一种基于钢结构件生产的埋弧自动焊焊接设备及焊接工艺的制作方法
本发明涉及钢结构焊接,尤其涉及一种基于钢结构件生产的埋弧自动焊焊接设备及焊接工艺。
背景技术:
1、随着焊接技术的不断发展,人们对于新型焊接技术的研究也在不断的深入。其中,埋弧自动焊作为焊接技术中不可或缺的一部分也是愈加受到人们的重视,埋弧自动焊具有生产率高、机械化程度高、焊接质量好且稳定的优点。在金属结构、桥梁、压力容器、石油化工、核容器、石油天然气管线、船舶制造等领域,埋弧自动焊均有涉及。人们通过对埋弧自动焊的装置进行功能上的升级,使得市场上出现了各种类的埋弧自动焊焊接设备,有利于人们根据自身需求去选择使用具备不同功能的埋弧自动焊设备。
2、经检索,中国专利号为cn114654057b的发明专利,公开了基于钢结构件生产的埋弧自动焊焊接设备及焊接工艺,现提出以下方案,包括焊接台和防护罩,所述防护罩的外壁固定连接有连接架,且连接架上设有熔渣处理组件。本发明通过设置有移动上下料组件,进行钢结构件的埋弧自动焊操作时,将其放置于各个移动辊上,调节两端的四号气缸带动夹持板进行移动,从而对钢结构件进行夹持,夹持完成后,在焊接的过程中,一端的四号气缸带动夹持板对钢结构件进行推动,另一端的四号气缸带动夹持板对钢结构件进行限定,从而使得钢结构件在各个移动辊上移动,整个焊接过程,无需人工进行位置调节,避免安全事故的发生,同时,降低劳动力的投入。
3、然而上述装置在实际使用过程中,装置运行时冷凝柱只能对埋弧焊枪进行冷却降温工作,对于装置的熔渣处理组件无法及时的进行降温,影响装置的正常运行,并且装置中的熔渣处理组件在处理熔渣时容易导致其形成一整块的熔渣,不利于熔渣的回收处理,降低了装置的工作效率,因此,提出一种基于钢结构件生产的埋弧自动焊焊接设备及焊接工艺。
技术实现思路
1、本发明的目的是为了解决现有技术中,装置运行时冷凝柱只能对埋弧焊枪进行冷却降温工作,对于装置的熔渣处理组件无法及时的进行降温,影响装置的正常运行,并且装置中的熔渣处理组件处理熔渣时容易导致其形成一整块的熔渣,不利于熔渣的回收处理,降低了装置的工作效率的问题,而提出的一种基于钢结构件生产的埋弧自动焊焊接设备及焊接工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种基于钢结构件生产的埋弧自动焊焊接设备,包括基板与焊接台,所述基板内部设置有移动散热机构,所述移动散热机构包括基板内部设置的第一电机,所述基板与第一电机之间固定连接,所述第一电机的输出端设置有螺纹杆,所述螺纹杆外部螺纹连接有螺纹筒,所述螺纹筒外部固定连接有连接杆,所述连接杆远离螺纹筒的一侧固定连接有移动板,所述移动板外部固定连接有风扇;
4、所述焊接台内部设置有碾碎机构,所述碾碎机构包括焊接台内部设置的第二电机,所述焊接台与第二电机之间固定连接,所述第二电机的输出端设置有转动杆,所述转动杆外部固定连接有第一齿轮,所述转动杆远离第二电机的一侧固定连接有第一辗压辊,所述第一辗压辊与焊接台之间转动连接,所述第一齿轮外部啮合连接有第二齿轮;
5、其中,所述第一齿轮转动时带动第二齿轮做相反方向的转动,使得第一碾压辊与其相同的辗压辊也做相反方向的转动,可以有效快速的完成熔渣的粉碎工作。
6、上述技术方案进一步包括:
7、优选的,所述基板内部开设有方槽,所述第一电机设置在方槽内部,所述方槽与螺纹杆之间转动连接,所述方槽与螺纹筒之间滑动连接。
8、优选的,所述基板外部固定连接有支架板,所述支架板与焊接台之间固定连接,所述焊接台外部固定连接有冷却管组。
9、优选的,所述第二齿轮内部固定连接有圆杆,所述圆杆与焊接台之间转动连接,所述圆杆外部固定连接有第二碾压辊,所述第二碾压辊与焊接台之间转动连接。
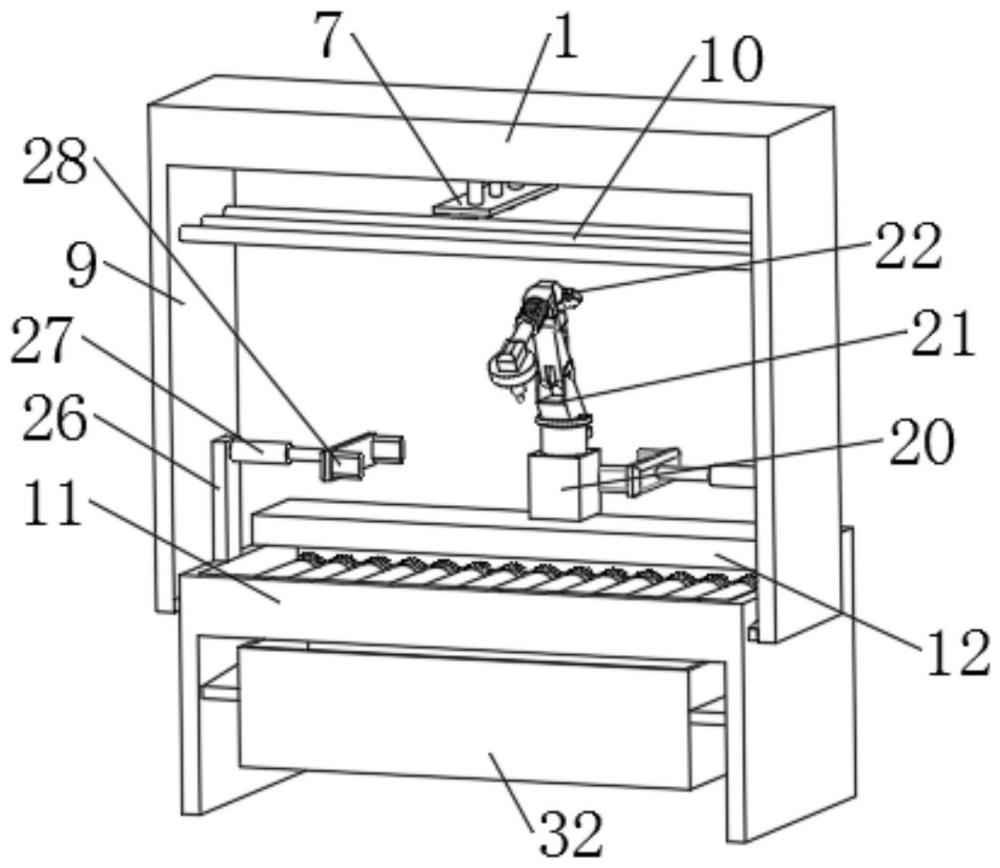
10、优选的,所述焊接台外部固定连接有固定板,所述固定板外部固定连接有控制机箱,所述控制机箱的输出端设置有第一机械臂,所述第一机械臂远离控制机箱的一侧转动连接有第二机械臂,所述第二机械臂外部转动连接有连接件,所述连接件远离第二机械臂的一侧活动连接有埋弧焊接箱,所述埋弧焊接箱内部固定连接有埋弧焊接枪。
11、优选的,所述焊接台外部固定连接有支撑板,所述支撑板远离焊接台的一侧固定连接有液压缸,所述液压缸的输出端设置有焊接夹具。
12、优选的,所述基板内部开设有滑槽,所述滑槽内部滑动连接有滑块,所述滑块外部固定连接有支撑杆,所述支撑杆与移动板之间固定连接。
13、优选的,所述焊接台外部固定连接有收纳箱。
14、其中,所述收纳箱设置在碾碎机构的下方,当碾碎机构将熔渣粉碎完成后会将其散落在收纳箱的内部,以便于工作人员进行后续的回收工作。
15、一种基于钢结构件生产的埋弧自动焊焊接设备的焊接工艺,包括以下步骤:
16、步骤一:首先启动液压缸控制焊接夹具移动,两组焊接夹具逐渐靠近完成夹持工作,此时启动控制机箱控制第一机械臂开始调节角度,所述第一机械臂带动第二机械臂开始调节角度,所述第二机械臂使得连接件转动起来,所述连接件控制埋弧焊接箱调节好角度,埋弧焊接枪完成对焊接夹具夹持的钢结构组件的焊接工作;
17、步骤二:完成埋弧自动焊接工作后,启动第一电机控制螺纹杆转动起来,所述螺纹杆控制螺纹筒移动起来,所述螺纹筒带动连接杆移动起来,所述连接杆带动移动板移动起来,所述移动板带动多组风扇开始移动起来,多组风扇在不同位置开始进行降温工作,多组风扇产生的风经过冷却管组使得吹到装置外部的风变成冷却风,完成整体装置的降温工作;
18、步骤三:启动第二电机控制转动杆开始转动起来,转动杆带动第一辗压辊转动起来,所述转动杆转动时还带动第一齿轮转动起来,所述第一齿轮带动第二齿轮转动起来,所述第二齿轮带动圆杆在焊接台内部转动起来,所述圆杆带动第二碾压辊在焊接台内部转动起来,所述第一辗压辊与第二碾压辊开始做相反方向的转动,完成对熔渣的碾碎工作;
19、步骤四:经过上述步骤中的冷却与碾碎工作,装置完成对在埋弧自动焊接工作之后的冷却工作以及对熔渣的碾碎工作,碾碎后的熔渣进入收纳箱内部,便于工作人员进行下一步的回收工作。
20、其中,所述碾碎机构在对熔渣进行碾碎处理前,移动散热机构会对熔渣进行降温处理使其可以快速的定型,有利于碾碎机构将熔渣进行快速的粉碎。
21、相比现有技术,本发明的有益效果为:
22、1、本发明中,使用时,第一电机控制螺纹杆转动,螺纹杆带动螺纹筒移动,螺纹筒带动连接杆移动,连接杆带动移动板移动,移动板带动风扇移动,多组风扇可以在不同位置对下方的焊接设备进行降温处理工作,可以使得装置整体受到冷却降温处理,有效的防止了装置某部分组件因为温度过高导致损坏情况的发生,提高了装置的降温效率,增强了装置的安全性。
23、2、本发明中,使用时,第二电机控制转动杆转动,转动杆带动第一齿轮转动,第一齿轮带动第二齿轮转动,第二齿轮带动圆杆转动,第一辗压辊与第二碾压辊做相反方向的转动,碾碎过程简单不复杂,使得焊接之后掉落的熔渣被碾碎成粉末状,熔渣不会堆积成一大块而导致后期难以回收,有利于工作人员进行后续的回收处理工作,增强了装置的功能性。
- 还没有人留言评论。精彩留言会获得点赞!