换刀装置、换刀方法、加工设备及加工方法与流程
本公开涉及机器人,更具体地涉及一种换刀装置、换刀方法、加工设备及加工方法。
背景技术:
1、随着机器人加工要求的复杂化和多样化,对于一些复杂零件和工序集中的零件的加工,需频繁换刀才能满足现代化的机器人加工要求。复合加工需配备的刀具种类和数量较多,传统换刀装置常采用固定式液压回转换刀装置,此种换刀速率慢、换刀时间长、占地面积大导致机器人加工的自由度及工作空间严重受限,传统换刀方式不能满足现有机器人复合加工需求。
2、由于刀具数量以及机器人自由度、工作空间所限,传统的机器人换刀及加工方法只能完成固定式的单一加工方案,不能满足数字化的复合加工要求,导致复杂零部件的加工效率较低。
技术实现思路
1、鉴于上述问题,本公开提供了一种换刀装置、换刀方法、加工设备及加工方法。
2、根据本公开的第一个方面,提供了一种换刀装置,包括:
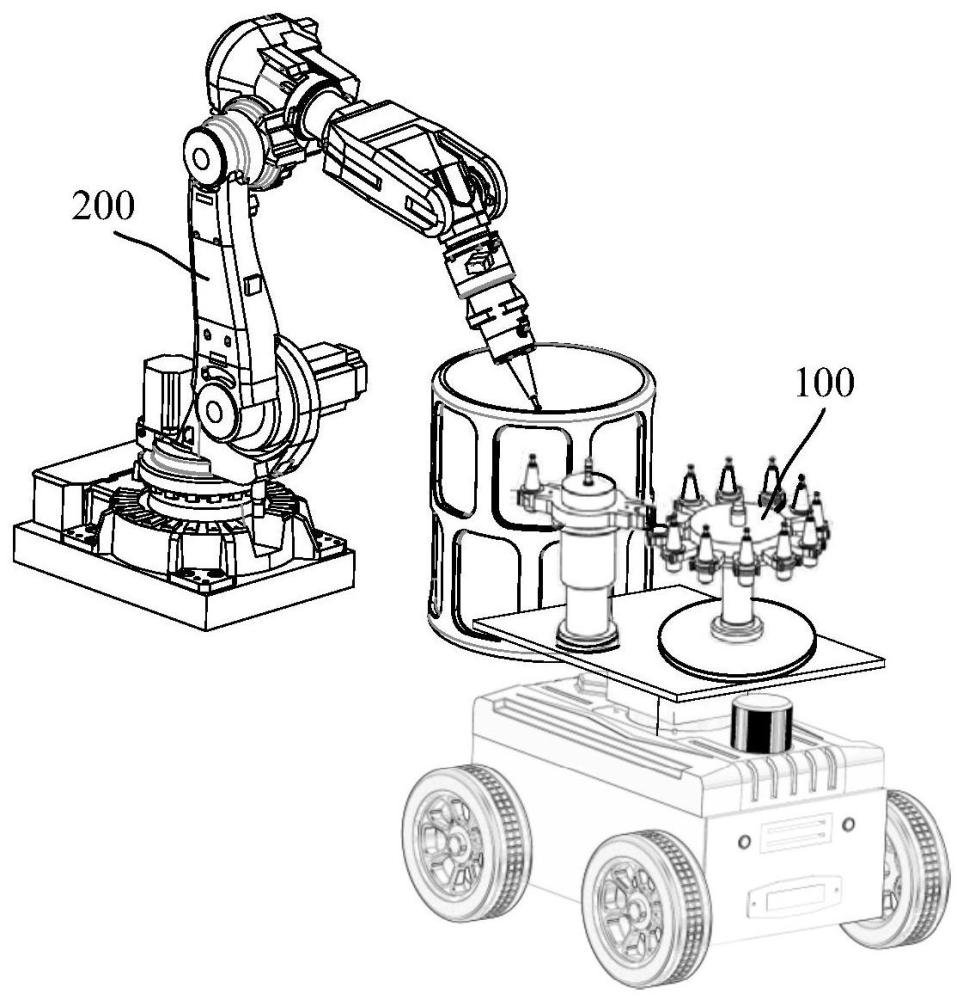
3、移动刀库,用于响应刀具配置请求由等待位置移动至换刀位置,根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的刀具,并发出换刀信号;
4、机器人,用于检测并接收所述换刀信号,根据所述换刀信号执行换刀动作完成换刀。
5、根据本公开的实施例,所述移动刀库包括:
6、agv运输车,用于响应刀具配置请求由等待位置移动至换刀位置;
7、刀库,固连于所述agv运输车上,所述刀库用于根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的所述刀具,并发出换刀信号。
8、根据本公开的实施例,所述机器人包括:
9、末端夹具,用于通过开合的方式来执行所述换刀动作完成换刀;
10、检测系统,用于检测并接收所述换刀信号,根据所述换刀信号控制所述末端夹具开合动作;
11、所述换刀动作包括所述末端夹具的无刀换新刀动作、旧刀换新刀动作和有刀卸旧刀动作。
12、根据本公开的实施例,所述刀库包括:
13、刀架,用于存储所述刀具,所述刀架包括n个卡位,每一个所述卡位对应一种所述刀具;其中,n为大于等于1的整数;
14、分度盘,用于根据所述刀具配置请求将与所述刀具配置请求相对应的卡位转动至预设角度发出所述到位信号,提供或收回与所述刀具配置请求相对应的刀具,所述分度盘的转盘端与所述刀架固连,所述分度盘的主轴端转动连接于所述agv运输车上;
15、对刀机构,用于根据所述到位信号取放转动至所述预设角度的卡位上的所述刀具并发出换刀信号,所述换刀信号用于控制所述机器人完成换刀动作;所述对刀机构转动连接于所述agv运输车上,所述对刀机构的两端对称布置两个对刀装置,所述对刀装置用于确定所述刀具与所述机器人的末端夹具的相对位置,辅助所述机器人完成换刀动作。
16、本公开的第二方面提供了一种基于上述换刀装置的换刀方法,包括:
17、通过所述移动刀库响应所述刀具配置请求由等待位置移动至换刀位置,根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的刀具,并发出换刀信号;
18、通过所述机器人检测并接收所述换刀信号,根据所述换刀信号执行换刀动作完成换刀。
19、根据本公开的实施例,所述刀具配置请求包括无刀换新刀配置请求,所述根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的刀具,包括:
20、通过所述分度盘根据所述无刀换新刀配置请求将与所述无刀换新刀配置请求相对应的新刀卡位转动至预设角度,以备提供与所述无刀换新刀配置请求相对应的新刀,通过所述对刀机构一端的对刀装置抓取与所述无刀换新刀配置请求相对应的新刀并转向所述移动刀库外侧。
21、根据本公开的实施例,所述刀具配置请求还包括旧刀换新刀配置请求,所述根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的刀具,还包括:
22、通过所述分度盘根据所述旧刀换新刀配置请求将与所述旧刀换新刀配置请求相对应的新刀卡位转动至预设角度,以备提供与所述旧刀换新刀配置请求相对应的新刀,通过所述对刀机构的一端对刀装置抓取与所述旧刀换新刀配置请求相对应的新刀,所述对刀机构的另一端对刀装置抓取与所述旧刀换新刀配置请求相对应的旧刀;
23、通过对刀将抓取了所述新刀的一端对刀装置与抓取了所述旧刀的另一端对刀装置的位置旋转对调;
24、通过上述分度盘根据所述旧刀换新刀配置请求将与所述旧刀换新刀配置请求对应的旧刀卡位转动至预设角度,以备收回与所述旧刀换新刀配置请求相对应的旧刀,所述对刀机构的另一端对刀装置将抓取的所述旧刀放置于所述旧刀卡位上。
25、根据本公开的实施例,所述刀具配置请求还包括有刀卸旧刀配置请求,所述根据所述刀具配置请求来提供或收回与所述刀具配置请求相对应的刀具,还包括:
26、通过所述分度盘根据所述有刀卸旧刀配置请求将与所述旧刀换新刀配置请求相对应的旧刀卡位转动至预设角度,以备收回与所述有刀卸旧刀配置请求相对应的旧刀,通过所述对刀机构一端的对刀装置抓取与所述有刀卸旧刀配置请求相对应的旧刀并转向所述移动刀库内侧,将所述旧刀放入所述所述旧刀换新刀配置请求相对应的旧刀卡位。
27、本公开的第三方面提供了一种加工设备,包括:
28、工控机,用于根据加工任务生成刀具配置请求和加工参数;
29、如权利要求1所述的换刀装置,用于响应所述刀具配置请求,根据所述刀具配置请求来提供与所述刀具配置请求相对应的刀具,将与所述刀具配置请求相对应的所述刀具运输到位后执行换刀动作完成换刀;所述换刀装置用于完成换到后根据所述加工参数执行所述加工任务;
30、加工工作台,用于固定待加工元件。
31、本公开的第四方面提供了一种基于上述加工设备的加工方法,包括:
32、操作s1:通过工控机根据加工任务生成刀具配置请求;
33、操作s2:通过所述移动刀库响应所述刀具配置请求由等待位置移动至换刀位置,根据所述刀具配置请求来提供与所述刀具配置请求相对应的刀具,将与所述刀具配置请求相对应的所述刀具运输到位并发出换刀信号;
34、操作s3:通过所述机器人检测并接收所述换刀信号,根据所述换刀信号执行换刀动作完成换刀;
35、操作s4:通过所述工控机根据所述加工任务生成加工参数,控制完成换刀后的所述机器人根据所述加工参数完成加工任务;
36、操作s5:判断是否有待执行的加工任务,若有所述待执行的加工任务,重复执行所述操作s4,直至所有所述待执行的加工任务全部执行完毕,发出结束信号;
37、操作s6:通过所述移动刀库响应所述结束信号,控制所述移动刀库根据所述结束信号收回机器人上的所述刀具,并由所述换刀位置移动至等待位置。
38、根据本公开实施例提供的换刀装置、换刀方法、加工设备及机加工方法,至少包括以下有益效果:
39、本公开的换刀装置通过移动刀库和机器人配合实现复合加工过程中刀具的自动存储和更换,相对于传统换刀装置具有结构简单、占地面积小、刀具容量大,提高了机器人的换刀效率及复合加工效率、节省了加工的工作空间、降低了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!