一种自主适配的钨触头成品钎焊装置的制作方法
本发明涉及钨触头钎焊,具体为一种自主适配的钨触头成品钎焊装置。
背景技术:
1、钨触头是用于开关中实现电路接通或分断的接触点,在汽车喇叭的不间断通、断操作中钨触点可长时间置于空气中不被氧化,确保汽车喇叭在一定范围内不失效,不会降低了喇叭的使用寿命,在钨触头加工过程中,因钨材较硬较脆,不能直接铆接,一般先与铁基或者铜基材料焊接在一起制成钨铆钉触头,再进行铆接组装;
2、公开号cn215967118u公开了一种银碳化钨触点储能焊接工装,包括底座、固定座台和气缸,固定座台和气缸固定在底座上,气缸位于固定座台的一侧,固定座台上设置有供气缸伸缩杆伸入的伸缩腔,固定座台的另一侧滑动连接有滑座,滑座上固定有夹紧块,气缸的伸缩杆贯穿伸缩腔与滑座固定连接,固定座台上固定有与夹紧块适配的定位块,固定座台上位于定位块和夹紧块之间设置有用于放置工件的凹模腔;本实用新型通过对工件进行定位夹紧,保证了工件焊接位置的准确性,提高了工件焊接的一致性;
3、但是上述用于银碳化钨触点的钎焊工装在实际使用过程中还存在以下问题:通过气缸伸缩杆带动的夹紧块对钨触点进行定位,但实际工作时因不同生产需求下的钨触点其规格、直径都存在较大差异,通过左右方向对称移动的夹紧块无法保证钨触点的锁止定位,因此导致钨触点与焊材之间错位,同时因钎焊需要多点加工,此类钎焊方式需要人为不断调整钨触点的位置,进而在使用过程中较为复杂、不便,也容易导致虚焊等情况。
4、所以我们提出了一种自主适配的钨触头成品钎焊装置,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种自主适配的钨触头成品钎焊装置,以解决上述背景技术提出的目前通过气缸伸缩杆带动的夹紧块对钨触点进行定位,但实际工作时因不同生产需求下的钨触点其规格、直径都存在较大差异,通过左右方向对称移动的夹紧块无法保证钨触点的锁止定位,因此导致钨触点与焊材之间错位,同时因钎焊需要多点加工,此类钎焊方式需要人为不断调整钨触点的位置,进而在使用过程中较为复杂、不便,也容易导致虚焊等情况。
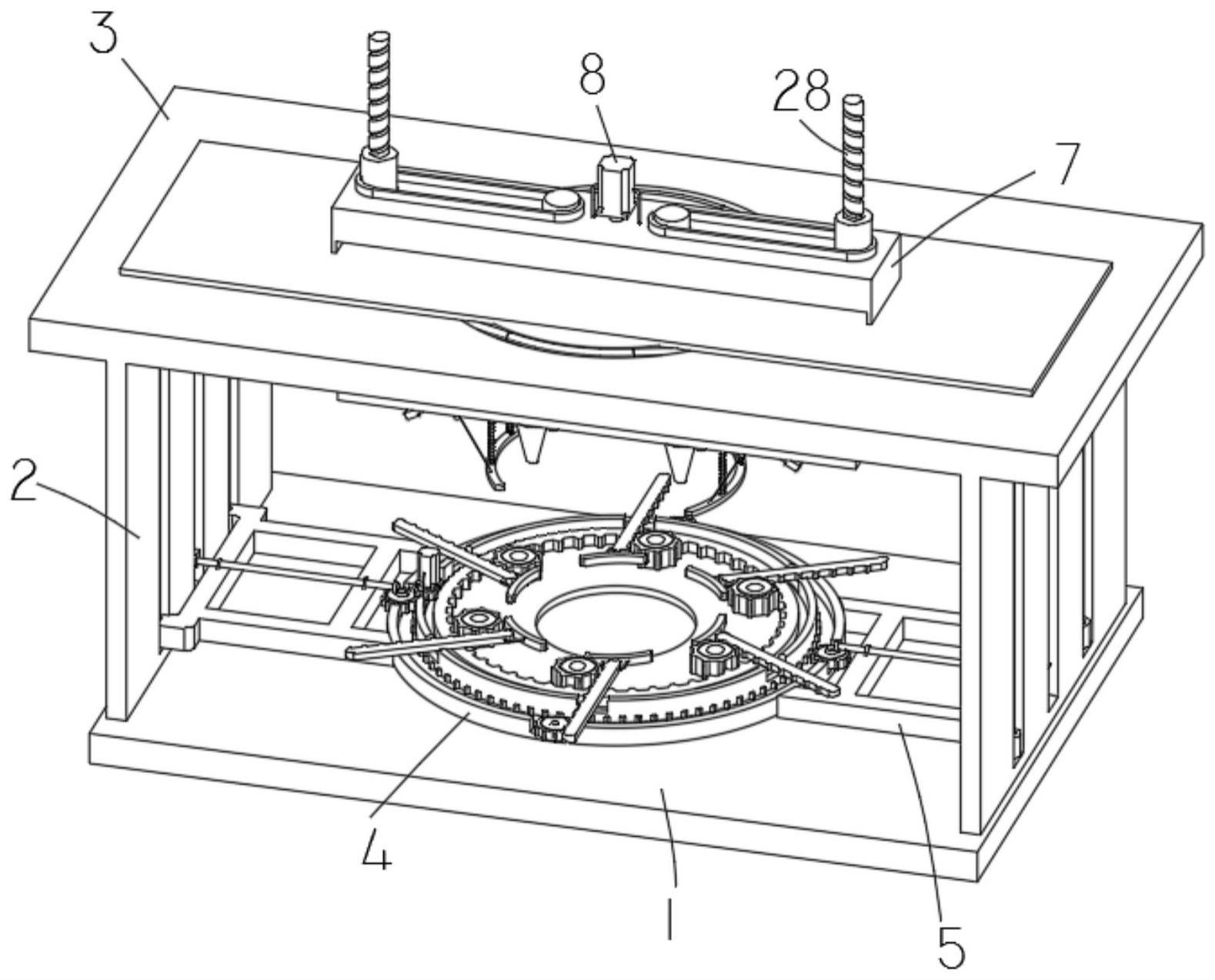
2、为实现上述目的,本发明提供如下技术方案:一种自主适配的钨触头成品钎焊装置,包括承载底座,以及固定安装于承载底座顶面左右两侧的支撑侧板,且左右两侧支撑侧板的顶端固定连接于防护顶板的底面;
3、所述承载底座的顶面中心位置处转动设置有定位锁止盘,且锁止定位锁止盘的左右两端均固定连接于托举支架的内端,并且左右两侧托举支架的顶面中部均通过轴承转动设置有传动转轴;
4、还包括:所述防护顶板的顶面固定设置有驱动框架,且驱动框架的顶端中部固定设置有伺服电机;
5、其中,对称设置的支撑侧板的内部中心位置处通过轴承转动设置有驱动转杆,且左右两侧支撑侧板的内部前后两侧固定设置有定位锁止杆;
6、其中,防护顶板的内部中心位置处转动设置有锁止槽轮,且锁止槽轮的内部中心位置处转动设置有锁止导轮。
7、优选的,所述承载底座顶面定位锁止盘的内部中心位置处转动设置有驱动齿盘,且驱动齿盘的内部中心位置处转动设置有驱动齿环,并且定位锁止盘的边缘处通过轴承等角度转动设置有驱动齿轮,而且驱动齿轮啮合连接于驱动齿盘的外壁。
8、优选的,所述定位锁止盘内部左右两侧的驱动齿轮通过主锥齿组啮合连接于托举支架顶面传动转轴的内端,并且左右两侧传动转轴的外端通过副锥齿组啮合连接于支撑侧板内部驱动转杆的外壁,而且驱动转杆外壁与传动转轴外端的副锥齿组通过抵触支架相互连接。
9、优选的,所述驱动齿盘的内部左侧转动设置有传动齿轮,且传动齿轮的顶端固定连接于传动电机的输出轴底端,并且驱动齿盘的内部等角度转动设置有导向齿轮,并且驱动齿盘的内部等角度滑动设置有导向齿条。
10、优选的,所述驱动齿盘内部的传动齿轮啮合连接于驱动齿环的外壁,且驱动齿环啮合连接于内部等角度设置的导向齿轮,并且等角度设置的导向齿轮分别啮合连接于导向齿条的外壁,而且等角度设置的导向齿条的内端均固定设置有定位锁止板。
11、优选的,所述驱动框架的内部中心位置处转动设置有主动齿轮,且驱动框架的内部左右两侧均转动设置有从动齿轮,并且主动齿轮固定连接于伺服电机的底端,而且左右两侧的从动齿轮与主动齿轮之间啮合连接,同时驱动框架的内部左右两侧均转动设置有升降套筒。
12、优选的,所述驱动框架内部左右两侧的从动齿轮与升降套筒之间通过主链轮机构啮合连接,且左右两侧升降套筒的内部均螺纹贯穿连接于升降螺纹杆的中部,并且左右两侧升降螺纹杆的底端均固定连接于压覆横板的顶面。
13、优选的,所述锁止导轮的外端通过轴承等角度转动设置有单向抵触块,且等角度设置的单向抵触块与锁止导轮之间通过复位弹簧相互连接,并且等角度设置的单向抵触块卡合连接于锁止槽轮的内壁,而且锁止槽轮的外壁通过副链轮机构啮合连接于左右两侧驱动转杆的顶端。
14、优选的,所述压覆横板底面左右两侧呈前后对称的方式固定设置有钎焊触头,且压覆横板的底面左右两侧均固定设置有压覆弧板,并且左右两侧的压覆弧板与压覆横板之间通过限位弹簧相互连接。
15、优选的,所述压覆横板的内部左右两侧均转动设置有牵引转杆,且左右两侧的牵引转杆与压覆横板之间通过扭力弹簧相互连接,并且左右两侧牵引转杆的外壁等距离固定设置有定位翻转杆的顶端,而且左右两侧牵引转杆的端部与压覆弧板之间通过牵引拉绳相互连接。
16、与现有技术相比,本发明的有益效果是:该一种自主适配的钨触头成品钎焊装置,通过定位锁止盘以及内部的定位锁止板针对不同规格的钨触头与焊材进行锁止,并由压覆横板的在每次升降过程中,能够带动钨触头与焊材进行等角度的旋转,进而改变至下一次需要钎焊的角度,通过多点的钎焊防止出现虚焊以及错位的情况,其具体内容如下:
17、1.通过定位锁止盘内部的驱动齿环以及定位锁止板的设置,能够针对不同规格、直径的钨触头及焊材进行定位锁止,由驱动齿环与导向齿轮的旋转,带动导向齿条以及定位锁止板向内侧移动贴合在钨触头及焊材的外壁,保证钨触头与焊材之间的统一性,防止在后续钎焊过程中发生偏移;
18、2.通过驱动框架以及底面的压覆横板的设置,能够通过驱动框架内部主动齿轮与从动齿轮的旋转,带动升降套筒与升降螺纹杆将固定连接的压覆横板带动持续下降,进而适配不同规格、直径的钨触头及焊材进行压覆,而下降的压覆横板通过底端的压覆弧板贴合连接于钨触头以及焊材的顶面,防止其发生偏移;
19、3.在伺服电机带动主动齿轮进行顺时针旋转的过程中,主动齿轮不会带动锁止槽轮进行旋转,进而带动压覆横板下降的过程中通过压覆弧板贴合于钨触头与焊材的顶面,并通过下降的压力带动两侧的定位翻转杆贴合于钨触头与焊材的外壁,保证钨触头与焊材的统一性;
20、4.在伺服电机带动主动齿轮进行逆时针旋转的过程中,带动固定连接的锁止导轮以及卡合连接的锁止槽轮进行旋转,进而将联动的定位锁止盘内部的驱动齿盘及其内部的钨触头与焊材进行旋转,进而改变至下一次需要钎焊的角度,通过多点的钎焊防止出现虚焊以及错位的情况。
- 还没有人留言评论。精彩留言会获得点赞!