一种LNG储罐高锰低温钢用小规格药芯焊丝的制作方法
本发明属于焊接材料,具体涉及一种lng储罐高锰低温钢用小规格药芯焊丝。
背景技术:
1、随着lng(液化天然气)产业的迅猛发展,对lng储运低温材料的需求日益增加。为了兼顾服役性能和制造成本,mn元素含量为22.5%~25.5%的高锰低温钢得到关注,该钢种采用mn元素替代ni元素,并添加适量的c、cr、cu、n等元素,在控制成本的同时获得良好的组织稳定性和低温强韧性,具有广阔的应用前景。
2、药芯焊丝气保焊近年来在lng项目中得到了迅猛发展,尤其是采用细丝(0.8~1.4mm)焊接时,可以有效减小或避免飞溅、成形差、电弧偏硬等问题,具有熔敷效率高、焊接飞溅小、焊接接头质量优良、焊缝成形美观、综合成本低、适合于全位置自动焊等优点,同时成分可调性强,药芯成分可以根据不同的性能要求很方便的进行设计和配比,成分更加灵活。
3、高锰低温钢因焊缝金属合金成分含量很高(35%以上),为保证合金过渡满足需求,当前公开专利技术一般都是通过钢带与金属粉共同合金过渡,钢带中有一定量的合金元素会严重影响焊丝拉拔减径,无法拉拔成小规格焊丝。药粉填充率一般为25~35%,全部为金属粉过渡合金,没有预留空间加入造渣剂,会严重影响焊丝焊接工艺性能。目前,市场未见到适用于lng储罐高锰低温钢的小规格超高填充率药芯焊丝,这将是lng储罐高锰低温钢焊接实际应用的瓶颈之一。
技术实现思路
1、为了克服上述现有技术存在的不足,本发明的目的是提供一种lng储罐高锰低温钢用小规格药芯焊丝,通过对钢带成分调整,提高钢带的均匀延伸率,实现在超高填充率下拉拔成小规格焊丝,且综合力学性能和焊接工艺性能优良。
2、为实现上述目的,本发明的技术方案为一种lng储罐高锰低温钢用小规格药芯焊丝,包括钢带外皮和药芯,所述钢带外皮包括按质量百分含量计的如下化学成分:c:0.02~0.04%,si:0.005~0.01%,mn:0.25~0.45%,s≤0.005%,p≤0.005%,ti:0.05~0.1%,b:0.005~0.01%,ce:0.03~0.08%,余量为fe和不可避免的杂质。
3、进一步地,所述药芯的组分及各组分占所述药芯的质量百分含量如下:金红石6~10%,锆英砂4~8%,氧化铝1~3%,长石1~3%,氟化纳1.5~4%,电解锰55~60%,钼粉1~2%,镍粉3~6%,碳化铬10~14%,硅铁1~4%,余量为铁粉。
4、进一步地,所述钢带外皮的厚度×宽度为0.40×14mm~0.50×14mm,所述药芯焊丝的直径为0.8mm~1.4mm。
5、进一步地,所述药芯的质量占所述药芯焊丝总质量的35%-45%。
6、进一步地,所述金红石为98°金红石,其中tio2的质量百分比为≥98%,s≤0.01%,p≤0.01%;所述碳化铬中的c的质量百分比为12~14%,cr的质量百分比为82~86%;所述硅铁中si的质量百分比为44~49%,所述氧化铝为在1200℃~1400℃煅烧成型的α-氧化铝。
7、进一步地,所述药芯组分的颗粒粒径为120~180μm。
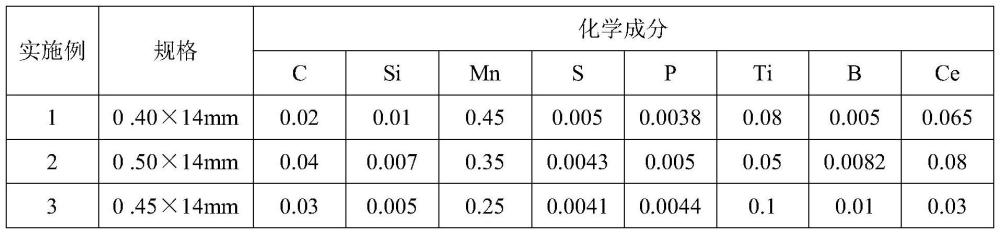
8、优选地,所述钢带外皮包括按质量百分含量计的如下化学成分:c:0.02%,si:0.01%,mn:0.45%,s:0.005%,p:0.0038%,ti:0.08%,b:0.005%,ce:0.065%,余量为fe和不可避免的杂质;钢带外皮的厚度×宽度为0.40×14mm;所述药芯的组分及各组分占所述药芯的质量百分含量如下:金红石8%,锆英砂4%,氧化铝2%,长石3%,氟化纳4%,电解锰55%,钼粉1.5%,镍粉6%,碳化铬13%,硅铁2%,余量为铁粉;所述药芯的质量占所述药芯焊丝总质量的45%。
9、优选地,所述钢带外皮包括按质量百分含量计的如下化学成分:c:0.04%,si:0.007%,mn:0.35%,s:0.0043%,p:0.005%,ti:0.05%,b:0.0082%,ce:0.08%,余量为fe和不可避免的杂质;钢带外皮的厚度×宽度为0.50×14mm;所述药芯的组分及各组分占所述药芯的质量百分含量如下:金红石10%,锆英砂8%,氧化铝1%,长石1%,氟化纳3%,电解锰60%,钼粉1%,镍粉3%,碳化铬10%,硅铁1%,余量为铁粉;所述药芯的质量占所述药芯焊丝总质量的35%。
10、优选地,所述钢带外皮包括按质量百分含量计的如下化学成分:c:0.03%,si:0.005%,mn:0.25%,s:0.0041%,p:0.0044%,ti:0.1%,b:0.01%,ce:0.03%,余量为fe和不可避免的杂质;钢带外皮的厚度×宽度为0.45×14mm;所述药芯的组分及各组分占所述药芯的质量百分含量如下:金红石6%,锆英砂5%,氧化铝3%,长石2%,氟化纳1.5%,电解锰58%,钼粉2%,镍粉4%,碳化铬14%,硅铁4%,余量为铁粉;所述药芯的质量占所述药芯焊丝总质量的40%。
11、进一步地,所述药芯焊丝的焊接条件为:保护气体为[80%ar+20%co2]混合气,焊接电流为160~220a,焊接电压为24~30v,层道间温度≤100℃。
12、本发明的lng储罐高锰低温钢用小规格药芯焊丝的设计原理如下:
13、本发明的lng储罐高锰低温钢用小规格药芯焊丝的直径为0.8mm~1.4mm,钢带外皮有较低的c、si、s、p含量,添加适量的mn,通过控制c、si、mn比例,提高钢带外皮的均匀延伸率,降低屈服强度,同时添加微量的ti、b、ce,促进tib8ce相生成,形成了纳米级别tib2和ceb6陶瓷相颗粒,一是改变了铁素体的形貌,使其由针状变成等轴块状,尺寸也变得细小;二是使得晶核与杂质的接触面积减小,降低夹杂物等级,保证材料组织均匀性。通过本发明的钢带外皮均匀延伸率≥55%,可以实现在超高填充率下拉拔成小规格药芯焊丝的目标。
14、本发明的药芯组分主要起合金过渡和脱氧造渣作用,由上述钢带设计原理可知,本发明药芯填充率可达到35~45%,在充分满足合金过渡需求的同时有极大富裕空间可以加入造渣剂及其它改善焊接工艺性能的物质,综合力学性能和焊接工艺性能优良。
15、本发明的药芯成分的颗粒粒径控制在120~180μm,可提高粉料流动性,有利于药芯焊丝生产下粉料填充;因为粒径对粉料流动性有很大影响,当粒径减小时,粉料比表面积增大导致摩擦力增大,粉料的附着性和聚集性增大,流动性变差;当粒径变大时,生产拉拔过程中容易断丝,焊接时飞溅大。
16、金红石的主要成分是tio2,作为造渣剂和稳弧剂使用,tio2的加入可以提高电弧的稳定性,优化润湿条件,改善熔渣流动性和覆盖性,改善焊缝的表面质量,可确保具有良好的全位置焊接工艺适用性。本发明中加入的98°金红石品级高,tio2含量高,其它杂质氧化物和s、p含量少,有利于提升焊缝质量;当其加入量大于10%时,熔渣变厚,透气性变差,焊缝容易出现压痕甚至是气孔;加入量少于6%时,焊接工艺性能变差。
17、锆英砂的主要成分是zro2,作用主要是造渣和调整渣的物理性能,改善脱渣性。本发明中锆英砂加入量为4~8%,配比含量太少不起作用,配比含量过大,焊接过程中偶尔会有大颗粒熔滴爆出,而且熔池还会变得过大,不利于全位置焊接。
18、氧化铝的熔点为2050℃,与钢的高温线膨胀系数相差较大,可改善脱渣性。本发明中选择氧化铝为在1200℃~1400℃煅烧成型的α-氧化铝,其结晶水含量较低,同时其抗吸潮效果好。本发明中加入量为1~3%,随着其含量的增加,熔滴尺寸变小,熔渣的熔点和熔渣的粘度会提高,有利于全位置焊接工艺性能。但其含量过多时也容易和sio2、mgo、na2o、k2o等成分在高温条件下生成玻璃物质,从而降低熔渣的透气性,容易使焊缝产生压痕缺陷。
19、长石的主要成分是sio2,也是熔渣的主要成分,能调节熔渣熔点和黏度,提高电弧电压和细化熔滴,焊接飞溅小,改善焊缝成形,使熔渣具有良好的覆盖性。本发明中长石加入量为1~3%,随着sio2含量的增加,焊缝表面更光亮,熔渣颜色更深,对焊缝的脱渣有利,但同时焊缝的低温韧性逐渐下降。
20、氟化钠可降低熔渣的共熔点,降低熔渣的粘度和表面张力,有利于改善焊缝脱渣性和焊缝表面成形。氟化钠在高温的作用下可以分解形成f-,可与h+结合为非常稳定的hf,起到焊缝去氢和提高抗压痕的作用,显著提高焊缝的低温韧性;其加入量大于4%时,焊接飞溅增大,熔渣变稀,使焊丝的全位置焊接工艺变差;加入量少于1.5%时去氢能力不足,容易出现气孔压痕。
21、电解锰中mn是扩大奥氏体区和稳定奥氏体组织的元素,当焊缝金属中mn含量大于20%时能够形成完全奥氏体组织,低温脆性转变温度消失,提高焊缝金属低温冲击韧性;电解锰还可以参与脱氧,用于降低焊缝金属的含氧量,增加焊缝金属强度和抗裂性,电解锰最佳添加量为55~60%。
22、钼粉中mo在焊缝中固溶于奥氏体或以强碳化物的形式存在,以提高焊缝强度,mo还能缩小固液共存区间,可以有效抑制热裂纹发生。
23、镍粉中ni可降低低温脆性转变温度,具有固溶强化的作用,能提高焊缝金属的强度和低温冲击韧性。同时加入适量的ni,可以提高其在含盐大气中的耐腐蚀能力。
24、碳化铬中c是奥氏体化元素,能与cr、mo形成碳化物,以提高奥氏体焊缝金属的强度。cr能够在钢的表面形成致密的氧化膜,提升电极电位,产生钝化效果。由于cr能部分取代fe而形成铬铁羟基氧化物,使锈层具有阳离子选择性,阻止cl-、so42-、向基体表面渗透而使锈层具有保护作用。本发明中碳化铬中的c的质量百分比为12~14%,cr的质量百分比为82~86%,在此含量区间内能够获得最优的c、cr含量的焊缝组织,从而有较好的综合力学性能。
25、硅铁作为渗合金剂,同时具有脱氧作用,其质量百分含量过多时,会提高熔渣的酸度和粘度,抗拉强度过高,焊缝冲击韧性下降,其含量太少会导致焊缝强度达不到要求。本发明中硅铁中si的质量百分比为44~49%,在此含量区间内能够有较好的工艺性能和力学性能。
26、与现有技术相比,本发明具有以下有益效果:
27、(1)本发明提供的lng储罐高锰低温钢用小规格药芯焊丝通过对钢带成分调整,控制c、si、mn比例,添加微量的ti、b、ce,提高钢带的均匀延伸率,可达到55%以上,可以实现在超高填充率下拉拔成小规格焊丝的目标;
28、(2)本发明提供的lng储罐高锰低温钢用小规格药芯焊丝通过对药芯成分调整和粒径控制,在能实现超高填充率条件下,加入造渣剂及其它改善焊接工艺性能的物质,并能拉拔成小规格焊丝,且综合力学性能和焊接工艺性能优良,其熔敷金属的抗拉强度≥700mpa,屈服强度≥400mpa,伸长率≥40%,-196℃条件下,akv≥80j;且焊缝ctod试验特征值δm满足标准要求(≥0.2mm),抗开裂性能优良。
- 还没有人留言评论。精彩留言会获得点赞!