一种薄壁钛合金管的加工装置及其加工工艺的制作方法
本发明涉及钛合金管薄壁加工,具体为一种薄壁钛合金管的加工装置及其加工工艺。
背景技术:
1、cnc机床是指采用计算机数控技术控制的机床。cnc是计算机数控的缩写。cnc机床使用先进的控制系统,通过预先编程的指令,可实现对机床运动轴的精确控制,从而完成各种复杂的加工任务。cnc机床在加工薄壁钛合金管方面有着广泛的应用,钛合金是一种轻巧但强度高的金属材料,常用于航空航天、医疗器械等领域。机械性能优良且抗腐蚀能力强,但其加工难度较大,在加工薄壁钛合金管时,需要选择合适的切削参数,这包括切削速度、进给速度和切削深度等。合理的切削参数可提高加工效率,减少刀具磨损,cnc机床通过先进的数控系统可以实现多轴加工,适用于复杂的外形结构和精细加工。常见的加工工艺包括铣削、钻孔、车削等。对于薄壁钛合金管的加工,通常采用精细且稳定的进给和切削策略,以避免变形和损伤,薄壁钛合金管的加工过程需要控制好加工温度、切削力等因素,以避免引起管壁的过度变形、破坏等问题。此外,加工过程中要确保刀具尺寸、夹具的稳定性,以提高加工的精度和质量。
2、现有的cnc机床在加工钛合金管的薄壁时,不能从根源处减低钛合金管毛坯内壁发生颤抖,颤抖会造成切削过程中的不稳定性,导致加工精度下降,加工精度降低可能会导致尺寸偏差、表面质量问题等,颤抖会导致刀具与钛合金管内壁之间的剧烈摩擦和振动,可能在钛合金管的内壁上产生划痕、毛刺甚至破损,从而降低管道的表面质量,且由于颤抖带来的切削力的不稳定性,可能导致钛合金管在加工过程中发生变形,这可能会导致加工尺寸偏差,甚至影响到整个零件的装配和功能,最终导致钛合金管薄壁厚度不一致,产品尺寸不合格。
3、技术方案
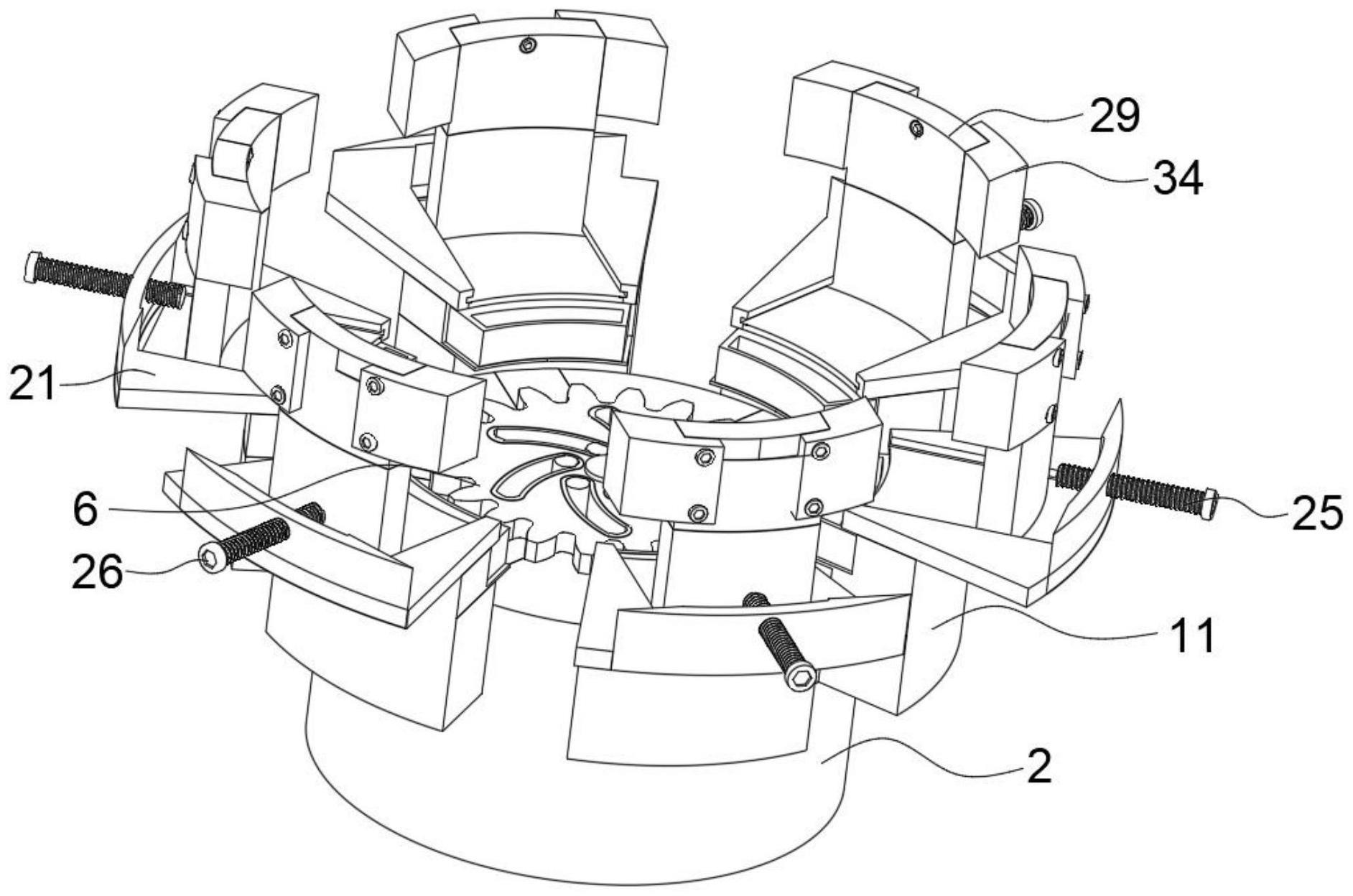
4、为实现以上目的,本发明通过以下技术方案予以实现:一种薄壁钛合金管的加工装置及其加工工艺,包括cnc机床和安装在cnc机顶端表面的加工台面,所述加工台面的内部安装有动力组件,所述动力组件的外侧表面分布均匀安装有圆弧板,所述圆弧板的内部开设有弧环腔,所述弧环腔的内壁处弧环块,所述弧环块的内侧表面安装有钛合金管内侧固定组件,所述圆弧板的内部安装有内侧移动组件,所述圆弧板的顶端表面安装有圆弧侧块,所述圆弧侧块的内部开设有t形滑腔,所述t形滑腔的内壁处活动安装有t形滑块,所述圆弧侧块的内侧表面安装有侧边移动组件,所述t形滑块的内部开设有滑块腔,所述滑块腔的内壁处安装有电动伸缩杆,所述电动伸缩杆输出端的外侧表面安装有延伸块,所述延伸块的内部安装有检测组件,所述延伸块的两端表面皆安装有加长紧密贴合组件。
5、进一步地,所述动力组件包括步进步进电机和旋转轴,所述步进电机安装在加工台面的内部,所述旋转轴活动安装在步进电机输出端的外侧表面,所述旋转轴的一端表面延伸至加工台面的外侧表面。
6、进一步地,所述旋转轴的顶端表面安装有主动齿轮,所述加工台面的顶端表面活动安装有从动轴,所述从动轴的顶端表面安装有从动齿轮,所述从动齿轮的外侧表面与主动齿轮的外侧表面相互啮合。
7、进一步地,所述从动齿轮的内部分布均匀开设有圆弧槽,所述加工台面的内部分布均匀开设有移动槽,所述移动槽的内壁处活动安装有移动块,所述移动块的一端表面与圆弧板的内侧表面固定连接。
8、进一步地,所述移动块的顶端表面安装有限位柱,所述限位柱的外侧表面与圆弧槽的内壁处活动接触。
9、进一步地,所述钛合金管内侧固定组件包括升降腔和第二弹簧,所述升降腔开设在弧环块的内部,所述第二弹簧分布均匀安装在升降腔的内壁处,所述第二弹簧的顶端表面安装有内侧固定弧环,所述内侧固定弧环的外侧表面与升降腔的内壁处活动接触。
10、进一步地,所述内侧移动组件包括第一弹簧和第一螺纹钉槽,所述第一弹簧分布均匀安装在弧环腔的内壁处,所述第一弹簧的一端表面与弧环块的一端表面固定连接,所述第一螺纹钉槽开设在圆弧板的内部,所述第一螺纹钉槽的内壁处活动安装有第一螺纹挤压钉,所述第一螺纹挤压钉上设有第一六角螺纹槽,所述第一螺纹挤压钉的一端表面与弧环块的一端表面活动接触。
11、进一步地,所述侧边移动组件包括第二螺纹钉槽和第二螺纹挤压钉,所述第二螺纹钉槽开设在圆弧侧块的内部,所述第二螺纹挤压钉活动安装在第二螺纹钉槽的内壁处,所述第二螺纹挤压钉上设有第二六角螺纹槽,所述第二螺纹挤压钉的一端表面与t形滑块一端表面活动接触。
12、进一步地,所述检测组件包括检测腔和控制器,所述检测腔开设在延伸块的内部,所述控制器安装在检测腔的内壁处,所述控制器的一端表面安装有第三弹簧,所述第三弹簧的一端表面安装有压力检测头,所述加长紧密贴合组件包括加长块和第三螺纹挤压钉,所述加长块活动安装在延伸块的外侧表面,所述加长块的内部和延伸块的内部皆开设有第三螺纹钉槽,所述第三螺纹挤压钉活动安装在第三螺纹钉槽的内壁处,所述第三螺纹挤压钉上设有第三六角螺纹槽。
13、一种薄壁钛合金管的加工工艺,包括以下步骤:
14、s1、将钛合金管毛坯放置到cnc机床的加工台面上,启动动力组件,动力组件同步带动若干个圆弧板进行移动,将钛合金管毛坯放置到弧环块上,钛合金管毛坯对内侧固定弧环再升降腔内进行挤压,若干个圆弧侧块对钛合金管毛坯进行稳定固定;
15、s2、将t形滑块在t形滑腔向远离钛合金管毛坯方向进行移动,方便cnc机床对钛合金管毛坯外侧进行加工,cnc机床启动主轴和铣刀对钛合金管毛坯侧边进行大部分加工,铣刀进一步对钛合金管毛坯内部进行铣孔,孔深度大于圆弧侧块的高度,重新装配钛合金管毛坯;
16、s3、重新对钛合金管毛坯进行反向放置,钛合金管毛坯加工的端面放置在弧环块上,第二弹簧具有弹性形变,第二弹簧带动内侧固定弧环向上进行移动,移动弧环块在弧环腔内的位置,使内侧固定弧环的外侧表面与钛合金管毛坯加工的端面的内侧表面紧密贴合,防止外侧的圆弧侧块对钛合金管毛坯加工的端面造成挤压损伤;
17、s4、cnc机床继续对钛合金管毛坯未加工外侧表面进行加工,钛合金管毛坯外侧表面加工完成,启动侧边移动组件使t形滑腔的内侧表面与延伸块的内侧表面紧贴钛合金管毛坯的外侧表面;
18、s5、延伸块的内侧表面紧贴钛合金管毛坯的外侧表面使检测组件紧贴钛合金管毛坯的外侧表面,cnc机床对钛合金管毛坯进行铣孔使,对钛合金管毛坯内壁不断进行挤压,检测组件根据压力检测头检测数据,通过控制器控制电动伸缩杆进行工作,使延伸块紧跟cnc机床的运动轴同步移动,随着加工深度的变化对延伸块进行相应的调整;
19、s6、延伸块紧跟cnc机床的运动轴同步移动,稳定固定薄壁钛合金管可以减少切削过程中产生的振动和颤抖,有助于避免切削质量的下降、刀具磨损和加工损伤,从而提高加工的精度和一致性,减少钛合金管毛坯料在切削过程中的位移和偏移,降低因材料失稳而引发的事故风险;
20、s7、当需要加工更大尺寸的薄壁钛合金管时,通过加长紧密贴合组件使对薄壁钛合金管外侧紧贴面积增大,提高薄壁钛合金管加工的稳定性,增大紧密贴合面积可以有效地分散切削和加工过程中产生的力和振动,降低了钛合金管毛坯料在加工过程中的振动和颤抖,有助于提高加工质量。
21、有益效果
22、本发明具有以下有益效果:
23、(1)、该薄壁钛合金管的加工装置及其加工工艺,通过控制器、第三弹簧、压力检测头、滑块腔、电动伸缩杆和延伸块相互配合,根据压力检测头检测数据,通过控制器控制电动伸缩杆进行工作,使延伸块紧跟cnc机床的运动轴同步移动,随着加工深度的变化对延伸块进行相应的调整,更加快速从根源处减低钛合金管毛坯内壁发生颤抖,从而稳定固定薄壁钛合金管可以减少切削过程中产生的振动和颤抖,有助于避免切削质量的下降、刀具磨损和加工损伤,减少钛合金管毛坯料在切削过程中的位移和偏移,降低因材料失稳而引发的事故风险。
24、(2)该薄壁钛合金管的加工装置及其加工工艺,通过步进电机、旋转轴。主动齿轮、从动齿轮、圆弧槽、移动槽、移动块和圆弧板相互配合,移动块带动若干个圆弧板进行移动,方便固定不同尺寸的钛合金管毛坯料,且也可以同步对钛合金管毛坯料外侧多方面进行固定,适应不同尺寸的钛合金管毛坯料,同步对钛合金管毛坯料外侧多方面进行固定的装置,提供更全面的支撑和稳定性,有助于减少钛合金管毛坯料的振动和变形,保持加工过程的精度和一致性,从而提高加工的精度和稳定性,减少钛合金管毛坯料在切削过程中的位移和偏移,降低由此引起的钛合金管毛坯料损伤风险。
25、(3)该薄壁钛合金管的加工装置及其加工工艺,通过弧环腔、弧环块、第一弹簧、第二弹簧、升降腔、圆弧侧块和内侧固定弧环相配合,使内侧固定弧环的外侧表面与钛合金管毛坯加工的端面的内侧表面紧密贴合,防止外侧的圆弧侧块对钛合金管毛坯加工的端面造成挤压损伤,增加钛合金管毛坯料的稳定性,减少在切削和加工过程中可能产生的振动和变形,降低加工过程中的意外风险。
26、(4)该薄壁钛合金管的加工装置及其加工工艺,通过加长块、第三螺纹钉槽和第三螺纹挤压钉相互配合,使其与钛合金管外侧紧密贴合的长度加大,更大的支撑面积可以有效地提高加工过程中的稳定性和刚性,增大紧密贴合面积可以有效地分散切削和加工过程中产生的力和振动,降低了钛合金管毛坯料在加工过程中的振动和颤抖,有助于提高加工质量,提供更强的固定力,从而减少了钛合金管毛坯料的变形和位移风险,有助于保持钛合金管毛坯料的形状和尺寸稳定,使加工结果更加精确。
27、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术实现思路
- 还没有人留言评论。精彩留言会获得点赞!