一种全自动角码安装机及组框方法与流程
本发明涉及门窗加工,尤其涉及一种全自动角码安装机及组框方法。
背景技术:
1、铝合金门窗组角就是将门窗四个边(即四根型材)在端部通过角码连接,在门窗拐角处将两根型材连接,四个拐角通过角码连接形成窗框,角码的安装过程称为组角,组角环节对提高整个组装效率具有关键作用,其中,如公开号为cn212958309u的专利文献中公开的角码,是目前门窗组装过程中较为常用的。
2、现有技术中,如公开号为cn216990679u、公开日为2022年07月19日的专利文献公开的一种门窗加工用同步组角生产线,组角床身上安装有相配合的组角机头一、组角机头二、组角机头三和组角机头四,在同步组角机的上料过程中,可直接通过组角输送带二的水平移动将框料的四个角移动至对应的四个组角机头内,在组角机头协同配合下完成铝门窗的组角工作,能够同时对框料的四个角进行组角。
3、但是,上述现有技术并没有公开如何将角码穿入到型材中,并且该装置中不具有穿角码动作的机构,也就是说,现有技术中,无法在一套设备上连续动作实现组框,现有角码安装均为手工操作,劳动强度大且效率低,已越来越不能满足门窗生产厂家的需求;研发一款全自动角码安装机,用来实现铝合金门窗生产中与上下游工序的无缝对接,构成生产线的一部分,实现无人操作是急需解决的问题;目前国内外同行尚无该类与门窗组装流水线能无需人工而实现无缝对接的设备。
技术实现思路
1、本发明的目的在于,针对现有组角生产线中需人工将角码穿入到型材中导致了门窗组角过程无法连续、无法实现铝合金门窗生产中与上下游工序的无缝对接造成生产效率低的问题,提出并设计一种全自动角码安装机及组框方法。
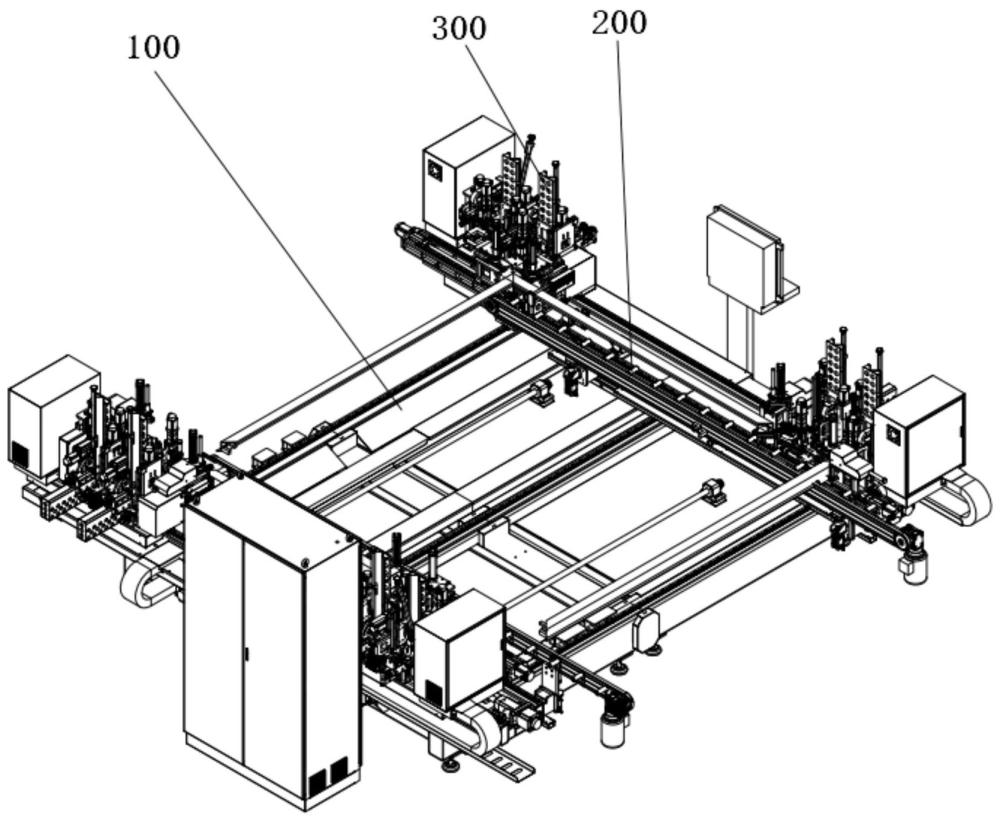
2、一方面,本发明为解决上述技术问题所采用的技术方案是:一种全自动角码安装机,包括机架,机架上滑动安装有两个移动横梁,这里采用伺服电机及滚珠丝杠驱动两根移动横梁相对移动,移动横梁上设置有两台机头;
3、机头包括角码输送装置、角码抓取导入装置、滑动压紧装置和固定压紧装置,角码抓取导入装置和滑动压紧装置设置于角码输送装置的输出端,移动横梁上设置有轨道座,滑动压紧装置滑动安装于轨道座上,固定压紧装置位于滑动压紧装置的滑动方向上;角码抓取导入装置包括平移机构和旋转座,旋转座上设置有定位平台,定位平台上设置有第一定位块,第一定位块的外侧具有抵靠定位面,定位平台的上方设置有压紧块,压紧块上连接有压紧升降驱动组件,压紧升降驱动组件安装于旋转座上,旋转座上连接有旋转驱动组件,旋转驱动组件安装于平移机构上。滑动压紧装置用于压紧门窗组框的其中一个型材,即横向型材,固定压紧装置用于压紧门窗组框的其中另一个型材,并且该型材与前述横向型材垂直并配合组成拐角,即纵向型材,旋转驱动组件能够带动旋转座进行转动,旋转座事先进行转动,当角码输送装置输送角码到指定位置时,角码的一个边支撑于定位平台上,并且抵靠到第一定位块的抵靠定位面上并贴紧,通过压紧升降驱动组件带动压紧块向下移动将角码的该边压紧,因此时角码的另一边是朝向内侧的,然后旋转驱动组件驱动旋转座进行转动(转动135度),带动角码旋转一定角度,使得角码没有被压紧的一边朝向横向型材的内腔,平移机构带动旋转座向前移动使得角码的一条边插入到横向型材的内腔中,然后在滑动压紧装置的带动下向固定压紧装置上的纵向型材移动,进而使得角码的另一条边插入到纵向型材的内腔,完成横向型材和纵向型材的组角;将角码安装到型材内腔后,在移动横梁以及滑动压紧装置相对移动下,完成插入角码后的型材之间的对接,组框完成;实现了角码输送、插入以及组角自动化,且通过加装一机器人,可与上位机和下位机之间实现无缝对接,构成生产线的一部分,实现无人操作,大幅提高了门窗加工效率,降低人工劳动强度。
4、进一步的,角码输送装置包括定位支撑台,定位支撑台上设置有竖向布置的外定位体,外定位体的底部与定位支撑台的角码放置面之间具有间隙,定位支撑台上设置有推动组件,外定位体上具有拐角,这里拐角与角码拐角适应,均为直角,面向拐角的一侧设置有内转动定位杆,内转动定位杆转动到竖向状态时与外定位体之间形成角码定位通道。定位支撑台上滑动安装有内定位滑台,内转动定位杆安装于内定位滑台上,内定位滑台通过丝杠副与定位支撑台之间传动连接,丝杠副上连接手轮,通过转动手轮使丝杠副进行传动进而带动内定位滑台移动,实现与外定位体的相对距离可调,内定位滑台的滑动方向上设置有刻度线,内定位滑台上设置有指针,方便更加准确的调整尺寸。内定位滑台上设置有摆臂,摆臂上设置有弧形限位槽,内转动定位杆沿弧形限位槽转动,并且内转动定位杆与摆臂之间设置有锁紧把手,弧形限位槽能够对内转动定位杆的转动幅度进行限制,当转动一定幅度后,能够使用锁紧把手将内转动定位杆锁紧,保持该位置不动。推动组件包括输送气缸,输送气缸的活塞杆连接有气缸连接板,输送气缸连接板上设置有顶板,顶板能够穿插于外定位体的底部与定位支撑台的角码放置面之间的间隙,通过输送气缸驱动顶板将角码推到一定位置处。外定位体上连接有定位体升降驱动机构,定位体升降驱动机构包括伺服电机和滚珠丝杠副,伺服电机通过滚珠丝杠副与外定位体连接,能够带动外定位体升降,进而调节外定位体与定位支撑台的角码放置面之间的间隙,适应不同厚度尺寸的角码。角码堆叠放置到外定位体的拐角处,角码的两条边能够抵靠在拐角的两侧边上,通过转动内转动定位杆,对角码开放的一侧进行限位,与外定位体基本平行,均处于竖直状态,内转动定位杆与外定位体之间就形成了堆叠角码的竖向定位通道,即对角码两侧限位,最下方的角码位于外定位体的底部与定位支撑台之间的间隙处,通过输送气缸带动顶板将最下方的角码从该间隙处推出至下一环节,而倒数第二层的角码会被外定位体阻挡不会随推动组件推出,当最下方的角码被推出后,其上方的的角码下落,倒数第二层的角码下落至外定位体的底部与定位支撑台之间的间隙处成为最下方的角码。顶板推动角码至角码输送装置的输出端。
5、进一步的,定位支撑台上设置有第二定位块,第二定位块位于角码的推动方向上。第二定位块与外定位体拐角处的其中一个边平行,第一定位块与第二定位块在角码输送装置的输出端形成与角码拐角适配的夹角,使得角码的两个边分别抵靠到第一定位块和第二定位块上。顶板推动角码至角码的两个边分别抵靠到第一定位块和第二定位块上,顶板缩回,第一定位块和第二定位块对角码起到定位作用,使角码在该位置姿态准确。
6、进一步的,压紧升降驱动组件包括压紧气缸和导轴,压紧气缸安装于旋转座且压紧气缸的活塞杆与压紧块连接,导轴竖向滑动安装于旋转座上并与压紧块连接,导轴靠近于压紧气缸布置。导轴用于导向,保证压紧气缸驱动压紧块稳定的进行上下运动。旋转驱动组件包括旋转气缸,旋转气缸与旋转座向内突出的一部分连接。
7、进一步的,平移机构包括水平滑板,水平滑板上连接有滚珠丝杠组件,滚轴丝杠组件上连接有电机,旋转驱动组件安装于水平滑板上。具体的,旋转气缸固定于水平滑板上,以电机作为动力源在滚珠丝杠组件的传动下实现水平移动。平移机构连接有升降机构,升降机构包括固定支座,固定支座上安装有垂直滑板,垂直滑板上连接有滚珠丝杠组件,滚轴丝杠组件上连接有电机,水平滑板安装于垂直滑板上并与垂直滑板之间通过导轨滑块结构连接。实现对垂直滑板的升降驱动,进而带动水平滑板升降,带动旋转座升降,实现高度调节。
8、进一步的,固定压紧装置包括支座,支座上设置有下压板和垂直靠板,垂直靠板垂直于下压板,支座上安装有定位板,定位板垂直于下压板,定位板上的定位面与垂直靠板上的抵靠面呈45度夹角布置,定位板上连接有定位板驱动组件,下压板的上方设置有上压板和压紧气缸,上压板安装于压紧气缸的活塞杆上,上压板位于下压板的正上方,压紧气缸能够驱动上压板上下移动,进而实现对型材的压紧功能。定位板驱动组件包括定位气缸,定位气缸与定位板连接,定位板与支座之间通过导轨滑块结构滑动连接。通过设置与垂直靠板呈45度夹角布置的定位板,适应型材的45度端面,当型材移动过来时(移动方向沿型材纵向方向),型材的底面支撑于下压板上,型材的背面抵靠到垂直靠板上,通过驱动组件带动定位板使定位板阻挡在型材的移动方向,型材的45度端面抵靠到定位板的定位面上且相贴合,进而实现对型材的定位,仅通过设置定位板和驱动组件即可,减小空间占用,且型材端面与定位板接触面积大,实现稳定可靠的定位。支座上安装有推动器件,推动器件位于垂直靠板的抵靠面后方,推动器件能够向远离垂直靠板的一侧推动型材,将穿好角码的型材推至位于前方的输送装置上,输送装置为带输送或辊输送方式,推动器件采用双轴气缸,双轴气缸的活塞杆伸缩方向在前后方向上,从后向前将型材推送。
9、进一步的,滑动压紧装置包括支座,支座上设置有下压板和垂直靠板,下压板的上方设置有上压板和压紧气缸,上压板安装于压紧气缸的活塞杆上,上压板位于下压板的正上方,压紧气缸能够驱动上压板上下移动,进而实现对型材的压紧功能。
10、进一步的,固定压紧装置的一侧设置有角码安装导向装置,角码安装导向装置包括上导向杆和下导向杆,上导向杆和下导向杆间隔布置,上导向杆的上表面为平面,下导向杆的上表面为平面,上导向杆的上表面与下导向杆的上表面之间的间距等于待安装型材上内腔的下表面与下内腔的下表面之间的间距。两个角码插入到一根型材上的两个内腔中,角码的另一条边露出在外,放置该角码安装导向装置到该型材的内腔前面,上导向杆的上表面与型材的上内腔下表面齐平,上方角码露在外的边支撑于上导向杆的上表面,避免上方角码发生倾斜现象,以便于角码准确地穿入型材内腔。角码安装导向装置还包括安装座,安装座上设置有竖向导轨,上导向杆和下导向杆连接于竖向导轨上。具体的,上导向杆和下导向杆上设置有导向槽,通过导向槽连接于竖向导轨上,上导向杆和下导向杆与竖向导轨连接,滑动配合,能够沿竖向导轨在竖直方向滑动,进而调整上导向杆和下导向杆的高度,适应不同规格铝门窗型材的内腔位置。安装座上连接有导向驱动组件,导向驱动组件采用气缸,用来驱动安装座、上导向杆、下导向杆水平移动,可远离型材角码安装位置,因整个组框过程需要多个运动部件协同动作完成,避免安装角码之后的过程对其他部件运动产生干涉。
11、另一方面,本发明还提供了一种全自动角码组框方法,包括上述的全自动角码安装机,还包括以下步骤:
12、a1:调节移动横梁之间的距离以及机头之间的距离,放置用于组框的四根型材至机头上;
13、a2:推动组件推动角码至角码的两个边分别抵靠到第一定位块和第二定位块上;
14、a3:通过压紧升降驱动组件带动压紧块向下移动将角码的一边压紧,旋转驱动组件驱动旋转座进行转动,带动角码旋转一定角度使角码朝向需插入的型材内腔;
15、a4:平移机构带动旋转座向前移动使得角码的一条边插入到横向型材的内腔中;
16、a5:在滑动压紧装置的带动下向固定压紧装置上的纵向型材移动,进而使得角码的另一条边插入到纵向型材的内腔;
17、a6:在移动横梁以及滑动压紧装置相对移动下,完成插入角码后的型材之间的对接,组框完成。
18、从以上技术方案可以看出,本发明具有以下优点:
19、本方案提供了一种全自动角码安装机及组框方法,实现了角码输送、插入以及组角自动化,且通过加装一机器人,可与上位机和下位机之间实现无缝对接,构成生产线的一部分,实现无人操作,大幅提高了门窗加工效率,降低人工劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!