一种模组的焊接方法、装置、电子设备及存储介质与流程
本发明涉及焊接领域,尤其涉及一种模组的焊接方法、装置、电子设备及存储介质。
背景技术:
1、储能电池模组的双面焊接工艺中,需要在焊接前通过伺服挤压机构挤压储能电池模组上的汇流排,使汇流排与极柱紧密抵接。
2、由于储能电池模组是通过人工推车进行上料,导致各模组上料至传输线上的位置各不相同,各模组的中心线无法保证在同一位置,进而在不移动模组位置的情况下无法实现伺服挤压机构的整压板对模组的两侧进行同步挤压,导致模组的两侧在挤压过程中存在先后顺序,影响挤压的效果。
技术实现思路
1、本发明提供一种模组的焊接方法、装置、电子设备及存储介质,用以解决现有技术的模组挤压效果不够精准的技术方案。
2、第一方面,本发明提供了一种模组的焊接方法,包括:
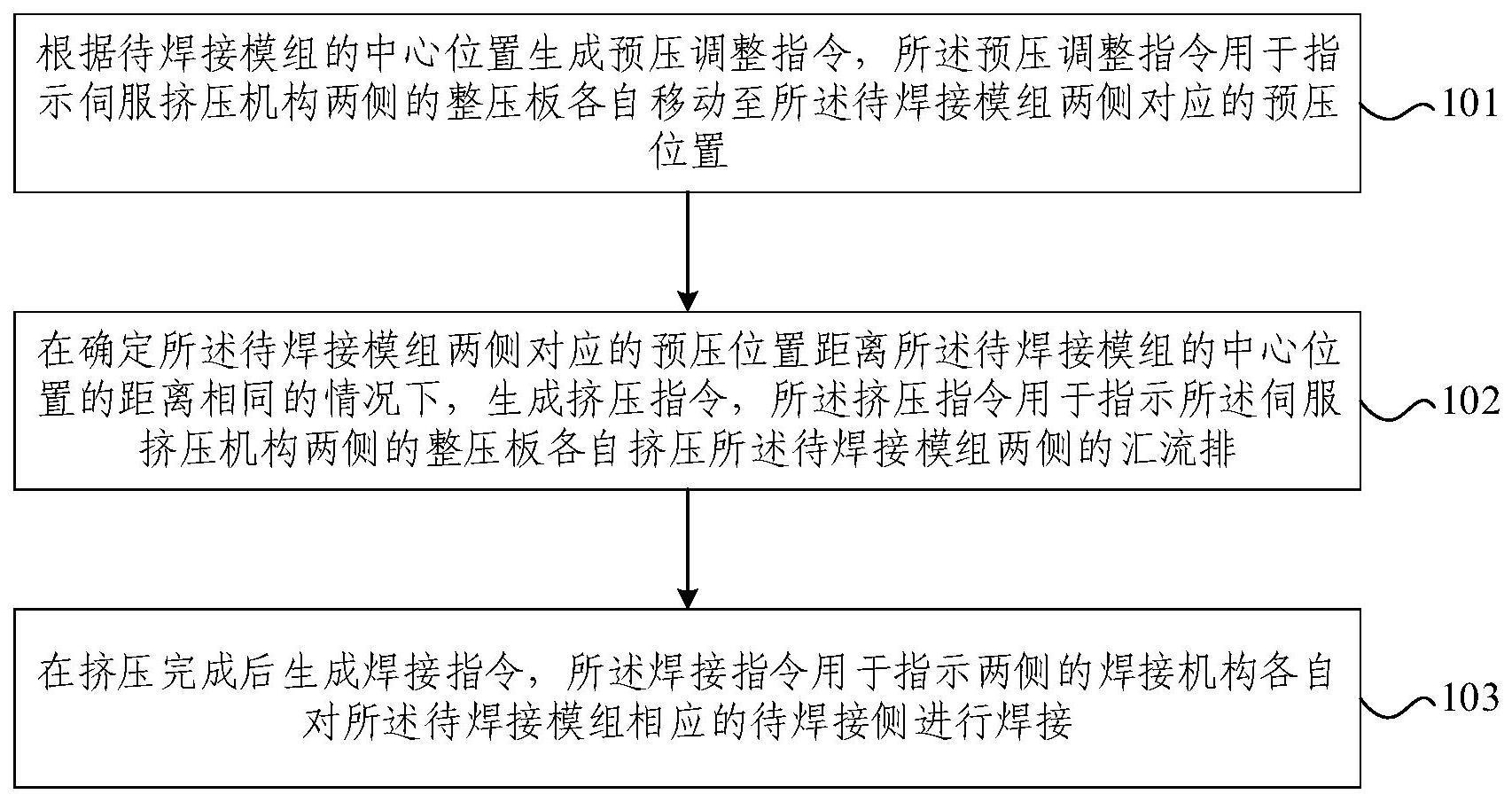
3、根据待焊接模组的中心位置生成预压调整指令,所述预压调整指令用于指示伺服挤压机构两侧的整压板各自移动至所述待焊接模组两侧对应的预压位置;
4、在确定所述待焊接模组两侧对应的预压位置距离所述待焊接模组的中心位置的距离相同的情况下,生成挤压指令,所述挤压指令用于指示所述伺服挤压机构两侧的整压板各自挤压所述待焊接模组两侧的汇流排;
5、在挤压完成后生成焊接指令,所述焊接指令用于指示两侧的焊接机构各自对所述待焊接模组相应的待焊接侧进行焊接。
6、根据本发明提供的模组的焊接方法,在根据待焊接模组的中心位置生成预压调整指令之后,所述方法还包括:
7、确定第一测距传感器距离所述待焊接模组第一侧的第一距离,确定所述第一测距传感器距离所述伺服挤压机构的第一整压板的第二距离,根据所述第一距离以及所述第二距离确定第一距离差值;
8、确定第二测距传感器距离所述待焊接模组第二侧的第三距离,确定所述第二测距传感器距离所述伺服挤压机构的第二整压板的第四距离,根据所述第三距离以及所述第四距离确定第二距离差值;
9、在所述第一距离差值等于所述第二距离差值的情况下,确定所述待焊接模组两侧对应的预压位置距离所述待焊接模组的中心位置的距离相同。
10、根据本发明提供的模组的焊接方法,在生成焊接指令之后,所述方法还包括:
11、根据所述焊接机构的预设焊接范围确定所述待焊接模组的所有焊接子区域;
12、根据所述焊接指令,指示所述焊接机构对所有焊接子区域中的每一焊接子区域进行焊接。
13、根据本发明提供的模组的焊接方法,在根据所述焊接机构的预设焊接范围确定所述待焊接模组的所有焊接子区域之后,所述方法还包括:
14、生成第一拍照指令,并响应于所述第一拍照指令,获取所述待焊接侧对应的第一图像数据;
15、根据所述待焊接侧对应的第一图像数据,生成移动指令;
16、所述移动指令用于指示伺服电机带动所述焊接机构移动至当前待焊接子区域。
17、根据本发明提供的模组的焊接方法,所述指示所述焊接机构对所有焊接子区域中的每一焊接子区域进行焊接,包括:
18、对于每一焊接子区域,从所述焊接子区域中确定预设排列布局的待核验焊接点;
19、根据每一待核验焊接点距离所述焊接机构的距离,确定所有待核验焊接点距离所述焊接机构的第一距离均值;
20、在所述第一距离均值小于或等于预设距离的情况下,指示所述焊接机构对相应焊接子区域进行焊接;
21、在所述第一距离均值大于所述预设距离的情况下,生成停止焊接指令,所述停止焊接指令用于停止相应待焊接模组的焊接,并指示执行下一待焊接模组的焊接;
22、所述预设焊接范围为不同焊接位置组成的预设焊接矩阵;
23、在从所述焊接子区域中确定预设排列布局的待核验焊接点之前,所述方法还包括:
24、根据所述预设焊接矩阵对应的横排焊接位置确定所述预设排列布局;
25、根据所述预设焊接矩阵对应的竖排焊接位置确定所述预设排列布局;
26、或者,根据所述预设焊接矩阵对应的所有焊接位置确定所述预设排列布局。
27、根据本发明提供的模组的焊接方法,在指示所述焊接机构对相应焊接子区域进行焊接之后,所述方法还包括:
28、生成第二拍照指令,并响应于所述第二拍照指令,获取相应焊接子区域对应的第二图像数据;
29、根据所述第二图像数据控制焊接机构对相应焊接子区域中各待核验焊接点进行补偿焊接;
30、所述第二图像数据包括相应焊接子区域中所有待核验焊接点到焊接机构的距离信息和/或角度信息。
31、根据本发明提供的模组的焊接方法,所述根据所述第二图像数据控制焊接机构对相应焊接子区域中各待核验焊接点进行补偿焊接,包括:
32、对于每一待核验焊接点,在所述待核验焊接点位于焊接孔中心位置的情况下,对所述焊接点进行焊接;
33、在待核验焊接点与所述焊接孔中心位置存在偏移的情况下,根据所述第二图像数据对所述待核验焊接点进行补偿焊接;
34、所述补偿焊接包括距离补偿焊接和/或振镜补偿焊接;
35、所述距离补偿焊接用于通过移动所述焊接机构,调整与所述待核验焊接点之间的距离后,对所述待核验焊接点进行焊接;
36、所述振镜补偿焊接用于通过改变振镜的旋转角度,调整所述焊接机构的焊接轨迹后,对所述焊接点进行焊接;
37、所述焊接孔中心位置是根据模组型号和电池型号,预先在汇流排上开设的孔位,用于指示所述待核验焊接点的位置与电池极柱的位置的方位状态。
38、第二方面,本发明还提供了一种模组的焊接装置,包括:
39、第一生成单元,所述第一生成单元用于根据待焊接模组的中心位置生成预压调整指令,所述预压调整指令用于指示伺服挤压机构两侧的整压板各自移动至所述待焊接模组两侧对应的预压位置;
40、第二生成单元,所述第二生成单元用于在确定所述待焊接模组两侧对应的预压位置距离所述待焊接模组的中心位置的距离相同的情况下,生成挤压指令,所述挤压指令用于指示所述伺服挤压机构两侧的整压板各自挤压所述待焊接模组两侧的汇流排;
41、第三生成单元,所述第三生成单元用于在挤压完成后生成焊接指令,所述焊接指令用于指示两侧的焊接机构各自对所述待焊接模组相应的待焊接侧进行焊接。
42、第三方面,本发明还提供一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现所述的模组的焊接方法。
43、第四方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述模组的焊接方法。
44、本发明提供了一种模组的焊接方法、装置、电子设备及存储介质,根据待焊接模组的中心位置,指示伺服挤压机构两侧的整压板各自移动至所述待焊接模组两侧对应的预压位置,在确定所述待焊接模组两侧对应的预压位置距离所述待焊接模组的中心位置的距离相同的情况下,指示所述伺服挤压机构两侧的整压板各自挤压所述待焊接模组两侧的汇流排,在挤压完成后生成焊接指令,指示两侧的焊接机构各自对所述待焊接模组相应的待焊接侧进行焊接。本发明能够实现伺服挤压机构的整压板对模组的两侧进行同步挤压,提升焊接运动效率,提升焊接质量和生产效率,为后续的焊接提供良好的焊接条件。
- 还没有人留言评论。精彩留言会获得点赞!