一种大直径不锈钢紧固件多工位冷镦成型方法
本发明涉及冷镦成型,具体说是一种大直径不锈钢紧固件多工位冷镦成型方法。
背景技术:
1、冷镦成型就是生产中根据金属塑性变形的原理,在常温的条件下,对截面是圆面或者六角断面的盘状线材施加外力,利用冲头及凹模的相对运动,使其在指定的模具内成型的塑性加工方法,在生产实践中,紧固件的冷镦工艺往往是伴随有挤压的复合加工工艺。目前,冷镦成型技术随着计算机技术、有限元技术、快速成型技术等的高速发展开拓了广阔的市场应用空间。
2、根据中国专利公开号cn203409504u,公开一种冷镦机,包括机架以及安装在机架上的动力机构、进料机构、剪料机构、镦打机构、退料机构和出料斗,所述进料机构设置在机架的前端,所述镦打机构设置在机架的中部,所述剪料机构位于进料机构与镦打机构之间,所述退料机构与镦打机构连接,所述出料斗设置在镦打机构的底部,所述动力机构设置在机架的末端且与进料机构、剪料机构、镦打机构和退料机构相连。本实用新型的冷镦机由动力机构、进料机构、剪料机构、镦打机构和退料机构构成,各机构间相互配合来完成产品的多功位冷镦成形工序,本机控制精度高,操作安全,能实现智能化生产;同时本实用新型由机架和外壳构成机组的外部,可防止易散发油对周围环境的影响,确保环保安全。
3、但是现有的冷镦成型装置以及上述案件的设备在使用时,大多进行小型加工件的冷镦生产,对于大直径不锈钢紧固件的生产存在问题,具体表现为多工位冷镦成型之间存在无法一体化控制的问题,使得冷镦成型装置会出现运动偏差,造成原料的浪费,影响二次加工的效果,因此现有的设备需要进行改进。
技术实现思路
1、针对现有技术中的问题,本发明提供了一种大直径不锈钢紧固件多工位冷镦成型方法。
2、本发明解决其技术问题所采用的技术方案是:一种大直径不锈钢紧固件多工位冷镦成型方法,包括以下步骤:
3、s1、清洁送料:将不锈钢料体首先进行表面清洁,通过导料结构均匀进行传输;
4、s2、传输导入:将料体再传导,使得不锈钢料体到达加工设备中;
5、s3、运行加工:在加工设备中进行三次冷镦处理,使得不锈钢原料成型;
6、s4、导排控制:将生产完后的不锈钢紧固件进行导排输送。
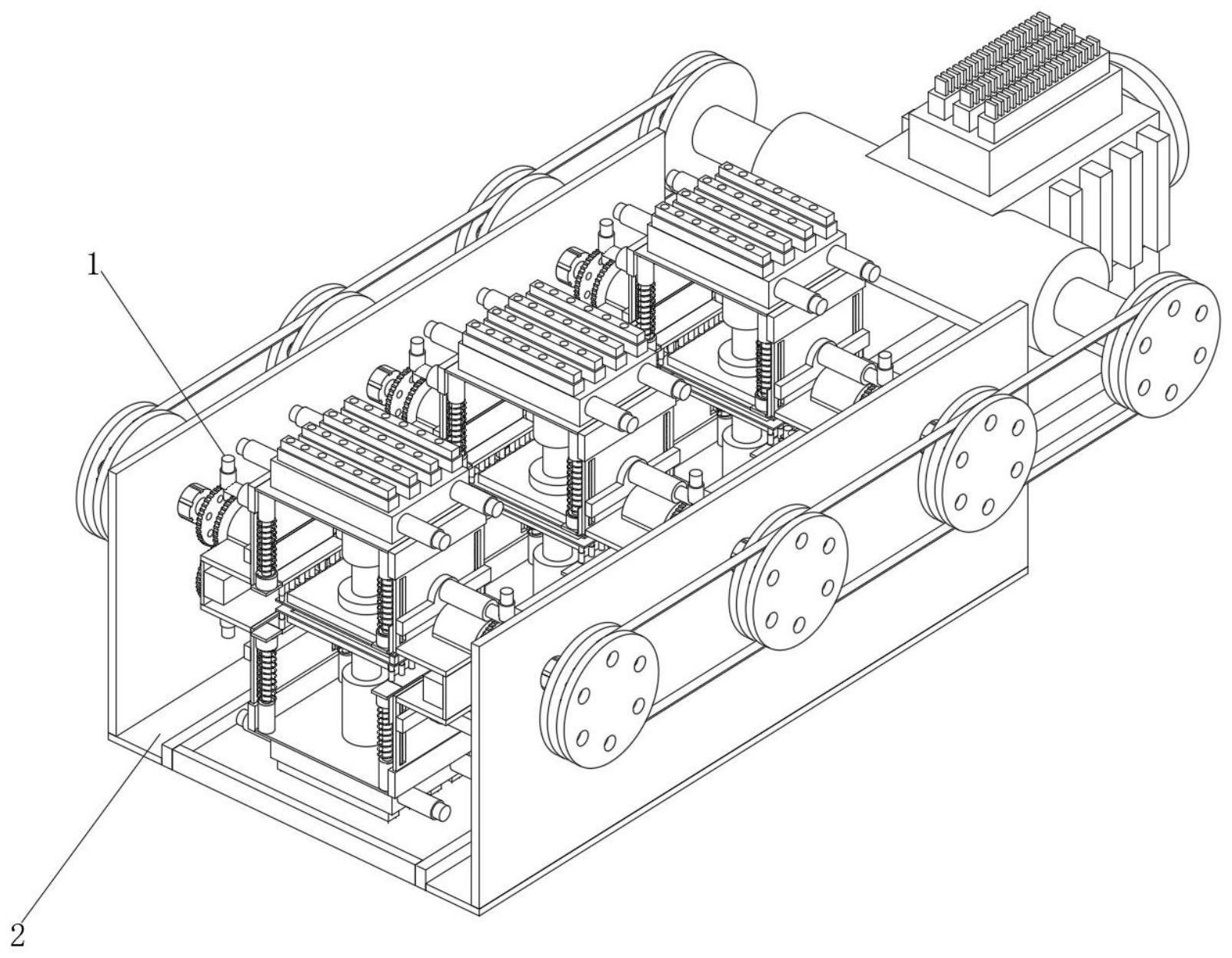
7、一种大直径不锈钢紧固件多工位冷镦成型装置,包括多工位冷镦处理结构、保护底架、动力齿盘和齿带,所述保护底架的上端限位支撑连接有多工位冷镦处理结构,所述多工位冷镦处理结构的上端通过齿带驱动连接,且齿带的侧端与动力齿盘啮合连接,所述动力齿盘的中心位置处固定安装有动力机座,所述动力机座通过输出轴驱动连接有动力齿盘,所述动力机座的后端对接安装有冷却风机;
8、所述多工位冷镦处理结构包括第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件和导料处理部件,所述第一冷镦处理部件的侧端限位连接有第二冷镦处理部件,所述第二冷镦处理部件的侧端限位连接有第三冷镦处理部件,所述第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件的结构相同,且第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件之间限位安装有导料处理部件,通过动力机座的设置,能够进行统一的驱动,动力机座能够通过输出轴带动动力齿盘进行转动,动力齿盘能够驱动齿带进行运转,作用在多工位冷镦处理结构内的第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件上,使得第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件能够同步进行驱动运行,实现集中动力的传递,使得大直径不锈钢紧固件方便进行一体化控制加工,使得多步骤之间能够同步运行,通过预设的运行时间间隔,能够配合导料进行高效加工。
9、具体的,所述第三冷镦处理部件包括驱动控制机构、安装板、第一缓冲保护座、第一液压缸、中心缓冲座、第一滑动板、第一对接杆、第一齿盘和第二齿盘,所述安装板的上端限位安装有驱动控制机构,所述安装板的下端固定安装有第一液压缸,所述第一液压缸的中心上端伸缩连接有中心缓冲座,所述第一液压缸的上端四角位置处均伸缩连接有第一缓冲保护座,所述第一缓冲保护座的侧端限位连接有第一滑动板,所述第一滑动板的侧端固定连接有第一对接杆,所述第一对接杆的侧端与第一齿盘、第二齿盘铰接设置,且第一齿盘、第二齿盘通过第二个对接轴架连接。
10、具体的,所述驱动控制机构包括第二液压缸、第二缓冲保护座、从动齿盘、传输动力轴、传力控制部分、配合连架板和第二滑动板,所述从动齿盘的侧端固定连接有传输动力轴,所述传输动力轴的侧端固定连接有传力控制部分,所述安装板的顶部固定安装有第二液压缸,所述第二液压缸通过第二缓冲保护座与下端的配合连架板缓冲对接设置,所述配合连架板的侧端固定连接有第二滑动板。
11、具体的,所述传力控制部分包括第二对接杆、适配对接座杆、第三齿盘、对接轴架、适配铰接端架、球杆和第四齿盘,所述第二对接杆的侧端固定连接有适配对接座杆,所述适配对接座杆的下端活动连接有球杆,所述球杆的下端固定连接有适配铰接端架,所述适配铰接端架的中心与对接轴架铰接设置,所述对接轴架固定在第三齿盘、第四齿盘的中心位置处。
12、具体的,所述导料处理部件包括动力支座、控制导带、第一夹取机械手和第二夹取机械手,所述动力支座的中心侧端驱动连接有控制导带,所述控制导带上限位安装有第一夹取机械手和第二夹取机械手,通过第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件的结构设置,第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件结构相同,只是第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件内的模具不同,通过不同的模具进行不同结构的冷镦生产,同时导料处理部件内的动力支座能够驱动控制导带进行转动,使得第一夹取机械手、第二夹取机械手进行周期运行,通过上部位置的第二夹取机械手方便进行不锈钢料的夹取,同时能够进行不锈钢料体的传输,从而能够配合第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件,进行一体化的生产配合,使得传输-冷镦加工能够高效默契配合,减少运动偏差的出现。
13、具体的,所述动力支座固定在对接轴架上,所述配合连架板的中心固定设置模具,所述第二对接杆与第二滑动板固定连接,且第二滑动板在安装板的上端限位滑动连接,所述第三齿盘、第四齿盘与第一齿盘、第二齿盘啮合连接,所述从动齿盘与齿带啮合连接。
14、具体的,所述多工位冷镦处理结构的前端对接连通有传输控制带,所述传输控制带的下端固定连接有支撑机座,且支撑机座驱动传输控制带运行传输。
15、本发明的有益效果:
16、一,本发明通过动力机座的设置,能够进行统一的驱动,动力机座能够通过输出轴带动动力齿盘进行转动,动力齿盘能够驱动齿带进行运转,作用在多工位冷镦处理结构内的第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件上,使得第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件能够同步进行驱动运行,实现集中动力的传递,使得大直径不锈钢紧固件方便进行一体化控制加工,使得多步骤之间能够同步运行,通过预设的运行时间间隔,能够配合导料进行高效加工。
17、二,本发明通过第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件的结构设置,第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件结构相同,只是第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件内的模具不同,通过不同的模具进行不同结构的冷镦生产,同时导料处理部件内的动力支座能够驱动控制导带进行转动,使得第一夹取机械手、第二夹取机械手进行周期运行,通过上部位置的第二夹取机械手方便进行不锈钢料的夹取,同时能够进行不锈钢料体的传输,从而能够配合第一冷镦处理部件、第二冷镦处理部件、第三冷镦处理部件,进行一体化的生产配合,使得传输-冷镦加工能够高效默契配合,减少运动偏差的出现。
- 还没有人留言评论。精彩留言会获得点赞!