极柱的坐标确定方法、焊接方法及焊接系统与流程
本公开涉及但不限于电池产品的焊接,尤其涉及一种极柱的坐标确定方法、焊接方法及焊接系统。
背景技术:
1、在电池产品的生产过程中,对极柱的焊接是非常重要的环节。然而,在焊接的电池产品换型时,需要作业人员手动调试极柱在寻址工位坐标系中的坐标,耗时较长,且消耗大量人力。
技术实现思路
1、有鉴于此,本公开实施例至少提供一种极柱的坐标确定方法、焊接方法及焊接系统,能够高效准确地确定电池产品的极柱在寻址工位坐标系中的坐标,从而大大降低调试人员投入,提升调试效率,并能减少调试错误率,进而能够提高焊前寻址拍照的效率和准确性,提高电池产品的生产效率和生产质量。
2、本公开实施例的技术方案是这样实现的:
3、本公开实施例提供一种极柱的坐标确定方法,所述方法包括:
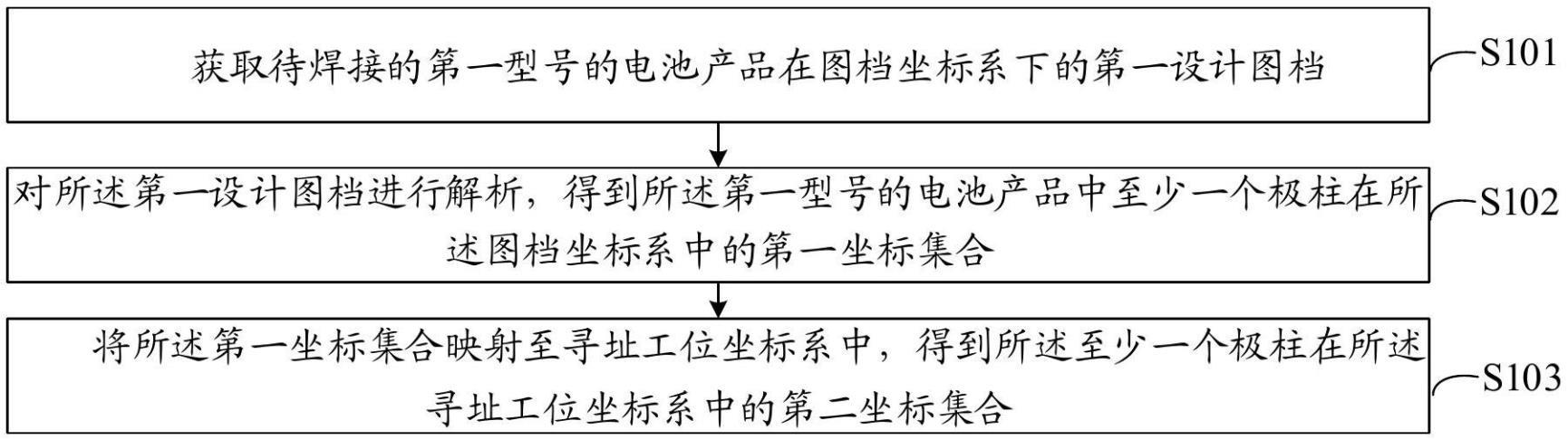
4、获取待焊接的第一型号的电池产品在图档坐标系下的第一设计图档;
5、对所述第一设计图档进行解析,得到所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标集合;
6、将所述第一坐标集合映射至寻址工位坐标系中,得到所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合。
7、本公开实施例中,获取待焊接的第一型号的电池产品在图档坐标系下的第一设计图档;对第一设计图档进行解析,得到第一型号的电池产品中至少一个极柱在图档坐标系中的第一坐标集合;将第一坐标集合映射至寻址工位坐标系中,得到至少一个极柱在寻址工位坐标系中的第二坐标集合。这样,以待焊接的第一型号的电池产品在图档坐标系中的第一坐标集合为依据,确定极柱在寻址工位坐标系中的第二坐标集合,一方面,有助于后续基于极柱在寻址工位坐标系中的第二坐标集合进行焊前寻址拍照,能够提高在寻址工位中进行焊前寻址拍照的效率和准确性,从而提高电池产品的生产效率和生产质量;另一方面,因为无需作业人员手动调试极柱在寻址工位坐标系中的坐标,从而大大降低了调试人员投入,并能减少调试错误率,从而可以进一步提高电池产品的生产质量和生产效率。
8、在一些实施例中,所述寻址工位坐标系是通过将所述图档坐标系的原点平移至预设的基准点得到的;所述将所述第一坐标集合映射至寻址工位坐标系中,得到所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合,包括:获取所述图档坐标系中所述基准点的基准坐标;针对每一所述极柱,基于所述极柱的第一坐标和所述基准坐标,确定所述极柱相对所述基准点的第一偏移坐标,并将所述第一偏移坐标确定为所述极柱在所述寻址工位坐标系中的第二坐标。
9、上述实施例中,以电池产品中极柱相对预设基准点的第一偏移坐标,作为极柱在寻址工位坐标系中的第二坐标。这样,能够快速确定电池产品中极柱的第二坐标、提高极柱的定位效率。
10、在一些实施例中,所述图档坐标系中包括互相交叉的第一定位轴和第二定位轴,所述第一定位轴和所述第二定位轴在所述图档坐标系中的位置分别与寻址工位中第三定位轴和第四定位轴在寻址工位坐标系中的位置对齐。
11、上述实施例中,由于互相交叉的第一定位轴和第二定位轴在图档坐标系中的位置分别与寻址工位中第三定位轴和第四定位轴在寻址工位坐标系中的位置对齐,因而,可以便于通过该第三定位轴和该第四定位轴对寻址工位中的电池产品进行定位,使得电池产品中各极柱在寻址工位坐标系中相对基准点的位置与该电池产品的第一设计图档中各极柱在图档坐标系中相对基准点的位置对齐,从而提高极柱的定位效率。
12、在一些实施例中,所述基准点包括预设型号的电池产品中的预设极柱;所述获取所述图档坐标系中所述基准点的基准坐标,包括:获取所述预设型号的电池产品在所述图档坐标系下的第二设计图档;对所述第二设计图档进行解析,得到所述预设极柱在所述图档坐标系中的第三坐标,并将所述第三坐标作为所述基准坐标。
13、上述实施例中,将预设型号的电池产品的预设极柱在图档坐标系中的第三坐标作为基准坐标,有利于针对不同型号的电池产品,基于基准坐标,快速确定至少一个极柱的第二坐标集合,提高了极柱的定位效率。
14、在一些实施例中,所述对所述第一设计图档进行解析,得到所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标集合,包括:从所述第一设计图档中提取至少一个图元对象;针对每一所述图元对象,在所述图元对象的类型为圆形的情况下,确定所述图元对象表征所述第一型号的电池产品中的一个极柱,并将所述图元对象的圆心坐标确定为所述极柱在所述图档坐标系中的第一坐标;基于所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标,确定所述第一坐标集合。
15、上述实施例中,通过从设计图档中提取图元对象,在图元对象的类型为圆形的情况下,确定图元对象表征第一型号的电池产品中的一个极柱,进而将图元对象的圆心坐标确定为极柱在图档坐标系中的第一坐标,能够快速确定极柱在图档坐标系中的第一坐标,提高了极柱的定位效率。
16、在一些实施例中,所述方法还包括:向控制器下发所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合,以使所述控制器基于所述第二坐标集合控制寻址相机对所述第一型号的电池产品中的极柱进行焊前寻址拍照。
17、上述实施例中,控制器基于极柱在寻址工位坐标系中的第二坐标集合控制寻址相机进行焊前寻址拍照,能够提高寻址相机进行寻址拍照的效率,有利于快速确定极柱的位置信息。
18、在一些实施例中,所述方法还包括:获取至少一组视觉参数,每一组所述视觉参数分别用于对一种型号的电池产品中的极柱进行焊前寻址拍照;针对每一种型号,基于所述型号的电池产品对应的一组视觉参数,生成并存储与所述型号的电池产品对应的相机控制程序,所述相机控制程序用于控制寻址相机按照所述视觉参数进行焊前寻址拍照。
19、上述实施例中,将每一种型号的电池产品对应的一组视觉参数生成并存储为与每一种型号的电池产品对应的相机控制程序,这样,对于同一种型号的电池产品,在进行首次焊前寻址拍照之后,后续可以直接调用之前存储的该型号电池产品所对应的相机控制程序进行寻址拍照,进而能够提高进行焊前寻址拍照的效率和准确率。
20、在一些实施例中,所述方法还包括:接收控制器发送的请求指令,所述请求指令用于请求所述第一型号的电池产品对应的相机控制程序;将所述第一型号的电池产品对应的相机控制程序发送至所述控制器。
21、上述实施例中,在某一型号的电池产品进行非首次焊接换型时,可以快速确定该型号电池产品的相机控制程序,进而能够提高进行焊前寻址拍照的效率和准确率。
22、本公开实施例提供一种极柱的坐标确定方法,所述方法包括:
23、人机接口显示第一界面;所述人机接口响应于在所述第一界面进行的图档导入操作,获取导入的第一型号的电池产品在图档坐标系下的第一设计图档;上位机对所述第一设计图档进行解析,得到所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标集合;所述上位机将所述第一坐标集合映射至寻址工位坐标系中,得到所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合;所述人机接口显示所述第二坐标集合。
24、上述实施例中,在人机接口的第一界面进行图档导入操作,能够自动生成相应型号的电池产品中极柱的第二坐标集合,提高了生成第二坐标集合的效率。
25、本公开实施例提供一种焊接方法,所述方法包括:
26、上位机获取待焊接的第一型号的电池产品在图档坐标系下的第一设计图档;
27、所述上位机对所述第一设计图档进行解析,得到所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标集合;
28、所述上位机将所述第一坐标集合映射至寻址工位坐标系中,得到所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合并向控制器下发所述第二坐标集合并向控制器下发所述第二坐标集合;
29、所述控制器接收所述第二坐标集合;
30、所述控制器基于所述第二坐标集合控制寻址相机对所述至少一个极柱进行焊前寻址拍照,得到所述至少一个极柱在所述寻址工位坐标系中的第四坐标集合;
31、所述控制器将所述第四坐标集合映射至焊接工位坐标系中,得到所述至少一个极柱在所述焊接工位坐标系中的第五坐标集合;
32、所述控制器基于所述第五坐标集合,控制焊接设备对所述至少一个极柱进行焊接,以通过巴片将所述第一型号的电池产品中的至少两个电池单体电连接。
33、本公开实施例中,能够快速准确地确定电池产品中的极柱在焊接工位坐标系中的第五坐标集合,基于极柱在焊接工位坐标系中的第五坐标集合进行焊接,有利于提高进行极柱焊接的效率和质量。
34、在一些实施例中,人机接口显示第一界面;所述人机接口响应于在所述第一界面进行的图档导入操作,获取导入的所述第一型号的电池产品在所述图档坐标系下的所述第一设计图档,并将所述第一设计图档发送至所述上位机;所述上位机将所述第二坐标集合发送至所述人机接口;所述人机接口显示所述第二坐标集合。
35、上述实施例中,通过在第一界面导入图档并生成电池产品中极柱的第二坐标集合,提高了操作人员进行操作的便利性,有利于操作人员快速准确地获取第二坐标集合。
36、在一些实施例中,所述方法还包括:所述控制器向上位机发送请求指令,所述请求指令用于请求所述第一型号的电池产品对应的相机控制程序;所述上位机响应于所述请求指令,向所述控制器发送所述第一型号的电池产品对应的相机控制程序;所述控制器基于所述第二坐标集合控制寻址相机对所述至少一个极柱进行焊前寻址拍照,得到所述至少一个极柱在所述寻址工位坐标系中的第四坐标集合,包括:所述控制器通过调用所述相机控制程序,控制所述寻址相机基于所述第二坐标集合、按照所述第一型号的电池产品对应的视觉参数,对所述第一型号的电池产品进行焊前寻址拍照,得到所述第四坐标集合。
37、上述实施例中,通过调用不同型号的电池产品对应的相机控制程序,无需作业人员每次针对不同型号的电池产品都手动调试相机的视觉参数,有利于提高确定极柱在寻址工位坐标系中的第四坐标的效率。
38、本公开实施例提供一种焊接系统,其特征在于,包括上位机、控制器、寻址设备和焊接设备,所述寻址设备中包括寻址相机,其中:
39、所述上位机,用于:获取待焊接的第一型号的电池产品在图档坐标系中的第一设计图档;对所述第一设计图档进行解析,得到所述第一型号的电池产品中至少一个极柱在所述图档坐标系中的第一坐标集合;将所述第一坐标集合映射至寻址工位坐标系中,得到所述至少一个极柱在所述寻址工位坐标系中的第二坐标集合;向所述控制器下发所述第二坐标集合。
40、所述控制器,用于:接收所述第二坐标集合;基于所述第二坐标集合控制所述寻址相机对所述至少一个极柱进行焊前寻址拍照,得到所述至少一个极柱在所述寻址工位坐标系中的第四坐标集合;将所述第四坐标集合映射至焊接工位坐标系中,得到所述至少一个极柱在所述焊接工位坐标系中的第五坐标集合;基于所述第五坐标集合,控制所述焊接设备对所述至少一个极柱进行焊接,以通过巴片将所述第一型号的电池产品中的至少两个电池单体电连接。
41、本公开实施例中的焊接系统,获取待焊接的第一型号的电池产品在图档坐标系下的第一设计图档;对第一设计图档进行解析,得到第一型号的电池产品中至少一个极柱在图档坐标系中的第一坐标集合;将第一坐标集合映射至寻址工位坐标系中,得到至少一个极柱在寻址工位坐标系中的第二坐标集合。这样,以待焊接的第一型号的电池产品在图档坐标系中的第一坐标集合为依据,确定极柱在寻址工位坐标系中的第二坐标集合,一方面,有助于后续基于极柱在寻址工位坐标系中的第二坐标集合进行焊前寻址拍照,能够提高在寻址工位中进行焊前寻址拍照的效率和准确性,从而提高电池产品的生产效率和生产质量;另一方面,因为无需作业人员手动调试极柱在寻址工位坐标系中的坐标,从而大大降低了调试人员投入,并能减少调试错误率,从而可以进一步提高电池产品的生产质量和生产效率。
42、在一些实施例中,所述控制器包括第一控制器和第二控制器;所述第一控制器,用于:接收所述第二坐标集合;基于所述第二坐标集合控制所述寻址相机对所述至少一个极柱进行焊前寻址拍照,得到所述第四坐标集合;将所述第四坐标集合发送至所述第二控制器;所述第二控制器,用于:将所述第四坐标集合映射至所述焊接工位坐标系中,得到所述第五坐标集合;基于所述第五坐标集合,控制所述焊接设备对所述至少一个极柱进行焊接。
43、上述实施例中,通过将极柱在寻址工位坐标系中的第四坐标集合映射至焊接工位中焊接设备的焊接工位坐标系中,得到每一极柱在焊接工位坐标系中的第五坐标集合,可以将极柱坐标的寻址和极柱的焊接分开并行进行,从而可以进一步提高电池产品的生产效率。
44、在一些实施例中,所述焊接系统还包括人机接口;所述人机接口用于:显示第一界面;响应于在所述第一界面进行的图档导入操作,获取导入的所述第一设计图档;接收并显示所述上位机发送的所述第二坐标集合;所述上位机还用于:从所述人机接口获取所述第一设计图档;将所述第二坐标集合发送至所述人机接口。
45、上述实施例中,通过在第一界面导入图档并生成电池产品中极柱的第二坐标集合,提高了操作人员进行操作的便利性,有利于操作人员快速获取第二坐标集合。
46、在一些实施例中,所述控制器还用于:向所述上位机发送请求指令;接收所述上位机发送的所述第一型号的电池产品对应的相机控制程序;通过调用所述相机控制程序,控制所述寻址相机基于所述第二坐标集合、按照所述第一型号的电池产品对应的视觉参数,对所述第一型号的电池产品进行焊前寻址拍照,得到所述第四坐标集合;所述上位机还用于:获取至少一组视觉参数,每一组所述视觉参数分别用于对一种型号的电池产品中的极柱进行焊前寻址拍照;针对每一种型号,基于所述型号的电池产品对应的一组视觉参数,生成并存储与所述型号的电池产品对应的相机控制程序;响应于所述请求指令,向所述控制器发送所述第一型号的电池产品对应的相机控制程序。
47、上述实施例中,通过调用不同型号的电池产品对应的相机控制程序,无需作业人员每次针对不同型号的电池产品都手动调试相机的视觉参数,有利于提高确定极柱在寻址工位坐标系中的第四坐标的效率。
48、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本公开的技术方案。
- 还没有人留言评论。精彩留言会获得点赞!