文件,所述y为正整数,则焊接任务文件fn1在焊接任务文件队列中的位置为该y个焊接任务文件的最后一个位置;其中,焊接任务文件队列中包含相同优先级标识的焊接任务文件被相邻放置,其中,包含的优先级标识所表示的优先级越高的焊接任务文件,则其在焊接任务文件队列中所处位置距离队首位置越近。
16、在一些可能的实施方式中,所述主控器还用于向所述焊接机构发送包含工位标识pro-n1和任务标识tidn1的任务中断指令;
17、所述焊接机构还用于在接收到所述任务中断指令后,停止运行所述焊接任务文件fn1以中断执行焊接任务tn1,并在所述焊接任务文件fn1中标记任务中断点dx1,向所述主控器发送任务中断指令响应,所述任务中断指令响应中携带标记了任务中断点dx1的焊接任务文件fn1;
18、所述主控器还用于,在接收到任务中断指令响应后,读取所述任务中断指令响应中携带的标记了任务中断点dx1的焊接任务文件fn1,使用读取到的标记了任务中断点dx1的焊接任务文件fn1,来替换掉焊接任务文件队列中当前缓存的焊接任务文件fn1,并在焊接任务文件队列中将标记了任务中断点dx1的焊接任务文件fn1的工作状态标记为中断状态。
19、在一些可能的实施方式中,主控器当检测到焊接任务文件fn1位于所述焊接任务文件队列的队首,且焊接任务文件队列中不存在工作状态标记为运行状态的其它焊接任务文件,则可在已缓存的工位标识与坐标范围映射表中查找与所述工位标识pro-n1匹配的映射记录,当查找到了映射记录pn1,则读取出所述映射记录pn1中记载的所述工位标识pro-n1所表示的车型加工位的坐标范围co-n1,向所述伺服电机组发送携带坐标范围co-n1的驱动指令。
20、所述伺服电机组,用于在接收携带坐标范围co-n1的驱动指令后,驱动所述焊接机构在所述y方向滑轨上移动和/或在所述x方向滑轨上移动,以使得所述焊接机构移动到所述坐标范围co-n1;当所述焊接机构移动到所述坐标范围co-n1之后,向所述主控器反馈驱动指令执行完成响应,所述驱动指令执行完成响应用于指示所述焊接机构已移动到所述坐标范围co-n1。
21、所述主控器还用于,在接收到所述驱动指令执行完成响应后,从焊接任务文件队列中读取出标记了任务中断点dx1的焊接任务文件fn1,向所述驱动焊接机构下发焊接任务执行指令cotn1-2,并在焊接任务文件队列中将标记了任务中断点dx1的焊接任务文件fn1的工作状态标记为运行状态,所述焊接任务执行指令cotn1-2携带有标记了任务中断点dx1的焊接任务文件fn1。
22、其中,所述焊接机构,用于在接收到携带焊接任务文件fn1的焊接任务执行指令cotn1-2之后,从所述焊接任务文件fn1中标记的任务中断点dx1开始运行所述焊接任务文件fn1,进而从任务中断点dx1开始继续执行任务标识tidn1所表示的焊接任务tn1。
23、在另一些可能的实施方式中,所述主控器还用于向所述焊接机构发送包含工位标识pro-n1和任务标识tidn1的任务中断指令;
24、所述焊接机构还用于在接收到所述任务中断指令后,停止运行所述焊接任务文件fn1以中断执行焊接任务tn1,并在所述焊接任务文件fn1中标记任务中断点dx1,向所述主控器发送任务中断指令响应,所述任务中断指令响应中携带标记了标记任务中断点dx1的所述焊接任务文件fn1;
25、所述主控器还用于在接收到任务中断指令响应之后,读取所述任务中断指令响应中携带的所述焊接任务文件fn1,并且向所述工位主机hostn1发送焊接质检指令,当接收到所述工位主机hostn1反馈的焊接质检指令响应后,读取所述焊接质检指令响应携带的焊接质检文件,基于所述焊接质检文件得到所述焊接任务tn1已执行部分的焊接质量评估结果;若所述焊接质量评估结果为符合要求,则使用读取到的标记了任务中断点dx1的焊接任务文件fn1,来替换掉焊接任务文件队列中当前缓存的焊接任务文件fn1,并在焊接任务文件队列中将标记了任务中断点dx1的焊接任务文件fn1的工作状态标记为中断状态;若焊接质量评估结果为不符合要求,则根据焊接质量评估结果,将从所述任务中断指令响应中读取到的所述焊接任务文件fn1中标记的任务中断点dx1修改为任务中断点dx2,所述任务中断点dx1晚于所述任务中断点dx2;使用标记了任务中断点dx2的焊接任务文件fn1,来替换掉焊接任务文件队列中当前缓存的焊接任务文件fn1,并在焊接任务文件队列中将标记了任务中断点dx2的焊接任务文件fn1的工作状态标记为中断状态。
26、在一些可能的实施方式中,所述主控器还用于,当检测到焊接任务文件fn1位于所述焊接任务文件队列的队首时(例如并且焊接任务文件队列当前不存在处于运行状态的其它焊接任务文件),在已缓存的工位标识与坐标范围映射表中查找与所述工位标识pro-n1匹配的映射记录,当查找到了映射记录pn1,则读取出所述映射记录pn1中记载的所述工位标识pro-n1所表示的车型加工位的坐标范围co-n1,向所述伺服电机组发送携带坐标范围co-n1的驱动指令;
27、所述伺服电机组还用于,在接收携带坐标范围co-n1的驱动指令后,驱动所述焊接机构在所述y方向滑轨上移动和/或在所述x方向滑轨上移动,以使得所述焊接机构移动到所述坐标范围co-n1;当所述焊接机构移动到所述坐标范围co-n1之后,向所述主控器反馈驱动指令执行完成响应,所述驱动指令执行完成响应用于指示所述焊接机构已移动到所述坐标范围co-n1;
28、所述主控器还用于,在接收到所述驱动指令执行完成响应后,从焊接任务文件队列中读取出标记了任务中断点dx2的焊接任务文件fn1,向所述驱动焊接机构下发焊接任务执行指令cotn1-3,并在焊接任务文件队列中将标记了任务中断点dx2的焊接任务文件fn1的工作状态标记为运行状态,所述焊接任务执行指令cotn1-3携带有标记了任务中断点dx2的焊接任务文件fn1;
29、其中,所述焊接机构还用于,在接收到携带焊接任务文件fn1的焊接任务执行指令cotn1-3之后,从所述焊接任务文件fn1中标记的任务中断点dx2开始运行所述焊接任务文件fn1,进而从任务中断点dx2开始继续执行任务标识tidn1所表示的焊接任务tn1。
30、可以理解,主控器发起某焊接任务的中断流程,可能是因为收到了优先级更高的焊接任务,或也可能是由于其它突发情况导致必须进行中断。通过标记任务中断点,可以在后续很好的接续被中断的焊接任务。
31、在一些可能的实施方式中,所述主控器还用于,在向所述焊接机构发送包含工位标识pro-n1的任务中断指令之前,接收工位主机hostn2下发焊接任务执行请求qn2,所述焊接任务执行请求qn2携带有焊接任务文件fn2,所述焊接任务文件fn2包含工位标识pro-n2和任务标识tidn2,所述焊接任务文件fn2包含还优先级标识priid2,所述优先级标识priid2用于标识任务标识tidn2所表示焊接任务tn2的优先级;所述工位标识pro-n2用于表示所述n个车型加工位中与工位主机hostn2对应的车型加工位;将所述焊接任务文件fn2添加到焊接任务文件队列中,在焊接任务文件队列中将所述焊接任务文件fn2的工作状态标记为待启动状态;
32、其中,当焊接任务文件队列存在包含了优先级标识priid2的x个焊接任务文件,其中,所述x为正整数,则焊接任务文件fn2在焊接任务文件队列中的位置为该x个焊接任务文件的最后一个位置;其中,焊接任务文件队列中包含相同优先级标识的焊接任务文件被相邻放置,其中,包含的优先级标识所表示的优先级越高的焊接任务文件,则其在焊接任务文件队列中所处位置距离队首位置越近;
33、所述主控器还用于,当检测到焊接任务文件fn2处于焊接任务文件队列的队首,且焊接任务文件队列中任务文件fn1的工作状态为运行状态,且所述优先级标识priid2所表示的优先级比优先级标识priid1所表示的优先级高出至少2级,则执行向所述焊接机构发送包含工位标识pro-n1和任务标识tidn1的任务中断指令的步骤,并在已缓存的工位标识与坐标范围映射表中查找与所述工位标识pro-n2匹配的映射记录,当查找到了映射记录pn2,则可读取出所述映射记录pn2中记载的所述工位标识pro-n2所表示的车型加工位的坐标范围co-n2,向所述伺服电机组发送携带坐标范围co-n2的驱动指令;
34、所述伺服电机组,用于在接收到携带坐标范围co-n2的驱动指令后,驱动所述焊接机构在所述y方向滑轨上移动和/或在所述x方向滑轨上移动,以使得所述焊接机构移动到所述坐标范围co-n2;当所述焊接机构移动到所述坐标范围co-n2后,向所述主控器反馈驱动指令执行完成响应,所述驱动指令执行完成响应用于指示所述焊接机构已移动到所述坐标范围co-n2;
35、所述主控器还用于,在接收到所述驱动指令执行完成响应后,从焊接任务文件队列中读取出携带工位标识pro-n2的焊接任务文件fn2,向所述驱动焊接机构下发焊接任务执行指令cotn2-1,并在焊接任务文件队列中将焊接任务文件fn2的工作状态标记为运行状态,所述焊接任务执行指令cotn2-1携带有焊接任务文件fn2,所述焊接任务文件fn2中包含工位标识pro-n2;
36、所述焊接机构,用于在接收到携带所述焊接任务文件fn2的焊接任务执行指令cotn2-1之后,通过运行所述焊接任务文件fn2来执行所述焊接任务文件fn2所描述的焊接任务tn2。
37、本技术实施例第二方面提供一种汽车加工产线系统,可包括:n个车型加工位和如权利要求1至7任意一项所述的重载回转机构的切换控制装置。
38、其中,所述n个车型加工位中的每个加工位分别包括工位主机,所述工位主机用于向重载回转机构的切换控制装置发送携带有焊接任务文件的焊接任务执行请求。
39、可以看出,本技术实施例方案中,在汽车加工产线系统中引入了重载回转机构的切换控制装置,切换控制装置可根据车型加工位的工位主机发起的焊接任务,来调度焊接机构执行相关焊接任务,且多个车型加工位可以共享一个焊接机构。相对于现有技术不同车型的汽车生产线分别配备独立且功能相同的焊接机构的方案,本技术实施例方案引入了焊接机构在多个车型加工位(车型加工位是汽车生产线的一个核心单元)之间的高效自动化共享机制,这样就有利于提高焊接机构的利用效率,并且引入焊接机构的多个车型加工位共享机制,有利于降低汽车加工产线的占地面积和投资成本,并且可提高汽车加工产线的自动化效率等,有利于实现高效的生产管理。