一种弧面花齿牙板加工装置的制作方法
本发明涉及石油钻修井,具体地来说,涉及一种弧面花齿牙板加工装置。
背景技术:
1、在石油钻修井作业过程中,动力钳一般通过颚板上的牙板“咬住”钻杆、套管、油管等钻具旋转来完成上卸扣作业,该过程中,较为常用的牙板为弧面花齿牙板。而动力钳的弧面花齿牙板,其齿牙面一般采用车削加工,即用夹具将待加工的牙板固定在车床床鞍上,每加工好一侧牙板的圆弧齿牙后,需人工停车一次,拆卸牙板,旋转180度反向安装,再夹紧并进行加工(通常情况下,弧面花齿牙板左右两侧的圆弧齿牙均需完成加工);该种加工方式需要花费大量的人力资源,且效率低下。
2、而现有技术中相关针对弧面花齿牙板的加工装置的研究,如专利申请cn104499963a动力钳旋扣部件及加工方法等,其均可通过不同直径圆周上安装数把刀具的刀盘等可同时加工牙板左右两侧的刀盘的设置,一定程度上实现对于牙板左右两侧的圆弧齿牙的同时加工,但是,现有技术并无法一次实现不止一个弧面花齿牙板的加工,也无法兼顾实现多个弧面花齿牙板的连续加工作业,对于加工效率的提升仍然有限,且现有技术往往需要人工去将弧面花齿牙板装在夹具上,不仅操作安全性一般,加工效率也进一步受到影响。
3、为此,需要一种新的技术方案以解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种弧面花齿牙板加工装置,以解决上述背景技术提出的现有技术并无法一次实现不止一个弧面花齿牙板的加工,也无法兼顾实现多个弧面花齿牙板的连续加工作业,加工效率仍然一般,且现有技术往往需要人工去将弧面花齿牙板装在夹具上,不仅操作安全性一般,加工效率也进一步受到影响的技术问题。
2、为实现上述目的,本发明采取以下技术方案:
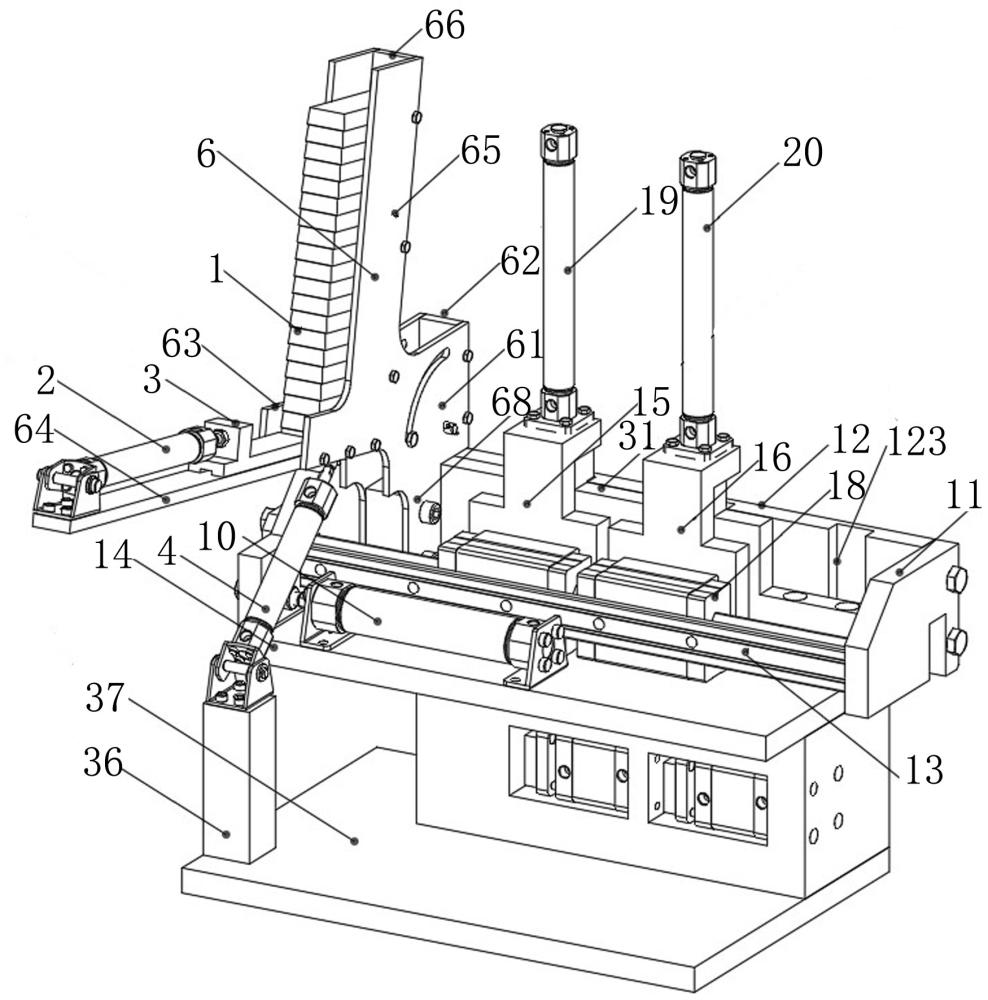
3、一种弧面花齿牙板加工装置,包括刀盘、双工位送料机构、设有可堆叠多个牙板的上料区的翻转式连续上料机构、分别与翻转式连续上料机构和双工位送料机构左右移位配合的双工位接料机构,所述双工位送料机构的下方设有与其承接配合的双工位气动夹具,所述刀盘具有分别加工牙板左右两侧的双工位而双工位气动夹具的双工位与刀盘的双工位一一对应配合。
4、进一步的,所述翻转式连续上料机构包括上料架,所述上料架包括气缸ⅰ、气缸ⅱ、推杆、前挡板ⅰ和两个面板,两个所述面板互相平行而前挡板ⅰ竖直固定于两个面板的内侧前端之间,两个所述面板共同向下延伸形成有固定座,两个所述面板的后端上部均分别向后延伸形成一侧挡板ⅰ而两个侧挡板ⅰ之间共同垂直固定有一支撑底板,所述支撑底板和两个侧挡板ⅰ均朝向前挡板ⅰ一侧倾斜向下设置,所述气缸ⅰ的缸体部安装于支撑底板的上表面后端,两个所述侧挡板ⅰ的顶部均分别向上延伸形成有一侧挡板ⅱ,两个所述侧挡板ⅱ的内侧前端之间还垂直固定有一前挡板ⅱ,所述前挡板ⅱ垂直设置于支撑底板上表面前端的上方且前挡板ⅱ与支撑底板之间留有仅可供一个牙板通过的间隙,所述前挡板ⅱ、支撑底板、侧挡板ⅰ和侧挡板ⅱ共同围合形成上料区,所述推杆的纵截面呈倒t字形结构,所述气缸ⅰ的活塞杆端部与推杆的凸起部连接且推杆可通过气缸ⅰ于支撑底板的上表面朝向上料区的方向滑移,所述推杆靠近上料区一端的厚度小于单个牙板的厚度,所述气缸ⅱ的缸体部安装于一支撑座的顶部而支撑座固定于一水平设置的底板的上表面,两个所述面板之间还设有一翻转板且翻转板的前端同时与两个面板穿销连接,所述气缸ⅱ的活塞杆端部与翻转板的中间位置之间连接有移动轴,两个所述面板上均分别开设有供移动轴穿过并进行滑移的弧形滑孔,所述翻转板的后端端部可通过移动轴与支撑底板的前端端部抵接配合,所述前挡板ⅰ、面板和翻转板可通过移动轴围合形成供单个牙板竖直通过的下料区。
5、进一步的,所述双工位接料机构包括气缸ⅲ、以及两个竖直平行设置的侧板,两个所述侧板的内侧位于下料区下方的一端之间垂直固定有竖直设置的接料板,两个所述侧板的内侧另一端之间安装有与接料板平行的滑轨,所述气缸ⅲ平行于滑轨设置且气缸ⅲ的活塞杆端部垂直连接于一侧板的内侧,所述接料板正对滑轨的一侧沿其长度方向依次开设有接料槽ⅰ、接料槽ⅱ和下料槽,所述双工位送料机构包括水平设置且上表面固定有固定座的送料底板,所述气缸ⅲ安装于送料底板的上表面,所述送料底板的上表面并排固定有呈倒l型结构的支撑架ⅰ和支撑架ⅱ,所述支撑架ⅰ和支撑架ⅱ的倒l型结构的开口均朝向接料板设置而支撑架ⅰ和支撑架ⅱ背离开口的一侧分别固定有与滑轨滑移配合的滑块ⅰ和滑块ⅱ,所述支撑架ⅰ和支撑架ⅱ的水平部顶部分别安装有竖直设置的气缸ⅳ和气缸ⅴ,所述气缸ⅳ的活塞杆端部穿过支撑架ⅰ的水平部后连接有可承载牙板的送料块ⅰ而气缸ⅴ的活塞杆端部穿过支撑架ⅱ的水平部后连接有可承载牙板的送料块ⅱ,所述送料块ⅰ和送料块ⅱ均呈开口朝向接料板设置的槽型结构,所述送料底板的上表面沿其长度方向依次垂直固定有导向板ⅰ、导向板ⅱ和导向板ⅲ,所述导向板ⅰ与导向板ⅱ之间形成有供送料块ⅰ穿过的通道ⅰ而导向板ⅱ与导向板ⅲ之间形成有供送料块ⅱ穿过的通道ⅱ,所述送料底板上还开设有供送料块ⅰ和送料块ⅱ穿过的两个槽口ⅰ、以及与下料槽相配合的槽口ⅱ,所述接料板通过气缸ⅲ滑移于送料底板的上表面。
6、进一步的,所述双工位气动夹具包括固定于底板上表面的安装座,所述安装座固定于送料底板的下方且安装座正对刀盘的一侧沿其长度方向依次形成有加工槽ⅰ、加工槽ⅱ和出料槽,所述加工槽ⅰ的左右两侧分别设有压板ⅰ和侧支撑板ⅰ而加工槽ⅱ的左右两侧分别设有压板ⅱ和侧支撑板ⅱ,所述压板ⅰ设有用于带动其向加工槽ⅰ方向移动的气缸ⅵ而压板ⅱ设有用于带动其向加工槽ⅱ方向移动的气缸ⅶ,所述加工槽ⅰ和加工槽ⅱ与刀盘的双工位一一对应配合,所述送料块ⅰ可通过气缸ⅲ和气缸ⅳ升降移动于接料槽ⅰ、接料槽ⅱ中的一个及加工槽ⅰ内,所述送料块ⅱ可通过气缸ⅲ和气缸ⅴ升降移动于接料槽ⅱ、下料槽中的一个及加工槽ⅱ内,所述下料槽可通过气缸ⅲ左右移位至出料槽的正上方。
7、与现有技术相比,本发明的有益效果是:
8、1、本发明中在设置具有分别加工牙板左右两侧的双工位的刀盘的基础上,通过双工位接料机构与翻转式连续上料机构和双工位送料机构的左右移位配合设置,在实现可连续翻转上料的同时,实现了双工位接料和双工位送料,而在此基础上的双工位送料机构的下方设有与其承接配合的双工位气动夹具,双工位气动夹具的双工位与刀盘的双工位一一对应配合的设置,更是进一步实现了双工位加工,即完全未加工的牙板在双工位气动夹具的一个工位中加工一侧的圆弧齿牙时,另一个已加工完成一侧圆弧齿牙的牙板可以同时在双工位气动夹具的另一个工位中加工另一侧的圆弧齿牙,这样的工位转换可以使得各工位连续作业,最终保证在一次实现不止一个弧面花齿牙板的加工的同时,兼顾实现多个弧面花齿牙板的连续加工,从而极大地提升了单台装置的加工效率;此外,本发明中翻转式连续上料机构的上料区的设置,使得操作人员只需对上料区补料,这进一步提升了加工效率,并降低了操作人员在操作夹具装卸牙板过程中出现危险的概率,大大提高了操作安全性。
9、2、本发明中的翻转式连续上料机构包括上料架,而上料架包括协同作用的前挡板ⅰ、面板、前挡板ⅱ、支撑底板、侧挡板ⅰ、侧挡板ⅱ、气缸ⅰ、推杆、气缸ⅱ和翻转板,本发明中在前挡板ⅱ与支撑底板之间留有仅可供一个牙板通过的间隙且前挡板ⅱ、支撑底板、侧挡板ⅰ和侧挡板ⅱ共同围合形成上料区的情形下,通过使气缸ⅰ的活塞杆端部与推杆的凸起部连接,并使推杆的纵截面呈倒t字形且推杆靠近上料区一端的厚度小于单个牙板的厚度,保证了气缸ⅰ对于牙板下料时机的有效控制,即最下方的牙板被推杆从上料区推出后敏,推杆靠近上料区的一端会占据原先牙板的位置,在气缸ⅰ未缩回的情形下,有效避免上方的牙板继续离开上料区,这充分保证了加工作业的平稳有序进行,进一步提高了加工效率和操作安全性。
10、3、本发明中的双工位气动夹具包括安装座,安装座正对刀盘的一侧沿其长度方向依次形成有加工槽ⅰ、加工槽ⅱ和出料槽,本发明中通过加工槽ⅰ与侧支撑板ⅰ和气缸ⅵ驱动的压板ⅰ的限位配合设置、以及加工槽ⅱ与侧支撑板ⅱ和气缸ⅶ驱动的压板ⅱ的限位配合设置,充分保证了牙板加工过程中的夹持效果,大幅度地提升了加工精度,从而进一步保证了加工效率。
- 还没有人留言评论。精彩留言会获得点赞!