一种7085铝合金大长宽板件的制备方法与流程
本发明涉及铝合金制备工艺的,尤其涉及一种7085铝合金大长宽板件的制备方法。
背景技术:
1、航空航天装备为了进一步实现减重目标,越来越多的采用大型一体化构件代替多个小构件拼接组装。因此,铝合金大型板件是必不可少的材料,同时对材料的组织均匀性和力学性能都提出了更高的要求。目前,铝合金大型板件制备越来越受到行业的重视,具有低淬火敏感性的7085铝合金也逐渐应用到航空航天装备大型构件产品。
2、7085铝合金适合用于大型构件,同时要求具有综合性能高、且整体性能均匀的要求。针对大长宽板件,现有方法常采用轧制和多向自由锻,但是仍受加工方法和装备能力的限制,大型构件往往存在整体晶粒度大、且不同位置的晶粒组织不均匀,导致性能存在很大差异,不能达到使用要求。具体而言,常规7085铝合金大型板件加工方式存在以下技术缺陷:由于板件厚度大,例如170~200mm厚度,采用450mm~550mm厚度的铸锭进行轧制,轧制总压下量仅为55.6%~69%,虽然晶粒相对均匀,但晶粒尺寸粗大,导致板件综合性能差;如果采用多向自由锻获得的大型长宽板件,由于金属硫变控制难度大,常常出现金属紊流,仅仅能够获得局部细小的晶粒,这导致晶粒组织和力学性能均匀性较差,不能满足使用要求。
技术实现思路
1、有鉴于此,本发明要解决的技术问题在于提供一种7085铝合金大长宽板件的制备方法。所述制备方法包括单向墩粗和两向拔长相结合的锻造变形方法,所述制备方法制备出的7085铝合金大长宽板件晶粒组织细小均匀,达到了良好的力学性能匹配,达到了大板件不同方向的性能合理匹配,满足使用要求。
2、为达到以上目的,本发明采用的技术方案如下:
3、本发明提供了一种7085铝合金大长宽板件的制备方法,包括对7085铝合金铸锭依次进行单向墩粗和两向拔长。
4、优选的,所述单向墩粗为在7085铝合金铸锭长度方向墩粗压下量为原长度的45%~50%。在本发明的一些具体实施例中,所述单向墩粗为在7085铝合金铸锭长度方向墩粗压下量为原长度的45%或50%。
5、优选的,所述两向拔长为先将单向墩粗后的7085铝合金铸锭沿厚度方向拔长,在长度方向压下至7085铝合金铸锭原长度的20%~25%,然后沿宽度方向拔长,在铸锭长度方向压下至7085铝合金铸锭原长度的12%~14%。
6、本发明优选的,所述7085铝合金大长宽板件的长度、宽度均大于2000mm,且长度和宽度与厚度之比均大于10。
7、本发明优选的,所述单向墩粗包含2~3道次墩粗,每道次墩粗的压下量为铸锭原长度的15%~25%,每道次墩粗的压下速度不大于5mm/s;
8、在本发明的一些具体实施例中,优选的,所述单向墩粗包含2道次墩粗,第一次墩粗在长度方向压下量为铸锭原长度的25%,墩粗压下速度5mm/s;第二次墩粗在长度方向压下量为铸锭原长度的20%,墩粗压下速度4mm/s。
9、优选的,所述所述单向墩粗包含3道次墩粗,第一次墩粗在长度方向压下量为铸锭原长度的15%,墩粗压下速度3mm/s;第二次墩粗在长度方向压下量为铸锭原长度的17%,墩粗压下速度4mm/s;第三次墩粗在长度方向压下量为铸锭原长度的18%,墩粗压下速度5mm/s。
10、本发明优选的,所述的厚度方向拔长包含7~9道次拔长,每道次拔长的压下量为厚度方向拔长压下总量的15%~25%。
11、优选的,所述的宽度方向拔长包含2~3道次拔长,每道次拔长的压下量为宽度方向拔长压下总量的25%~40%。
12、优选的,所述宽度方向拔长完成后,7085铝合金大长宽板件的温度不低于360℃。
13、本发明优选的,所述7085铝合金铸锭的厚度为450~550mm。
14、本发明优选的,所述7085铝合金铸锭在单向墩粗前还包括对7085铝合金铸锭进行加热。
15、优选的,所述加热的温度为380℃~420℃;更优选为390℃~410℃;进一步优选为400℃。
16、优选的,所述加热的保温时间不少于350min。
17、本发明优选的,所述单向墩粗和两向拔长后还包括热处理;
18、优选的,所述热处理的方式为固溶淬火和人工时效。
19、本发明优选的,所述固溶淬火的温度为470℃~480℃;更优选为475℃。优选的,所述固溶淬火的保温时间为3~6h;更优选为6h。
20、本发明优选的,所述人工时效为:将冷变形后的7085铝合金铝合金铸锭在115℃~123℃的温度下进行保温4~8h,再升温至155℃~160℃的温度进行保温10~16h;更优选的,将冷变形后的7085铝合金铸锭在120℃的温度进行保温6h,再升温至157℃的温度进行保温14h。
21、上述的单向墩粗为变形压下进行的单向(长度方向)墩粗,两向拔长为两向(厚度方向和宽度方向)多道次拔长。
22、本发明优选的,所述7085铝合金铸锭的厚度为450~550mm。
23、本发明优选的,所述7085铝合金大长宽板件的制备方法,具体包括以下步骤:
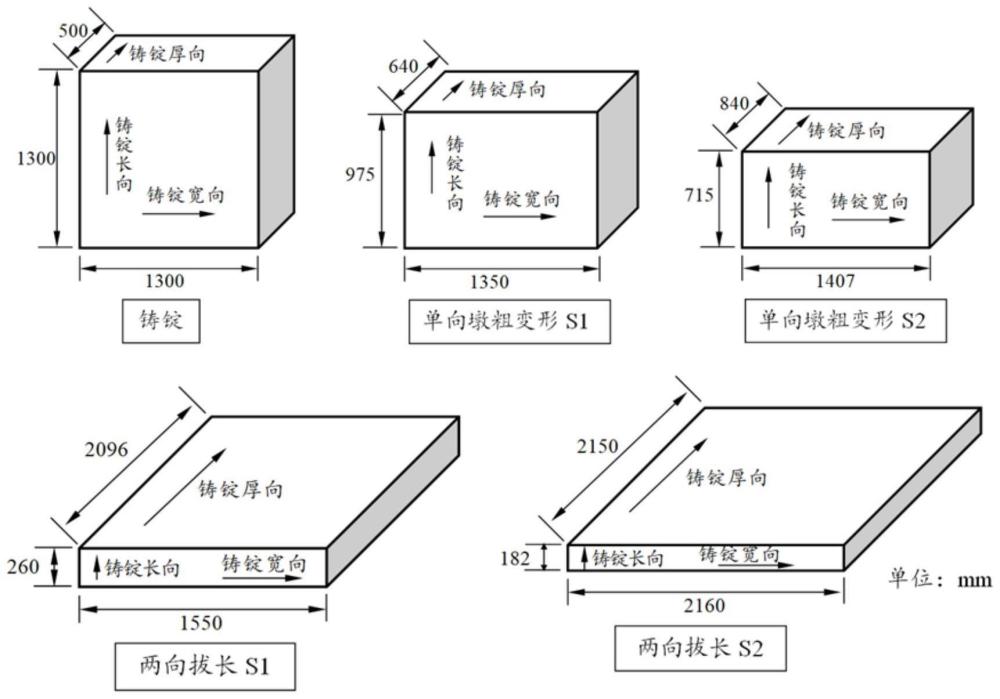
24、s1:采用厚度为450~550mm、宽度为1200~1400mm、长度为1200~1500mm的7085铝合金铸锭,将铸锭加热至380℃~420℃,保温时间不少于350分钟。
25、s2:将铸锭在长度方向上单向大变形压下墩粗,是将铸锭在长度方向墩粗压下量为原长度的45%~50%,包含2~3道次墩粗,每道次墩粗的压下量为铸锭原长度的15%~25%,每道次墩粗压下速度不大于5mm/s;
26、s3:将墩粗后的坯料从原铸锭厚度方向拔长,将铸锭原长度方向压下至铸锭原长度的20%~25%,包含7~9道次拔长,每道次拔长的压下量为厚度方向拔长压下总量的10%~20%,拔长进给量为120~150mm;
27、s4:将厚度方向拔长后的坯料进行宽度方向拔长,在铸锭原长度方向压下至铸锭原长度的12%~14%,包含2~3道次拔长,每道次拔长的压下量为宽度方向拔长压下总量的25%~40%,拔长进给量为100~120mm;
28、s5:锻造完成后立即测得大长宽板件的温度不低于360℃;
29、s6:对锻造获得的大长宽板件进行热处理,热处理方式为固溶淬火和人工时效;所述固溶淬火的温度为470~480℃,固溶保温时间为3~6h;
30、s7:对板件进行人工时效,时效温度为115℃~123℃,保温4~8h,再升温至155℃~160℃的温度进行保温10~16h,最终制备得到长度、宽度均大于2000mm,且长度和宽度与厚度之比均大于10的7085铝合金大长宽板件。
31、本发明还提供了一种航空航天装备结构用板件,由上述的7085铝合金大长宽板件的制备方法制备得到的7085铝合金大长宽板件加工后制备得到。
32、与现有技术相比,本发明提供的7085铝合金大长宽板件的制备方法包括对7085铝合金铸锭依次进行单向墩粗和两向拔长,所述单向墩粗为在7085铝合金铸锭长度方向墩粗压下量为原长度的45%~50%,所述两向拔长为先将单向墩粗后的7085铝合金铸锭沿厚度方向7~9道次拔长,在长度方向压下至7085铝合金铸锭原长度的20%~25%,然后沿宽度方向2~3道次拔长,在铸锭长度方向压下至7085铝合金铸锭原长度的12%~14%。所述制备方法通过调控锻造工艺中的墩粗和拔长的压下量、每道次变形量分配、压下速度等参数,将应变从铸锭中心分布传递到表层,实现应变均匀分布,最终得到表层到中心晶粒组织细小均匀、拉伸强度和断裂韧度等力学性能高于常规板材的7085铝合金大长宽板件,所述制备方法制备得到的7085铝合金大长宽板件的长度、宽度均大于2000mm,且长度和宽度与厚度之比均大于10,适用于加工制造航空航天装备大规格构件。
- 还没有人留言评论。精彩留言会获得点赞!