本发明属于激光焊接,尤其涉及一种铌合金与碳化硅玻璃的激光焊接方法。
背景技术:
1、高功率激光的场合,由于激光能量密度高,常规的硅铝系等玻璃不能满服役要求。在核电、化工等场合,由于环境苛刻复杂、存在化学腐蚀、高温等多变的环境,常规的玻璃也同样满足不了使用要求。同玻璃相封接的金属,如铌合金、不锈钢、可伐合金也同样满足不了服役要求。
2、碳化硅玻璃是一种新型透明陶瓷材料,具有优异的性能,如高温、高压、耐腐蚀、优异的力学强度等。由于这些特性,从而可以应用在高功率激光器领域,如碳化硅玻璃可用于高功率激光器的窗口、反射镜和透镜,还可用于光学装置中的窗口、棱镜和镜头等。在化学工业领域,制造化学反应器、燃烧室、炉具、加热元件和电极等。正是这些优点,造成该玻璃可以服役于化工、核电等环境苛刻的使用环境。
3、碳化硅玻璃与金属的封接方法有很多种,其中研究最多、理论较成熟的方法是匹配封接,匹配封接的过程为在封接前先对金属进行预氧化处理,使金属表面生成一层厚度适当致密的氧化膜,再将金属与碳化硅玻璃放在高温炉中加热,金属与加热后的碳化硅玻璃通过扩散熔融而完成结合,保温一定时间后冷却至室温,取出金属-碳化硅玻璃复合材料。但是匹配封接过程需要在炉中加热然后冷却,因此采用匹配封接的生产方法需要较长的生产周期,同时铌合金的氧化对铌合金的光亮等特性产生了不利的影响,不利于常规生产。为了缩短生产周期,加快生产速度和保证封接的服役要求,直接将金属与碳化硅玻璃进行焊接成为生产主流。
4、常规的玻璃与金属的封接,使用ag-cu-ti在高温环境下进行钎焊,但该钎焊材料的熔点一般在500℃-600℃,最高一般不超过1000℃,同时ag-cu-ti钎焊后的结合体一般只能服役在500℃以下的工作场合。该钎焊的封接体不能满足复杂服役环境,如高温、腐蚀等。同时对于化工、核电等场合的大型装置的玻璃窗口,还存在不方便进行在炉子中进行加热封接的问题。因此,在常规条件下实现铌合金与碳化硅玻璃封接工艺是一个急需解决的现实问题。
5、近年来,针对金属与玻璃的焊接技术也做了相关较多的研究,如专利文献《玻璃与金属真空扩散焊接工艺》(申请号200810243068.7)、《一种玻璃和金属真空钎焊工艺》(申请号200910234678.5)等公开的焊接工艺的操作环境是需要在真空条件下,但是碳化硅玻璃、金属的尺寸大小受到真空室的限制,一些大尺寸材料的焊接就无法采用该种焊接工艺。又如专利文献《金属与玻璃及陶瓷之间的阳极焊接方法》(申请号200310105894.2)、《金属焊接有密封条和安装孔的凸面真空玻璃》(申请号201310298572.8)等公开的焊接工艺一方面受到焊接真空室大小的限制,另一方面工时消耗较大,常规ag-cu-ti钎焊的封接体不能满足服役要求,不能快速、有效地实现碳化硅玻璃与金属的焊接,所得产品质量也不能达标。
6、因此,为了突破高功率激光、核电、化工等场合中nb金属与碳化硅玻璃高温封接的限制,解决工时消耗过大的问题,同时提高产品的质量,需要设计一种简单可控、焊缝良好的焊接方法来实现金属与碳化硅玻璃的优良焊接。
技术实现思路
1、为解决上述技术问题,本发明提供了一种铌合金与碳化硅玻璃的激光焊接方法,充分发挥了铌合金与碳化硅玻璃的性能,采用激光直接熔化焊接,摒弃了传统利用放在真空室中进行钎焊的方法和对铌合金进行高温氧化生成氧化膜然后再封接的办法,解决了封接强度低和传统封接对尺寸规格限制的弊端,同时避免了ag-cu-ti常规钎料封接满足不了服役要求的弊端。
2、本发明的第一个目的是提供一种铌合金与碳化硅玻璃的激光焊接方法,包括以下步骤,
3、s1、根据待焊接的铌合金和碳化硅玻璃的尺寸、形状,设定加工轨迹,并进行焊接夹具准备;
4、s2、对待焊接的铌合金和碳化硅玻璃进行预处理操作;
5、s3、采用焊接夹具按照要求对s2中预处理后的铌合金和碳化硅玻璃进行夹持,做好焊接准备;
6、s4、设定激光器激光加工参数;
7、s5、激光器按照s1设定的加工轨迹对铌合金和碳化硅玻璃进行激光焊接操作,形成铌合金-碳化硅玻璃焊接体;
8、s6、拆除焊接夹具,完成整个焊接操作流程。
9、在本发明的一个实施例中,在s1中,所述铌合金和碳化硅玻璃是指能够用于航空航天、核电、高功率激光、化工等场合的电子产品的所有铌合金和碳化硅玻璃。
10、在本发明的一个实施例中,在s2中,所述预处理操作包括:
11、对待焊接的铌合金进行气相沉积处理,在铌合金表面形成一层ti-co-nb膜;
12、对待焊接的碳化硅玻璃进行清水洗净、冷却风干。
13、在本发明的一个实施例中,所述ti-co-nb膜的厚度为5μm-20μm,气相沉积过程必须控制好ti-co-nb膜的厚度,若ti-co-nb厚度过薄时,其结合由于应力缓冲区太小,不易实现焊接(封接强度低),若ti-co-nb膜过厚时,应力缓冲区过大,也不易实现有效焊接(封接强度低)。
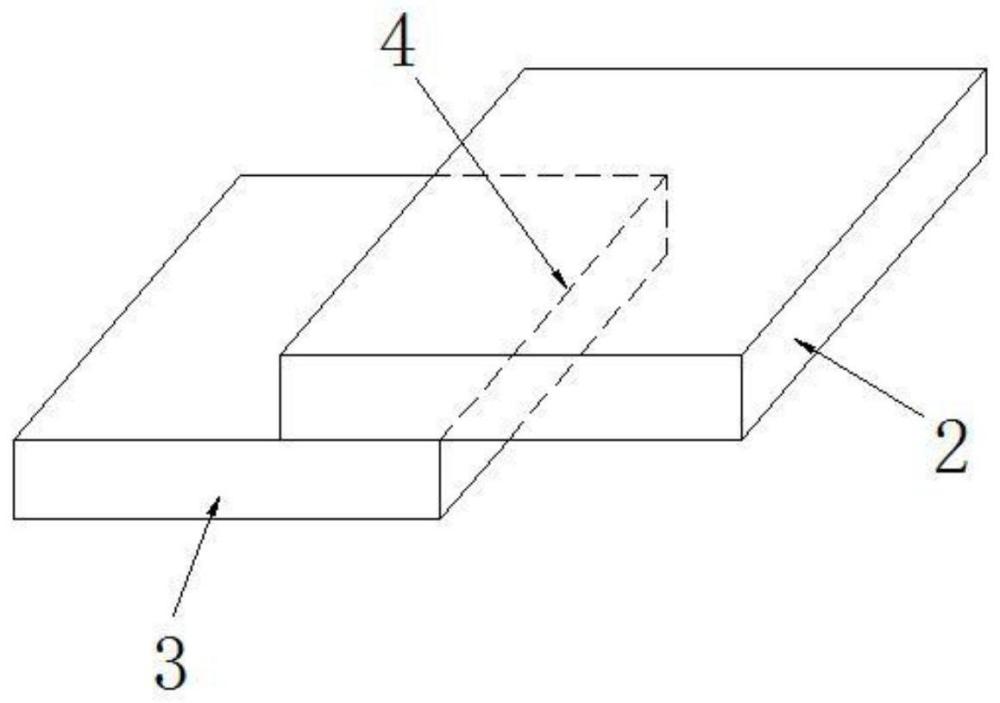
14、在本发明的一个实施例中,在s3中,碳化硅玻璃覆盖在铌合金的部分表面上,焊接夹具分别抵住碳化硅玻璃的表面和铌合金的底面,提供垂直方向上的夹持力,铌合金被覆盖住的侧边为焊缝,位于碳化硅玻璃表面上的两个焊接夹具间存在焊接作业区,焊缝在垂直方向上位于焊缝作业区中。
15、在本发明的一个实施例中,在s4中,所述激光器采用波长为800nm-1070nm的固体激光器。
16、在本发明的一个实施例中,在s4中,所述激光加工参数为:激光扫描速度为1mm·s-1-3.3mm·s-1,焦距为-3mm≤f≤0mm,激光功率为150w-299w,脉冲宽度为0.1ms-20ms,频率为20hz-30hz。
17、在本发明的一个实施例中,在s5中,所述激光焊接操作在保护气氛中进行。
18、在本发明的一个实施例中,所述保护气氛为氩气气氛。
19、在本发明的一个实施例中,在s5中,激光器按照s1设定的加工轨迹,激光器发射的激光束穿透碳化硅玻璃直接聚焦在铌合金的表面上,将其熔化后与碳化硅玻璃进行接合。
20、本发明的第二个目的是提供一种所述的激光焊接方法制得的铌合金-碳化硅玻璃焊接体。
21、本发明的技术方案相比现有技术具有以下优点:
22、本发明所述的激光焊接方法采用的铌合金的优良性能使其成为航空航天与核工业中高温结构件的重要材料之一,可作为火箭发动机、航天飞船和核反应堆的关键部位。铌合金强度能保持到1500℃以上,延展性良好,能进行一定的机械变形。铌合金不仅具有良好的力学性能,而且其物理化学性质也非常稳定,热中子俘获截面较小,在腐蚀介质中极为稳定。碳化硅玻璃的硬度仅次于金刚石和立方氮化硼,是一种新型透明陶瓷玻璃,在诸多特殊的场合具有独特的应用。其与nb合金的匹配组合应用具有非常重要的意义。常用的ag-cu-ti钎料钎焊接头服役温度较低,不能满足高温等苛刻环境的服役条件。而本发明中采用的ti-co-nb材料体系作为一种新型的封接材料,具有服役温度高,同nb合金和碳化硅玻璃的润湿性军比较好的优点。同时还不需要再炉子中进行高温钎焊,具有显著的技术进步。这是除了炉子中高温长时间保温的封接技术之外的新技术突破和应用。