一种电子束焊接工装及焊接方法与流程
本发明属于焊接,具体是一种电子束焊接工装及焊接方法。
背景技术:
1、电子束焊接是一种利用电子束作为热源的焊接工艺,电子束发生器中的阴极加热到一定的温度时逸出电子,电子在高压电场中被加速,通过电磁透镜聚焦后,形成能量密集度极高的电子束,当电子束轰击焊接表面时,电子的动能大部分转变为热能,使焊接件的结合处的金属熔融,当焊件移动时,在焊件结合处形成一条连续的焊缝,对于真空电子束焊机,要焊接的工件置于真空室中,一般装夹在可直线移动或旋转的工作台上。
2、电子束焊接因焦点小而能量集中,对组焊件配合处的机械加工精度及装配质量有严格要求,对接焊缝的两边缘要求平整、贴紧,一般不留间隙。所以一般组件过盈配合后再进行焊接更能避免焊后收缩应力过大导致的开裂问题,但是过盈配合在装配时存在一定的难度,需要借助工装对其进行装配。
3、现有的电子束焊接工装在使用时,自身不具有焊件装配功能,增加了焊件过盈配合在装配时的难度,且不同焊接之间的安装、焊接以及拆卸过程不连续,工作效率低,且不能根据焊件的尺寸调节安装时的稳定性,容易造成焊件移位,影响焊接效果。
技术实现思路
1、针对上述存在的问题,本发明提供了一种电子束焊接工装及焊接方法。
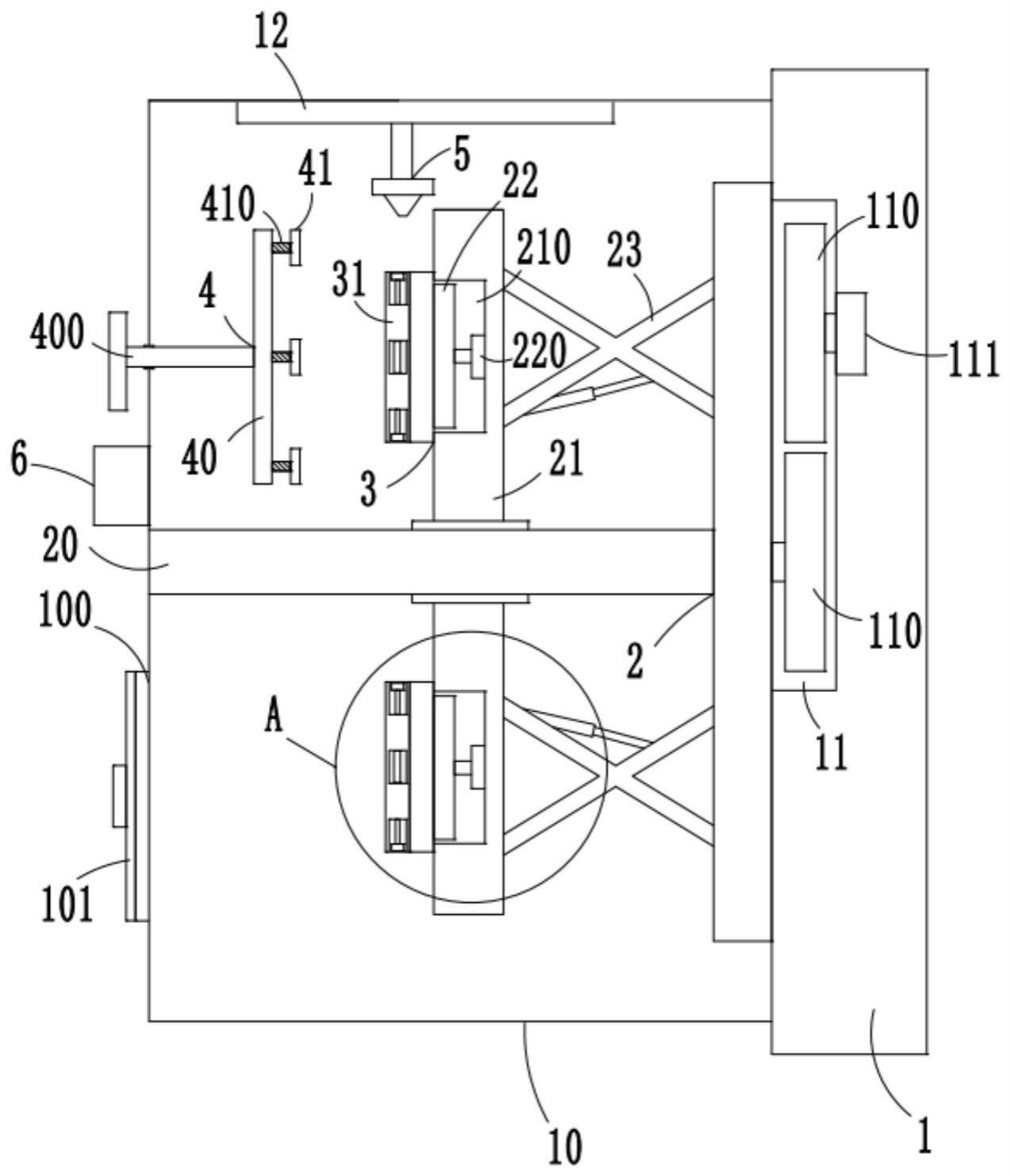
2、本发明的技术方案是:一种电子束焊接工装,包括侧壁设有焊接箱体的安装侧板、设于所述安装侧板侧壁中心处的旋转安装架、设于所述旋转安装架上的固定挤压盘、设于所述焊接箱体侧壁的活动挤压盘、设于焊接箱体上端的电子束焊机、设于焊接箱体侧壁的真空抽气泵;
3、焊接箱体侧壁设有封堵开口,所述封堵开口处设有抽拉盖板,安装侧板上端设有第一安装凹口,所述第一安装凹口内设有相互啮合的两个转动齿轮,且其中一个所述转动齿轮的中心处通过连接轴连接有第一旋转电机;
4、所述旋转安装架包括侧壁与下方的所述转动齿轮中心处连接的转动安装架、中心处套设于所述转动安装架外壁且侧壁沿周向设有多个第二安装凹口的安装圆板、设于所述第二安装凹口内且通过第二旋转电机驱动的转动盘、设于所述安装圆板与转动安装架的竖直段之间的第一液压升降架;
5、所述固定挤压盘包括设于转动盘端面上的固定盘体、设于所述固定盘体侧壁中心处且外壁沿周向均匀设有多个调节挤压口的对接挤压柱、设于每个所述调节挤压口开口处且通过第一液压缸与调节挤压口内壁连接的弧形挤压板;
6、所述活动挤压盘包括通过第一旋拧螺栓与焊接箱体侧壁螺纹连接且与其中一个对接挤压柱正对的活动盘体、沿所述活动盘体面对所述对接挤压柱一侧的圆心周向分布且通过伸缩杆与活动盘体连接的多个活动挤压块,所述第一旋拧螺栓贯穿焊接箱体并延伸至焊接箱体外部,所述电子束焊机设于焊接箱体顶部且与对接挤压柱正对的位置处。
7、进一步地,所述焊接箱体顶部内壁设有水平滑动框,且所述水平滑动框内滑动连接有滑动安装块,所述电子束焊机设于所述滑动安装块上靠近对接挤压柱一侧,水平滑动框一端与滑动安装块之间设有电动伸缩杆,滑动安装块上且与电子束焊机相对一侧设有第二旋拧螺栓,所述第二旋拧螺栓贯穿焊接箱体并延伸至焊接箱体外部。
8、说明:当需要调节电子束焊机的位置时,启动电动伸缩杆,通过电动伸缩杆的延伸和压缩作用带动滑动安装块在水平滑动框内左右滑动,而电子束焊机同步移动,当电子束焊机与焊接零件的焊接位置正对时,通过第二旋拧螺栓的旋拧作用,带动电子束焊机向靠近焊接零件一侧移动,直至与焊接零件表面接触进行焊接,上述结构根据不同需求,调节电子束焊机的位置,满足不同的使用需求,结构简单,操作方便,同时,第二旋拧螺栓还可通过外部的动力设备驱动旋转。
9、进一步地,所述对接挤压柱上靠近活动盘体一侧侧壁设有多个插接腔,所述活动盘体侧壁设有与所述插接腔一一对应的插接柱,所述插接柱能够插入至所述插接腔内,且插接柱的长度大于插接腔的高度。
10、说明:当活动盘体向焊件一侧移动并与对接挤压柱上的焊件接触时,位于活动盘体侧壁的插接柱会落入对接挤压柱上对应的插接腔,随着活动盘体对焊件的不断挤压,通过插接柱提供多个支撑点,避免第一旋拧螺栓向活动盘体中心处施力过大,还能使焊件所受的挤压力更均匀,有利于工装装配的紧凑性。
11、进一步地,相邻两个所述活动挤压块之间通过连接支杆连接,活动盘体侧壁中心处通过第二液压缸连接有同步移动架,所述同步移动架包括与第二液压缸连接的安装筒、沿周向设于所述安装筒外壁且与所述连接支杆一一对应连接的多个同步移动杆、设于连接支杆且与对应的所述同步移动杆连接的连接套。
12、说明:工作人员通过旋拧第一旋拧螺栓,使活动挤压块同步移动并逐渐靠近焊件,当各个活动挤压块与焊件接触时,对焊件进行第一次挤压,然后,为保证焊件之间的装配紧凑性,启动第二液压缸,通过第二液压缸带动安装筒、同步移动杆以及连接套的进一步地移动,使活动挤压块对焊件表面进行第二次挤压,且上述过程中,各个活动挤压块同步挤压时,只需一个第二液压缸驱动,能够节省电能,通过两次挤压的过程,大大增加了焊件之间的装配紧凑性,减小装配接缝,保证对接焊缝的两边缘平整、贴紧,提高焊接效果。
13、进一步地,所述弧形挤压板外壁设置有缓冲软垫,所述缓冲软垫为可拆卸结构。
14、说明:通过缓冲软垫缓冲弧形挤压板直接与焊件内壁接触时的撞击力,避免对焊件造成损伤。
15、进一步地,所述固定盘体侧壁中心处设有第一升降安装口,所述第一升降安装口内设有液压剪叉架,所述对接挤压柱侧壁设有与第一升降安装口相对的第二升降安装口,所述第二升降安装口内设有连接圆板,连接圆板与所述液压剪叉架连接。
16、说明:当焊件的厚度大于固定盘体和对接挤压柱抵接时的总厚度时,可通过液压剪叉架的升降对固定盘体和对接挤压柱之间的距离进行调节,以满足不同厚度的焊件需求,保证环形焊件完全与固定盘体和对接挤压柱外壁贴合,避免活动挤压块挤压时,造成环形焊件移动或脱离,影响正常使用。
17、更进一步地,所述连接圆板的直径大于第一升降安装口的直径,连接圆板上沿周向均匀设有多个连接柱,固定盘体上且位于第一升降安装口外围处设有多个与所述连接柱一一对应的插接口。
18、说明:当连接柱与对应的插接口插接时,通过插接口对连接柱的限定作用,可增加固定盘体和对接挤压柱之间连接的紧凑性,增加固定盘体和对接挤压柱连接时两者之间的承载力。
19、更进一步地,所述所述插接孔内设有吸铁石,所述连接柱顶端设有金属片。
20、说明:当连接柱与对应的插接口插接时,通过吸铁石对金属片的磁吸力,进一步地增加固定盘体和对接挤压柱之间连接的紧凑性。
21、本发明还公开了一种电子束焊接方法,基于上述一种电子束焊接工装,包括以下步骤:
22、s1、打开抽拉盖板,将焊件套设在其中一个固定盘体和对接挤压柱外部,根据焊件内径的大小,启动该对接挤压柱侧壁的各个第一液压缸,使弧形挤压板向靠近焊件内壁一侧移动,当各弧形挤压板与焊件内壁抵接时,完成焊件的固定安装,然后,启动真空抽气泵,利用真空抽气泵将焊接箱体内抽成真空状态;
23、s2、启动第一旋转电机,通过第一旋转电机带动其中一个转动齿轮转动,与该转动齿轮啮合的另一个转动齿轮同步转动,此时,转动安装架也会同步转动,并带动固定安装后的焊件转动,当焊件与活动盘体正对时,关闭第一旋转电机;
24、s3、工作人员旋拧第一旋拧螺栓,使活动盘体和活动挤压块同步向焊件方向移动,当各个活动挤压块与焊件接触时,工作人员继续旋拧第一旋拧螺栓,并利用各个活动挤压块对焊件表面进行持续挤压,使焊件之间的装配紧凑;
25、s4、利用电子束焊机对位于套设在固定盘体和对接挤压柱外部上端两个焊件之间的焊缝进行焊接,焊接结束后,启动第二旋转电机,通过第二旋转电机带动转动盘和焊件同步转动,当新的焊缝重新与电子束焊机正对时,再次利用电子束焊机对焊件的焊缝处进行焊接,直至焊接结束,然后,继续通过第一旋转电机控制转动安装架旋转,使下一个固定盘体和对接挤压柱外部套设的工件与电子束焊机正对时,重复上述过程,直至所有的焊件被焊接完毕,最后,打开抽拉盖板,将各个工件统一取下即可。
26、相对于现有技术,本发明的有益效果是:
27、(1)本发明的电子束焊接工装,通过在能够旋转的安装圆板上设置数个固定挤压盘,可对位于各个固定挤压盘上的焊件进行连续焊接,最后再统一取出,大大提高了焊接工装的加工效率,同时,通过活动挤压块与焊件接触,对焊件进行第一次挤压,然后,为保证焊件之间的装配紧凑性,启动第二液压缸,通过第二液压缸带动安装筒、同步移动杆以及连接套的进一步地移动,使活动挤压块对焊件表面进行第二次挤压,且上述过程中,各个活动挤压块同步挤压时,只需一个第二液压缸驱动,能够节省电能,通过两次挤压的过程,大大增加了焊件之间的装配紧凑性,减小装配接缝,保证对接焊缝的两边缘平整、贴紧,提高焊接效果;
28、(2)可根据焊件内径的大小,启动该对接挤压柱侧壁的各个第一液压缸,使弧形挤压板向靠近焊件内壁一侧移动,并与焊件内壁抵接,保证焊件安装的稳定性,提高焊接效果;
29、(3)当活动盘体移动并与对接挤压柱上的焊件接触时,位于活动盘体侧壁的插接柱会落入对接挤压柱上对应的插接腔,随着活动盘体对焊件的不断挤压,通过插接柱提供多个支撑点,避免第一旋拧螺栓向活动盘体中心处施力过大,造成损坏,同时,还能使焊件所受的挤压力更均匀,有利于工装装配的紧凑性;
30、(4)当焊件的厚度大于固定盘体和对接挤压柱抵接时的总厚度时,可通过液压剪叉架的升降对固定盘体和对接挤压柱之间的距离进行调节,以满足不同厚度的焊件需求,保证环形焊件完全与固定盘体和对接挤压柱外壁贴合,避免活动挤压块挤压时,造成环形焊件移动或脱离,影响正常使用。
- 还没有人留言评论。精彩留言会获得点赞!