离心风机三元流叶片多点成形模具的制作方法
本发明涉及一种用于离心风机叶片的成形模具,具体涉及一种离心风机三元流叶片多点成形模具。
背景技术:
1、航空航天发动机、大型水轮机、大型汽轮机、大型风机、大型鼓风机等重大装备是国家重点发展的关键性设备,其内部核心零部件主要为复杂曲面叶片。然而复杂曲面叶片的种类繁多,形状复杂,使其加工困难、加工成本高,给这些重大装备的制造带来了不小的挑战。为解决复杂曲面叶片因种类繁多、形状复杂、模具专一性强,导致加工困难、加工成本高的问题,行业内新发展出了多点成形技术,通过设计一套多点成形模具,即可加工出所需形状的曲面叶片,方法简单、高效、大大缩短生产周期。
2、多点成形技术基本原理是,将整体冲压模具的凸凹模离散成多个有序且高度可调的冲头单元,通过手动或计算机控制来调整基本体单元高度,形成所需要的成型面,实现板材的无模、快速、柔性成形,因此这种成形方式也被称为“柔性成形”。
3、现有多点成形的压形模具通常集成在压力机内部,与调形机构相连。其工作原理主要是:先通过复杂的控制系统在压力机内部完成调形,再使用压力机进行压形。但现有多点模具存在以下缺点:①现有多点模具与压力机集成于一体,不具有普遍适用性,需要将压力机与多点模具成套购买,增加了成本;②现有多点模具及其调形机构置于压力机内部,出现问题难以维修,增加了维护成本;③现有多点模具内部与调形机构相连,其强度会大大减小,容易出现故障。④现有多点模具无导柱导套设计,其上下对齐精确度主要靠压力机的滑块与导柱来保证,精度不准。⑤现有多点模具每个冲头都是整体设计,如果头部球面发生损坏,需要对冲头整体进行更换,增加了成本。
技术实现思路
1、本发明的目的是解决现有用于离心风机三元流叶片的多点成形模具与压力机集成于一体,且与调形机构相连,存在多点成形模具与压力机需成套购买、成本高、维修困难、容易出现故障、精度不准的技术问题,而提供一种离心风机三元流叶片多点成形模具。
2、为了达到上述目的,本发明采取如下的技术方案:
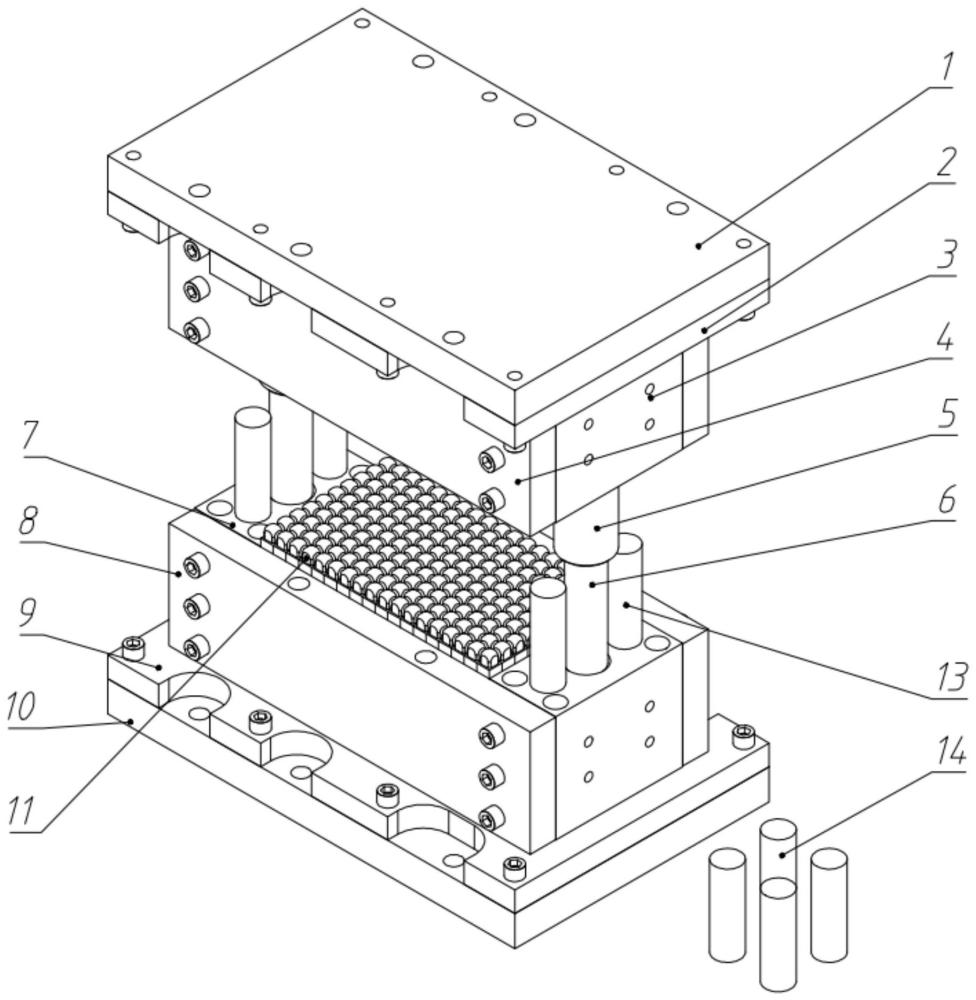
3、本发明一种离心风机三元流叶片多点成形模具,其特殊之处在于:包括上模组件、下模组件、限高组件和垫板组件;
4、所述上模组件包括上盖板、上冲头阵列、上冲头底座;
5、所述上冲头底座设置在上盖板的安装面上,且上盖板安装面设置有多个盲孔;所述上盖板的边部设置有多个有安装孔,上盖板通过多个安装孔与压力机连接;
6、所述上冲头阵列包括紧密排布的多个冲头;
7、所述上冲头底座中部设置有与上冲头阵列尺寸适配的矩形槽,且槽底设置有与多个冲头数量相同的多个通孔;
8、所述上冲头阵列设置在矩形槽内,冲头的头部露出矩形槽外侧,冲头的尾部穿过上冲头底座的通孔插入到上盖板的盲孔内,冲头可沿轴向上下移动进行高度调节;
9、所述下模组件的尺寸和结构与上模组件相似,下模组件包括下盖板、下冲头阵列和下冲头底座,下模组件与上模组件呈上下对应设置;下冲头阵列包括紧密排布的多个冲头,下冲头阵列的冲头头部与上冲头阵列的冲头头部相对设置,下冲头阵列和上冲头阵列的多个冲头分别用于叶片的上下表面成型面的调形;
10、所述限高组件设置在下模组件和上模组件之间,用于控制合模后下模组件和上模组件的相对位置;
11、所述垫板组件包括两个厚度相同的冷压垫板和两个厚度相同的热压垫板,冷压垫板和热压垫板的形状和大小与叶片毛坯的形状和大小相同,两个冷压垫板用于冷压时分别贴合在叶片与上冲头阵列和下冲头阵列之间,两个热压垫板用于热压时分别贴合在叶片与上冲头阵列和下冲头阵列之间。
12、进一步地,还包括多个轴用弹性挡圈;所述冲头包括冲头螺杆和套装在冲头螺杆下部的冲头螺母;所述冲头螺母的外型为方形结构,冲头螺杆和冲头螺母内型面通过螺纹配合连接;所述冲头螺杆的头部设置有可拆卸的球形的冲头压头,尾部设置有用于与调形机构连接部位相配合的结构;所述冲头螺杆的尾部穿过上冲头底座或下冲头底座的通孔插入到对应盖板的盲孔内,并通过轴用弹性挡圈进行固定;通过旋转冲头螺杆实现冲头压头的高度调节。
13、进一步地,还包括导向组件;所述导向组件包括两个导柱和两个导套,导套的内径与导柱的外径适配,两个导套分别套设在导柱上;所述上模组件的矩形槽的两端中部分别设置有内径尺寸与导套外径尺寸适配的第一导向孔;所述导套的上端伸入第一导向孔内并与第一导向孔过盈配合;所述下模组件的矩形槽的两端设置有分别与两个第一导向孔对应的两个第二导向孔,第二导向孔的内径与导柱外径适配;导柱的上端伸入导套内,与导套间隙配合,两个导柱能够在各自的导套内上下移动,导柱的下端伸入第二导向孔内并与第二导向孔过盈配合,导套和导柱的长度和安装位置与合模适配。
14、进一步地,所述上冲头底座包括上支撑板、设置在上支撑板安装面的两个上短紧固板和两个上长紧固板,上支撑板、两个上短紧固板和两个上长紧固板形成矩形槽,上支撑板为矩形槽的底板;上长紧固板为可拆卸连接,其侧面分别与两个上短紧固板的侧面连接,位于边部的冲头分别与两个上短紧固板和两个上长紧固板的内壁顶紧接触;所述上支撑板上设置有多个通孔,冲头螺杆的尾部穿过通孔插入到上盖板的盲孔内;所述下冲头底座与上冲头底座结构相同,包括下支撑板、设置在下支撑板安装面的两个下短紧固板和两个下长紧固板;
15、所述两个第一导向孔分别设置在上模组件的两个上短紧固板上,所述两个第二导向孔分别设置在下模组件的两个下短紧固板上;所述冲头通过轴用弹性挡圈安装于上支撑板或下支撑板上。
16、进一步地,所述限高组件包括四个冷压限高柱和四个热压限高柱;所述下模组件的每个下短紧固板上分别设置有两个限高孔,两个限高孔设置在第二导向孔两侧;所述限高孔用于插入冷压限高柱或热压限高柱,合模后,冷压限高柱或热压限高柱的上端与上模组件的短紧固板端面接触;所述冷压限高柱的高度为理论高度h,热压限高柱的高度为理论高度h-1.5mm,其中,理论高度h=多点模具调形后合模高度h1+叶片的厚度h2+冷压垫板厚度h3×2。
17、进一步地,所述冲头压头与冲头螺杆为螺纹连接。
18、进一步地,所述导套与导柱之间的公差配合间隙为φ60f7/h6;所述上冲头阵列和下冲头阵列中冲头的数量均为180个;所述冷压限高柱和热压限高柱的材料均为调制热处理后的45钢,且直径均为50mm;所述冲头螺杆的尾部设置为外六角形突出,用于与调形机构的内六角连接结构相配合。
19、进一步地,所述上支撑板和下支撑板的尺寸分别与上盖板和下盖板的尺寸适配,上支撑板和下支撑板的两长边上各加工有多个圆形内凹缺口,上盖板和下盖板分别在圆形内凹处设置有安装孔,用于插入t型螺栓或使用压板将上盖板和下盖板分别与压力机连接。
20、进一步地,所述上盖板和上支撑板通过螺钉固连,上短紧固板与上支撑板通过螺钉固连,两个上长紧固板与两个上短紧固板通过螺钉固连;所述下盖板与下支撑板通过螺钉固连,下短紧固板与下支撑板通过螺钉固连,两个下长紧固板与两个下短紧固板通过螺钉固连。
21、相对于现有技术,本发明的有益效果为:
22、(1)本发明离心风机三元流叶片多点成形模具,将多点成形模具与压力机、调形机构分离,对独立的多点成形模具进行结构设计,大大增加了多点成形模具内部结构的刚度,使得多点成形模具能够承受更大吨位的压形,降低了故障的几率;同时使得多点成形模具的内部结构更简单,不易出现故障,即使出现故障也能够更方便地进行维修和更换,增强了稳定性和耐用性;本发明多点成形模具设计有与压力机连接的安装孔,可通过压板或t形螺栓将模具安装在任意压力机上进行压形,具有普遍适用性和经济性。
23、(2)本发明离心风机三元流叶片多点成形模具,采用轴用弹性挡圈将冲头与模具主体进行固定,方便安装且满足冲头转动的需求;同时,冲头压头采用了螺纹装配的可拆卸设计,若多次压形后冲头球面发生损坏,可以只对其冲头压头进行更换,使得模具的使用和维护更加方便,且降低了成本。
24、(3)本发明离心风机三元流叶片多点成形模具,盖板将冲头尾部藏于其盲孔中,增加了模具的整体强度和刚度,且使得模具调形更加方便;冲头阵列被长紧固板和短紧固板压紧,使得模具在压形时如整体模具一般具有高稳定性、高精度和高强度。
25、(4)本发明离心风机三元流叶片多点成形模具,使用了创新设计的导柱和导套结构,将导柱和导套设计在模具的上下短紧固板上,增加了模具的刚度,大大缩减了导柱和导套的长度,使得模具定位更加精准,装配更加容易,同时也降低了成本。
26、(5)本发明离心风机三元流叶片多点成形模具,使用了4个冷压限高柱和4个热压限高柱对模具下压后的开口高度进行限制,以使该离心风机三元流叶片多点成形模具能够进行先冷压后热压的创新型工艺。
- 还没有人留言评论。精彩留言会获得点赞!