一种异形靶材加工的辅助夹具及其制备方法与流程
本发明涉及靶材加工,具体涉及一种异形靶材加工的辅助夹具及其制备方法。
背景技术:
1、靶材是一种重要的镀膜材料,在集成电路、信息存储、液晶显示屏、激光存储器、电子控制器件等领域具有广泛的应用。靶材按形状分类可分为平面靶材和异形靶材,目前通常使用的是平面靶材,平面靶材的加工工艺相对成熟,而异形靶材由于结构特殊,加工工艺相对复杂,加工难度较大。
2、hcm机台用溅射靶材属于异形靶材的一种,整体呈锅状,其成型过程需要采用车削或冲压工艺。由于初步加工后的锅状异形靶材形状较为特殊,椭圆状的底部无法在工作台上平放,因此存在定位困难、加工时变形扭曲等问题,产品的平面度、同心度无法得到保证。
3、cn 1308146a公开了一种包层的中空阴极磁控管溅射靶的制造方法,先将溅射靶材料板连接在比溅射靶材料更轻和/或更廉价的包层材料片上。然后将这种包层靶组件成型为中空阴极磁控管溅射靶,例如通过深拉成型。但该发明并未涉及如何对异形靶材形进行固定与夹持。
4、cn 113319417a公开了一种hcm机台用靶材电子束焊接成型的方法,所述方法包括:将原材料机加工形成锅型的靶材主体,所述靶材主体开口处的端面加工成斜面,并将法兰的一个端面也加工成斜面;将靶材主体和法兰的斜面接触装配后固定到工装夹具内;启动电子束焊接设备,抽真空后进行电子束焊接,电子束的方向与装配面平行,焊接后得到所述靶材。
5、cn 114131380a公开了一种异形靶材的定位夹具及其加工方法,所述定位夹具包括设有凹槽的结构件,所述凹槽的形状与异形靶材的外壁相匹配,所述凹槽的尺寸不小于异型靶材的外壁尺寸;所述凹槽的整体形状呈锅形,其纵向截面自上而下包括侧面直线段、弧形连接段和底面弧形段;所述定位夹具的侧面,对应凹槽侧面直线段的位置设有贯穿孔,所述贯穿孔沿定位夹具的侧面圆周均匀布置。
6、上述发明均公开了对异形靶材进行固定的夹具,但夹具的整体结构容易对异形靶材的外壁产生刮擦,进而造成品质问题,同时夹具的设计相对复杂,无法轻易制备得到。
7、针对现有技术的不足,亟需提供一种构造简单且能够保证异形靶材加工平面度与同心度的辅助夹具。
技术实现思路
1、本发明的目的在于提供一种异形靶材加工的辅助夹具及其制备方法,针对异形靶材的结构特点,设计专用的辅助夹具,从而控制产品的平面度以及钻孔时孔位的同心度能够满足目标要求。
2、为达到此发明目的,本发明采用以下技术方案:
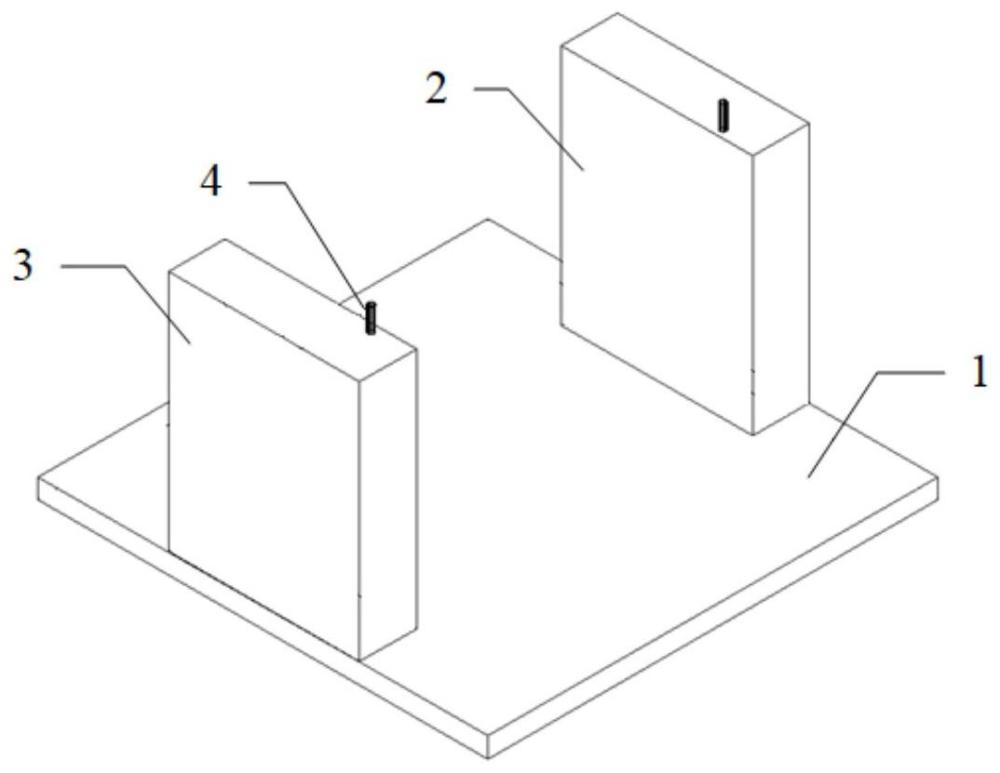
3、第一方面,本发明提供了一种异形靶材加工的辅助夹具,所述辅助夹具包括基板,所述基板的顶面两端分别焊接有第一立板与第二立板,所述第一立板与第二立板的中轴线分别垂直于基板的顶面;所述第一立板与第二立板的顶面分别开设有定位孔,所述定位孔内焊接有定位销;
4、所述第一立板与第二立板的顶面高低差<0.05mm,顶面平面度<0.1mm。
5、本发明提供的异形靶材加工的辅助夹具,相较于设计成与异形靶材形状相似的托底槽体,可以将基板与第一立板、第二立板集成于一体,避免出现剐蹭异形靶材底部的问题从而降低产品良率;通过控制第一立板与第二立板的顶面高低差与顶面平面度,使得辅助夹具固定异形靶材时能够保证产品的平面度与同心度满足要求。
6、所述第一立板与第二立板的顶面高低差<0.05mm,例如可以是0.045mm、0.04mm、0.03mm、0.02mm或0.01mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
7、所述第一立板与第二立板的顶面平面度<0.1mm,例如可以是0.08mm、0.06mm、0.04mm、0.02mm或0.01mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
8、所述第一立板与第二立板的顶面高低差与顶面平面度均需控制在合理范围内,才能使得辅助夹具固定异形靶材时能够保证产品的平面度与同心度满足要求,否则会导致产品的加工效果降低,降低良率。
9、优选地,所述基板的边长为552-556mm,例如可以是552mm、553mm、554mm、555mm或556mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
10、优选地,所述基板的厚度为24-26mm,例如可以是24mm、24.5mm、25mm、25.5mm或26mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
11、优选地,所述基板的材质包括铝。
12、优选地,所述第一立板与第二立板的高度分别为295-305mm,例如可以是295mm、298mm、300mm、302mm或305mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
13、优选地,所述第一立板与第二立板的宽度分别为234-238mm,例如可以是234mm、235mm、236mm、237mm或238mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
14、优选地,所述第一立板与第二立板的厚度分别为69-71mm,例如可以是69mm、69.5mm、70mm、70.5mm或71mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
15、所述第一立板与第二立板的尺寸根据异形靶材的尺寸进行限定,需要使异形靶材的底部不接触基板,异形靶材的边沿搭在第一立板与第二立板的顶面,从而保证异形靶材有效固定在辅助夹具上。
16、优选地,所述第一立板与第二立板的材质分别独立地包括铝。
17、优选地,所述第一立板与第二立板在所述基板的顶面两端对称布置。
18、优选地,所述第一立板的一侧底面长边与基板的顶面边缘重合。
19、优选地,所述第一立板上,远离定位孔所在中心线方向的一侧底面短边,与基板的顶面边缘之间的距离为159-161mm,例如可以是159mm、159.5mm、160mm、160.5mm或161mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
20、优选地,所述定位孔所在中心线与所述一侧底面短边之间的距离为189-191mm,例如可以是189mm、189.5mm、190mm、190.5mm或191mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
21、优选地,所述定位孔所在中心线与靠近第二立板方向的一侧底面长边之间的距离为9-11mm,例如可以是9mm、9.5mm、10mm、10.5mm或11mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
22、所述定位孔需要限定在固定位置,其中的定位销可以卡固异形靶材的边沿。
23、优选地,所述定位孔的直径为7-9mm,例如可以是7mm、7.5mm、8mm、8.5mm或9mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
24、优选地,所述定位销的形状包括圆柱状。
25、优选地,所述定位销的材质包括不锈钢。
26、第二方面,本发明提供了一种如第一方面所述的辅助夹具的制备方法,所述制备方法包括如下步骤:
27、将基板、第一立板以及第二立板加工至目标尺寸,然后在第一立板与第二立板的顶面进行钻孔处理与定位销固定;将第一立板与第二立板焊接于基板的顶面,得到所述异形靶材加工的辅助夹具。
28、本发明提供的辅助夹具的制备方法操作简单、制备成本低廉,控制焊接的方式与焊接工艺参数,可以使得所述辅助夹具坚实耐用,使用寿命延长。
29、优选地,所述焊接包括电弧焊焊接。
30、优选地,所述电弧焊焊接的电流为100-120a,例如可以是100a、105a、110a、115a或120a,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
31、优选地,所述电弧焊焊接的速度为395-405mm/min,例如可以是395mm/min、398mm/min、400mm/min、402mm/min或405mm/min,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
32、相对于现有技术,本发明具有以下有益效果:
33、本发明提供的异形靶材加工的辅助夹具,相较于设计成与异形靶材形状相似的托底槽体,可以将基板与第一立板、第二立板集成于一体,避免出现剐蹭异形靶材底部的问题从而降低产品良率;通过控制第一立板与第二立板的顶面高低差<0.05mm,顶面平面度<0.1mm,使得辅助夹具固定异形靶材时能够保证产品的平面度与同心度满足要求。
- 还没有人留言评论。精彩留言会获得点赞!