一种辊压机控制方法及系统与流程
本发明涉及辊压机控制,尤其涉及一种辊压机控制方法及系统。
背景技术:
1、目前,辊压机及厚度检测匹配的闭环系统已存在于极片辊压工序多年,在现有锂电生产设备中,辊压机的生产逻辑大部分为压力控制,即采用恒压模式辊压,或者恒辊缝辊压。
2、然而,这两种辊压模式只能采取压力控制来控制极片的厚度精度,难以保证极片的厚度均匀性。
技术实现思路
1、本发明提供了一种辊压机控制方法及系统,以解决现有的相关技术难以保证极片的厚度均匀性,且无法实现秒级或微秒级轧辊快速反馈及响应的问题。
2、根据本发明的一方面,提供了一种辊压机控制方法,所述控制方法包括:
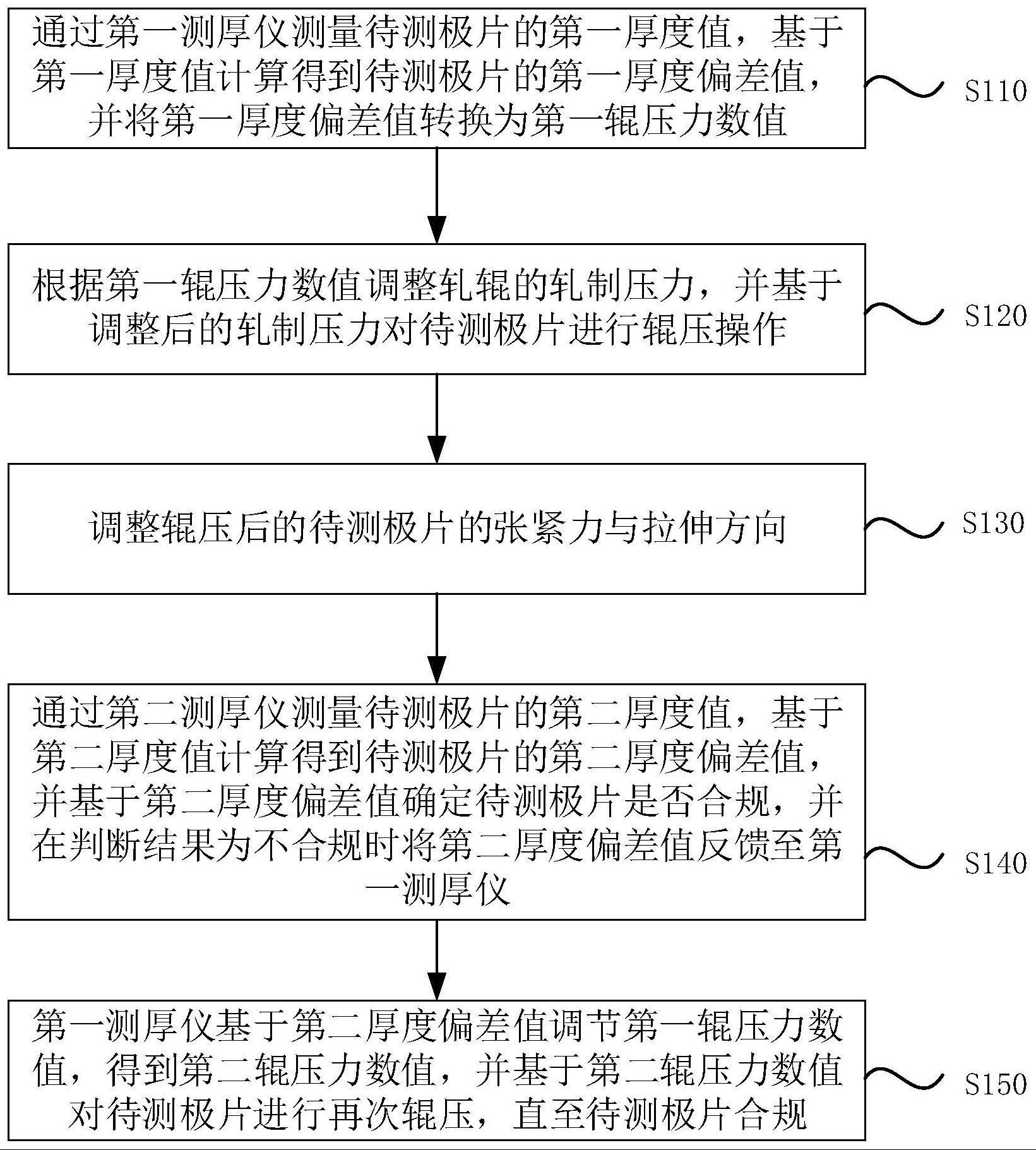
3、通过第一测厚仪测量待测极片的第一厚度值,基于所述第一厚度值计算得到所述待测极片的第一厚度偏差值,并将所述第一厚度偏差值转换为第一辊压力数值;其中,所述第一厚度值指辊压前所述待测极片的横向厚度;
4、根据所述第一辊压力数值调整轧辊的轧制压力,并基于调整后的所述轧制压力对所述待测极片进行辊压操作;
5、调整辊压后的所述待测极片的张紧力与拉伸方向;
6、通过第二测厚仪测量所述待测极片的第二厚度值,基于所述第二厚度值计算得到所述待测极片的第二厚度偏差值,并基于所述第二厚度偏差值确定所述待测极片是否合规,并在判断结果为不合规时将所述第二厚度偏差值反馈至所述第一测厚仪;其中,所述第二厚度值指辊压后所述待测极片的横向厚度;
7、所述第一测厚仪基于所述第二厚度偏差值调节所述第一辊压力数值,得到第二辊压力数值,并基于所述第二辊压力数值对所述待测极片进行再次辊压,直至所述待测极片合规。
8、可选的,所述第二测厚仪基于所述第二厚度偏差值确定所述待测极片是否合规包括:
9、将所述第二厚度偏差值与预算偏差阈值进行对比;
10、若所述第二厚度偏差值满足所述预算偏差阈值则获取待测极片的辊压后形状参数,并基于所述辊压后形状参数对所述待测极片进行纠偏;
11、若所述第二厚度偏差值不满足所述预算偏差阈值则获取待测极片的辊压后形状参数,则将所述第二厚度偏差值转换为相应的辊压压力调节量,并将所述辊压压力调节量反馈至所述第一测厚仪中的辊压力预估系统。
12、可选的,所述第一厚度仪还用于基于所述第二厚度偏差值调节所述第一辊压力数值,得到第二辊压力数值,并基于所述第二辊压力数值对所述待测极片进行再次辊压包括:
13、所述第一厚度仪中的所述辊压力预估系统根据所述辊压压力调节量调节所述第一厚度偏差值对应的所述第一辊压力数值,得到第二辊压力数值,以使所述辊压机基于所述第二辊压力数值对所述待测极片进行再次辊压。
14、可选的,在所述第一厚度仪对所述待测极片进行再次辊压之后,所述控制方法还包括:
15、若所述第二测厚仪判断再次辊压后的所述待测极片不合规,则再次重复执行将所述第二厚度偏差值反馈至所述第一测厚仪的动作,重复次数小于或等于2次;
16、若所述第二测厚仪判断第三次辊压后的所述待测极片不合规,则告警模块发出告警提示。
17、可选的,在所述第一测厚仪测量所述待测极片的第一厚度值之前,所述控制方法还包括:
18、极片检测装置获取待测极片的形状参数;
19、控制单元基于所述形状参数确定所述待测极片是否合格,并在判断结果为合格是控制第一测厚仪开启工作。
20、根据本发明的另一方面,提供了一种辊压机控制系统,所述控制系统包括:第一测厚单元、辊压单元、调整单元和第二测厚单元;
21、所述第一测厚单元与所述辊压单元通讯连接,所述辊压单元与所述调整单元通讯连接,所述调整单元与所述第二测厚单元通讯连接;
22、所述第一测厚单元用于测量所述待测极片的第一厚度值,基于所述第一厚度值计算得到所述待测极片的第一厚度偏差值,并将所述第一厚度偏差值转换为第一辊压力数值送入所述辊压单元中;其中,所述第一厚度值指辊压前所述待测极片的横向厚度;
23、所述辊压单元根据所述第一辊压力数值调整轧辊的轧制压力,并基于调整后的所述轧制压力对所述待测极片进行辊压操作;
24、所述调整单元用于调整辊压后的所述待测极片的张紧力与拉伸方向;
25、所述第二测厚单元用于测量所述待测极片的第二厚度值,基于所述第二厚度值计算得到所述待测极片的第二厚度偏差值,并基于所述第二厚度偏差值确定所述待测极片是否合规,并在判断结果为不合规时将所述第二厚度偏差值反馈至所述第一测厚单元;其中,所述第二厚度值指辊压后所述待测极片的横向厚度;
26、所述第一测厚单元还用于基于所述第二厚度偏差值调节所述第一辊压力数值,得到第二辊压力数值,以使所述辊压单元基于所述第二辊压力数值对所述待测极片进行再次辊压,直至所述待测极片合规。
27、可选的,所述第二测厚单元包括:
28、第二数据处理模块,用于根据所述第二厚度测量值与目标厚度计算第二厚度偏差值,并判断所述第二厚度偏差值是否满足品质管控规格。
29、可选的,所述第一测厚单元包括辊压力预估系统和第一数据处理模块;
30、所述第一数据处理模块,用于根据所述第一厚度测量值与目标厚度计算第一厚度偏差值,并实时将所述第一厚度偏差送入所述辊压力预估系统;
31、所述辊压力预估系统将所述第一厚度偏差值转换为相应的所述辊压力数值,并传输入所述辊压单元。
32、可选的,所述控制系统还包括极片检测单元和控制单元;
33、所述极片检测单元与所述控制单元通讯连接,所述控制单元与所述第一测厚单元通讯连接;
34、所述极片检测单元用于获取待测极片的形状参数;
35、所述控制单元基于所述形状参数确定所述待测极片是否合格,并在判断结果为合格是控制所述第一测厚单元开启工作。
36、本发明实施例公开了一种辊压机控制方法、系统及辊压机,方法包括:第一测厚仪测量待测极片的第一厚度值,基于第一厚度值计算得到待测极片的第一厚度偏差值,并将第一厚度偏差值转换为辊压力数值送入辊压装置中;辊压装置根据辊压力数值调整轧辊的轧制压力,并基于调整后的轧制压力对待测极片进行辊压操作;过转辊装置调整辊压后的待测极片的张紧力与拉伸方向;第二测厚仪测量待测极片的第二厚度值,基于第二厚度值计算得到待测极片的第二厚度偏差值,并基于第二厚度偏差值确定待测极片是否合规,并在判断结果为不合规时将第二厚度偏差值反馈至第一测厚仪;第一厚度仪还用于基于第二厚度偏差值调节辊压力数值,基于调节后的辊压力数值对待测极片进行重新辊压,直至待测极片合规。本技术提供的技术方案,在对待测极片进行辊压前设置第一测厚仪。通过第一测厚仪提前测量并获取待测极片的厚度值,并对厚度值对应的辊压力数值进行调节,有效应对辊压前待测极片厚度较大波动带来的辊压厚度管控,保证待测极片的厚度均匀性;通过第二厚度偏差值调节辊压力数值,基于调节后的辊压力数值对待测极片进行重新辊压,使得辊压装置与第一测厚仪、第二测厚仪之间形成闭环反馈控制,有效降低液压机械与检测装置调节的延迟时间,进而有效提升生产效率。
37、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
- 还没有人留言评论。精彩留言会获得点赞!