一种可自行翻转的智能全自动液压精整设备的制作方法
本发明涉及精整设备,具体涉及一种可自行翻转的智能全自动液压精整设备。
背景技术:
1、为使轧后的成品具有合乎规格的形状和正确的尺寸,以及合乎规定的技术条件的性能和要求,而进行一系列的处理工序称为精整。主要包括火焰清理、热加工后的冷却、卷取、切断、矫直、缺陷的物理检测和修磨、标志、包装等工序。某些产品需经特殊的精整加工,如为了充分暴露表面缺陷和便于修磨的酸洗,为满足产品组织性能要求所采用的各种热处理,钢轨的淬火处理等。扩大产品品种的表面加工处理,如镀锡、镀锌、涂塑等也可以归入精整范围。全部精整工序在轧钢工序中算作后续工序,从事精整工序作业的工段叫精整工段和精整车间,它往往比轧钢车间占地面积大。对于生产高合金钢或高精度钢来说,精整工段占有特殊的重要地位。
2、根据钢材的品种不同,精整工序也不同,如薄板精整包括剪切、酸洗、热处理、平整和矫直等。钢管的精整包括矫直、切头、修磨、检查分级、液压测试等。
3、精整工序中的矫直是对金属塑性加工产品的形状缺陷进行矫正。形状缺陷是钢材在加工过程或在冷却、运输过程中因变形不均、冷却不均、碰撞等原因而产生的。
4、现有的一些精整设备在使用时,其上仅通过矫直辊对板材进行挤压矫直,只能够在一定程度上消除板材的曲度,无法对板材两面进行较好的矫直和整平,对板材的精整效果较差。
5、例如公告号为cn215902486u公开的一种宽厚板精整矫直机,该专利在使用时,通过设置的两个齿板、两个齿轮、两个侧板和驱动电机一的作用下使板材被推动,两个钢刷辊与水泵、凹型管、多个喷头的相互配合便可对板材上氧化铁皮进行刷洗清理,接着板材通过海绵将水分吸收保持干燥,板材进入矫直箱,在两个驱动电机三和两个链条与五个链轮的传动作用下,五个矫直辊同时转动对板材进行矫直作业,在矫直前对板材氧化铁皮进行清理可有效减小板材对矫直辊的磨损,延长其使用寿命。
6、该专利通过链条与链轮的传动作用,五个矫直辊同时转动,板材在五个矫直辊的压力作用下,消除了部分原始曲度,板材趋于平直,即完成了板材的矫直工作,因此该专利并未能够很好的对板材两面矫直和整平,对板材的精整效果较差。
7、因此,发明一种可自行翻转的智能全自动液压精整设备来解决上述问题很有必要。
技术实现思路
1、本发明的目的是提供一种可自行翻转的智能全自动液压精整设备,以解决技术中现有的一些精整设备在使用时,其上仅通过矫直辊对板材进行挤压矫直,只能够在一定程度上消除板材的曲度,无法对板材两面进行较好的矫直和整平,对板材的精整效果较差的问题。
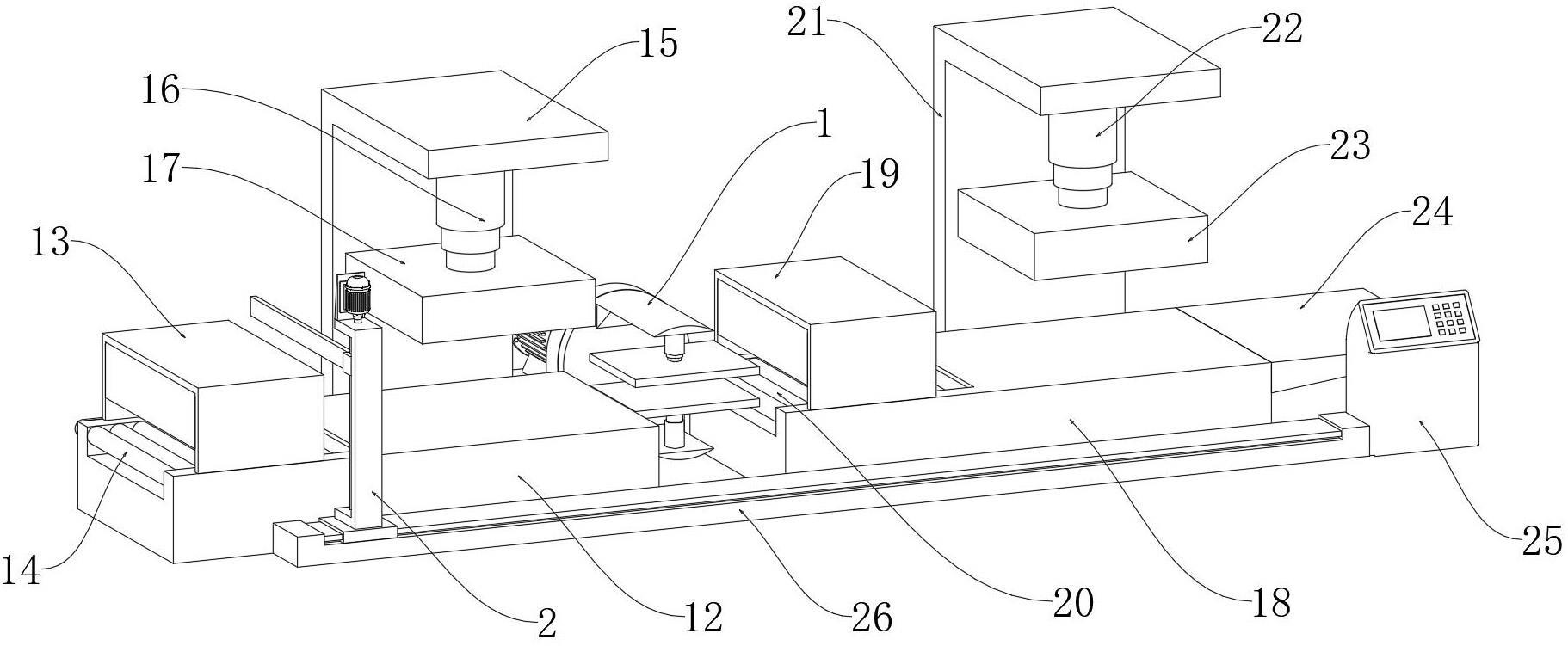
2、为了实现上述目的,本发明提供如下技术方案:一种可自行翻转的智能全自动液压精整设备,包括一号精整单元、二号精整单元、翻转机构和推动机构,所述所述翻转机构设置于一号精整单元和二号精整单元之间,所述翻转机构由翻转支架、固定座和一号驱动电机组成,所述翻转支架设置于固定座一侧,所述一号驱动电机安装于固定座另一侧顶部,所述翻转支架一侧固定连接有限位卡环,所述固定座一侧开设有环形卡槽,所述限位卡环转动连接于环形卡槽内部,所述一号驱动电机的输出轴一端贯穿固定座并与翻转支架一侧固定连接,所述翻转支架远离固定座的一端安装有一号电动液压推杆和二号电动液压推杆,所述一号电动液压推杆设置于二号电动液压推杆正上方,所述一号电动液压推杆底部安装有一号夹紧板,所述二号电动液压推杆顶部安装有二号夹紧板。
3、优选的,所述一号精整单元由一号工作台、一号加热箱、一号辊筒输送机、一号倒l形支架、一号电动液压推杆和一号压板组成。
4、当板材通过一号精整单元时,板材的其中一面得到矫直和整平,实现对板材的初步精整。
5、优选的,所述一号加热箱和一号辊筒输送机均安装于一号工作台一端顶部,所述一号压板设置于一号工作台另一端上方,所述一号加热箱设置于一号辊筒输送机正上方,所述一号倒l形支架固定连接于一号工作台一侧,所述一号电动液压推杆安装于一号倒l形支架顶部一端,所述一号压板安装于一号电动液压推杆底部。
6、借助一号辊筒输送机对板材进行输送并穿过一号加热箱,利用一号加热箱对板材进行加热软化,由一号电动液压推杆推动一号压板对板材进行挤压整平。
7、优选的,所述二号精整单元由二号工作台、二号加热箱、二号辊筒输送机、二号倒l形支架、二号电动液压推杆和二号压板组成。
8、当板材通过二号精整单元时,板材的另一面得到矫直和整平,实现对板材的进一步精整。
9、优选的,所述二号加热箱和二号辊筒输送机均安装于二号工作台一端顶部,所述二号压板设置于二号工作台另一端上方,所述二号加热箱设置于二号辊筒输送机正上方,所述二号倒l形支架固定连接于二号工作台一侧,所述二号电动液压推杆安装于二号倒l形支架顶部一端,所述二号压板安装于二号电动液压推杆底部。
10、借助二号辊筒输送机对板材进行输送并穿过二号加热箱,利用二号加热箱对板材再次进行加热软化,由二号电动液压推杆推动二号压板对板材再次进行挤压整平。
11、优选的,所述二号工作台远离二号加热箱的一端固定连接有出料操作台,所述出料操作台一侧设置有控制台,所述推动机构下方设置有直线模组。
12、借助推动机构将精整后板材推送至出料操作台处,方便工作人员对板材进行下料。
13、优选的,所述推动机构由反c形支架、二号驱动电机、滚珠螺杆、限位滑杆和移料推板组成,所述反c形支架固定连接于直线模组顶部的滑块上。
14、通过直线模组驱使滑块移动,可带动推动机构沿着直线模组进行移动,从而借助移料推板推动板材在两个精整单元之间进行移动。
15、优选的,所述一号驱动电机、一号电动液压推杆、二号电动液压推杆、一号加热箱、一号辊筒输送机、一号电动液压推杆、二号加热箱、二号辊筒输送机、二号电动液压推杆、直线模组和二号驱动电机均与控制台电性连接,通过控制台对各个电气元件进行统一调控。
16、优选的,所述二号驱动电机安装于反c形支架顶端,所述滚珠螺杆转动连接于反c形支架两端之间,所述滚珠螺杆一端贯穿反c形支架顶端并与二号驱动电机的输出轴传动连接。
17、通过二号驱动电机可驱使滚珠螺杆进行转动,滚珠螺杆转动时对移料推板进行传动。
18、优选的,所述限位滑杆固定连接于反c形支架两端之间,所述限位滑杆设置于滚珠螺杆一侧,所述滚珠螺杆和限位滑杆均贯穿移料推板一端设置,所述移料推板与滚珠螺杆传动连接,所述移料推板与限位滑杆滑动连接。
19、移料推板在滚珠螺杆传动和限位滑杆的限位约束下可进行上下移动,方便对移料推板的高度进行调节。
20、在上述技术方案中,本发明提供的技术效果和优点:
21、1.通过在两个精整单元之间设置翻转机构,当板材被其中一个精整单元初步精整后,借助翻转机构对板材进行翻面,并利用另一个精整单元对板材进行进一步的精整,能够对板材两面将较好的矫直和整平,有利于提升对板材的精整效果。
22、2.通过在直线模组的滑块上设置推动机构,借助直线模组可带动推动机构进行移动,推动机构移动时可借助移料推板对板材进行推动,从而驱使板材在两个精整单元之间进行移动。
23、3.通过二号驱动电机驱使滚珠螺杆进行转动,由滚珠螺杆对移料推板进行传动,使得移料推板在限位滑杆的限位约束下能够进行上下移动,方便对移料推板的高度进行调节。
24、4.一号辊筒输送机设置于一号加热箱正下方,将板材放置于一号辊筒输送机的输入端,通过一号辊筒输送机将板材向前输送,板材穿过一号加热箱并被加热软化,便于后续进行液压精整。
25、5.二号辊筒输送机设置于二号加热箱正下方,借助移料推板将板材推送至二号辊筒输送机的输入端,通过二号辊筒输送机将板材向前输送,板材穿过二号加热箱再次被加热软化,便于后续再次进行液压精整。
- 还没有人留言评论。精彩留言会获得点赞!