一种钢木装甲门全自动生产线及其生产工艺的制作方法
本发明涉及门,尤其涉及一种钢木装甲门全自动生产线及其生产工艺。
背景技术:
1、装甲门在欧洲应用广泛,主要特点是门扇中间为坚固的钢结构体(国内称装甲系统),前后表面各覆盖一层漂亮的且易于更换的饰面材料,饰面可做铝、铜、玻璃、复合木、实木、铝、铜、玻璃等,具有许多独特的优点。目前市场上的一些钢木装甲门生产线,由于结构简单,不具有自动进出门扇、自动翻转门扇、合页钻孔攻丝等功能,生产效率较低,进而影响了整条生产线的产能,而且人工成本高,人工劳动强度大。故需要对上述问题做出改进。
技术实现思路
1、本发明针对现有技术中存在的生产效率较低、人工成本高等缺陷,提供了新的一种钢木装甲门全自动生产线及其生产工艺。
2、为了解决上述技术问题,本发明通过以下技术方案实现:
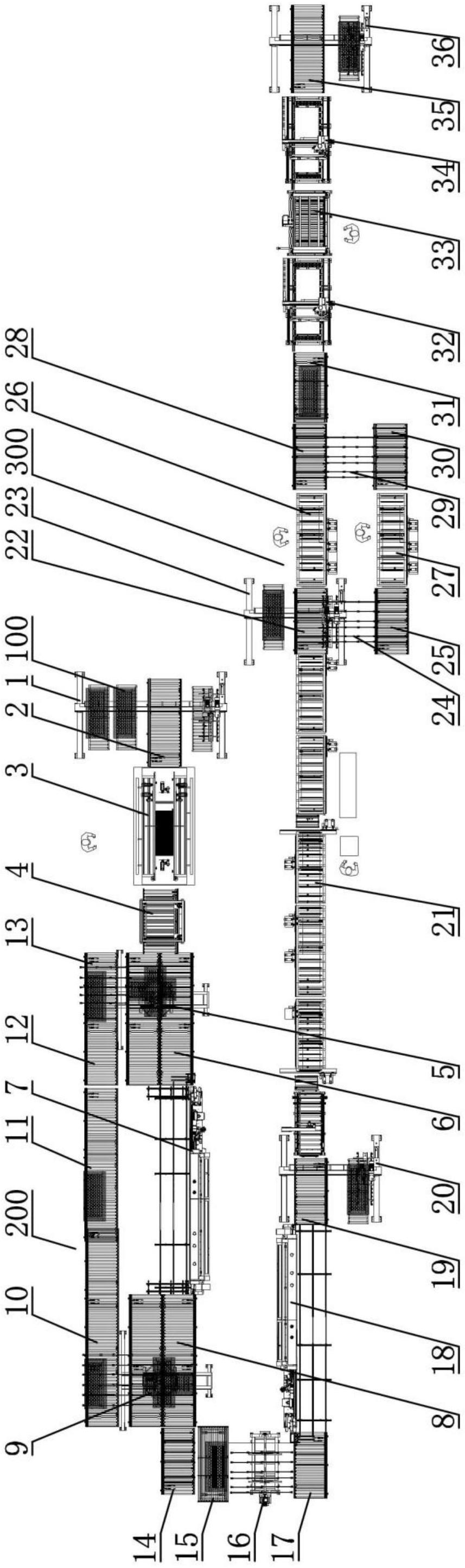
3、一种钢木装甲门全自动生产线,包括龙门上下料机a、边锯组件、直线封边组件、异形封边组件、锁孔合页加工组件、钻孔攻丝组件、雕刻组件、龙门上下料机b,龙门上下料机a、边锯组件、直线封边组件、异形封边组件、锁孔合页加工组件、钻孔攻丝组件、雕刻组件、龙门上下料机b依次配合并连接形成类u形结构。
4、上述设计提高了生产效率,可以实现钢木装甲门的全自动生产,从上下料、翻转门扇、四边规方、封边、锁孔合页加工、钻孔攻丝到雕刻,无需人工干预,节省了时间和人力。上述设计还提高了产品质量,可以保证钢木装甲门的加工精度和一致性,避免了人工操作的误差和差异,提高了产品的质量和美观度。上述设计还提高了生产安全,可以减少人工接触加工设备的风险,降低了生产过程中的安全隐患,保护了员工的身体健康。龙门上下料机a可以设置5个工位,由伺服电机控制,还设置有方块吸盘,提高生产效率。龙门上下料机b可以设置2个工位,由伺服电机控制,也设置有方块吸盘,提高生产效率。类u形结构兼顾了占用空间和生产效率,提高了本专利的适用性。
5、本专利通过上述设计,整合工序并实现了全自动生产线,钢木装甲门和实木室内门都可以在该全自动生产线进行生产,具备全工序全自动生产功能,大大提高了生产效率和生产精度,降低了生产成本,更利于实现生产和管理自动化,同时使产品无需工序周转,解放人力且有效降低产品表面损伤风险。
6、本专利实现了全自动生产线上各个工位一次性加工成型,下线就是成品门扇,不用另外加工,从而提高了生产效率,进而提高整条生产线的生产产能,降低人工成本和人工劳动强度。同时也改善了操作人员的劳动环境,使操作人员有可靠的安全保障,可以实现1人监控维护整条生产线,从而大大节约了人力资源,大大节约了生产成本。全自动生产线通过将输送线、控制器、生产设备完美的集成在一起,减少了人工于各工序之间对门扇的转运操作,全程自动上料、成品自动下线,大大提高了生产效率和生产精度,降低了生产成本。本专利能替代传统的分工式钢木装甲门生产工艺,更合理分配设备运行流程、调节运行工况,实现流水线式自动化生产,极大地提高生产效率、缩短加工周期、满足大批量生产的要求。
7、作为优选,上述所述的一种钢木装甲门全自动生产线,边锯组件包括配合连接的居中辊筒台、数控木门四边锯,居中辊筒台与龙门上下料机a配合。
8、上述设计可以实现门扇的自动上料,减少人工操作,提高生产效率和安全性。上述设计还可以对门扇进行四边同时规方,规方同时开子母门槽,保证门扇的尺寸精度和形状一致性。上述设计还可以根据产品加工信息,对门扇进行不同的尺寸和台阶加工,满足不同的产品需求。数控木门四边锯根据产品加工信息决定是否开槽。
9、作为优选,上述所述的一种钢木装甲门全自动生产线,直线封边组件包括动力组件a、高速直线封边机,高速直线封边机的两侧都与动力组件a配合并连接形成类循环结构。
10、上述设计提高了封边效率,可以实现门扇的连续封边,无需人工翻转,节省了时间和人力。上述设计还提高了封边质量,可以保证门扇的平稳输送和定位,避免了封边过程中的误差和损伤。上述设计还提高了封边灵活性,可以根据门扇的不同规格和要求,调整高速直线封边机的加工参数,适应更多的封边材料和工艺。高速直线封边机为正向放置,设置有供胶系统,还可以对门扇开防烟条槽。高速直线封边机根据产品加工信息决定是封两个长边还是封四边。类循环结构实现了门扇在直线封边组件内的循环转向输送,从而能完成门扇各边的封边。
11、作为优选,上述所述的一种钢木装甲门全自动生产线,数控木门四边锯与动力组件a之间设置有纵向7层木门缓存仓,动力组件a与异形封边组件之间设置有横向7层木门缓存仓。
12、上述设计提高了生产效率,通过设置两个缓存仓,可以实现门扇的批量加工,避免因为单个门扇的等待而浪费时间,提高了生产线的运转速度和产能。上述设计还降低了人工成本,通过设置两个缓存仓,可以减少人工的参与和干预,实现门扇的自动输送和分配,降低人工的劳动强度和成本。上述设计还保证了产品质量,通过设置两个缓存仓,可以避免门扇在输送过程中的碰撞和损伤,保证门扇的表面完整和美观,提高产品的质量和竞争力。
13、作为优选,上述所述的一种钢木装甲门全自动生产线,异形封边组件包括依次配合连接的风车翻板机、动力平移辊筒台a、高速异形封边机,风车翻板机与横向7层木门缓存仓配合连接。
14、上述设计提高了封边效率,风车翻板机可以自动将门扇翻转到合适的方向,动力平移辊筒台a可以快速地将门扇输送到高速异形封边机,高速异形封边机可以根据产品加工信息对门扇进行异形封边,从而提高了封边的效率和质量。上述设计还节省了空间和成本,风车翻板机与横向7层木门缓存仓()配合连接,可以实现门扇的自动上料和缓存,节省了空间和人工成本,同时也减少了人为的损坏和误操作的可能性。上述设计还增强了生产线的灵活性,异形封边组件可以根据不同的产品需求进行调整和切换,适应不同的门扇规格和样式,从而增强了生产线的灵活性和适应性。高速异形封边机相对高速直线封边机为反向放置,也设置有供胶系统,还可以对门扇开防烟条槽。
15、作为优选,上述所述的一种钢木装甲门全自动生产线,锁孔合页加工组件包括配合连接的动力平移辊筒台b、数控木门锁孔合页加工中心,动力平移辊筒台b与高速异形封边机配合连接。
16、上述设计可以实现门扇的钻铣加工,提高了产品的质量和精度。上述设计还可以自动输送门扇,减少了人工操作和成本,降低了劳动强度和安全风险。动力平移辊筒台b设置有气动挡板装置,用于挡停门扇,可以自动调节挡板的位置,实现快速挡停,提高生产效率和灵活性。数控木门锁孔合页加工中心根据产品加工信息可以进行猫眼孔、锁孔、锁槽、把手孔、合页孔、上下短边五金孔、油漆工艺孔、移门滑轨槽、上下插销孔、闭门器孔等的钻铣加工。
17、作为优选,上述所述的一种钢木装甲门全自动生产线,钻孔攻丝组件包括动力组件b、合页钻孔攻丝机组件,合页钻孔攻丝机组件的两侧都与动力组件b配合并连接形成类口形结构。
18、上述设计提高了生产效率,可以同时对不同类型门扇的进行合页侧钻孔攻丝加工,节省了时间和人力。上述设计还提高了加工精度,可以根据产品加工信息调整合页钻孔攻丝机组件的加工参数,保证了钻孔攻丝的准确性和一致性。上述设计还提高了产品质量,利用动力组件b的输送功能,将门扇快速输送,避免了门扇在运输过程中的损伤和变形。类口形结构兼顾了占用空间和生产效率,提高了本专利的适用性。
19、作为优选,上述所述的一种钢木装甲门全自动生产线,雕刻组件包括依次配合连接的通过式雕刻机a、圆柱翻板机、通过式雕刻机b、动力辊筒台a,动力辊筒台a与龙门上下料机b配合连接。
20、上述设计提高了雕刻效率,通过式雕刻机a和通过式雕刻机b可以分别对门扇的正反面进行雕刻,圆柱翻板机翻转门扇,无需人工翻转门扇,节省了时间和人力。上述设计还提高了生产安全:动力辊筒台a可以将门扇平稳地输送到龙门上下料机b,避免了人工搬运门扇时可能发生的意外和伤害。通过式雕刻机a和b都为三主轴结构。通过式雕刻机a和b根据产品加工信息决定是否雕刻。通过式雕刻机a和b的结构一致。
21、作为优选,上述所述的一种钢木装甲门全自动生产线,动力组件a包括木门旋转机a、双排动力平移辊筒台a、双排动力平移辊筒台b、木门旋转机b、动力平移辊筒台c、动力辊筒台b、动力辊筒台c、动力平移辊筒台d、动力平移辊筒台e,木门旋转机a、双排动力平移辊筒台a、高速直线封边机、双排动力平移辊筒台b、木门旋转机b、动力平移辊筒台c、动力辊筒台b、动力辊筒台c、动力平移辊筒台d依次配合连接形成类循环结构,木门旋转机a与纵向7层木门缓存仓配合连接,动力平移辊筒台e分别与木门旋转机b、横向7层木门缓存仓配合连接。
22、上述设计提高了生产效率,可以实现门扇的自动翻转和封边,避免了人工操作的繁琐和耗时,提高了生产效率和质量。上述设计还节省了空间,利用了纵向和横向的缓存仓,可以有效地存放和调度门扇,节省了生产线的占地空间和运输成本。上述设计还提高了灵活性,可以根据产品加工信息和需求,自动调整加工参数,从而提高了生产线的灵活性和适应性。木门旋转机a和b也由伺服电机控制,还设置有方块吸盘。动力辊筒台c带有吸尘功能。
23、作为优选,上述所述的一种钢木装甲门全自动生产线,动力组件b包括动力平移辊筒台f、平移机a、动力平移辊筒台g、动力平移辊筒台h、平移机b、动力平移辊筒台i、动力平移辊筒台j,合页钻孔攻丝机组件包括合页钻孔攻丝机a、合页钻孔攻丝机b,动力平移辊筒台f、合页钻孔攻丝机a、动力平移辊筒台h、动力平移辊筒台j依次配合连接,动力平移辊筒台f、平移机a、动力平移辊筒台g、合页钻孔攻丝机b、动力平移辊筒台i、平移机b、动力平移辊筒台h依次配合连接,动力平移辊筒台f与数控木门锁孔合页加工中心配合连接,动力平移辊筒台j与通过式雕刻机a配合连接。
24、上述设计提高了生产效率,动力组件b可以实现门扇的自动输送、分类、翻转和定位,减少人工操作和等待时间,提高生产效率。上述设计还保证了加工质量,合页钻孔攻丝机组件可以对门扇进行精确的钻孔和攻丝,保证门扇的质量和性能。上述设计还节省了空间和成本,动力组件b和合页钻孔攻丝机组件采用紧凑的类口形结构设计,占用空间小,节省了生产线的投资和维护成本。合页钻孔攻丝机a和b都为动力通过式结构,可以自动定位、自动加工。动力平移辊筒台j也设置有气动挡板装置,用于挡停门扇,可以自动调节挡板的位置,实现快速挡停,提高生产效率和灵活性。合页钻孔攻丝机a和b的结构一致。
25、作为优选,上述所述的一种钢木装甲门全自动生产线,动力平移辊筒台b配合连接有龙门上下料机c,动力平移辊筒台f配合连接有龙门上下料机d。
26、上述设计可以实现门扇在生产线过程中的自动上下料,提高生产效率和安全性,更提高了生产线的适用性。龙门上下料机c和d都可以设置2个工位,由伺服电机控制,还设置有方块吸盘,提高生产效率。龙门上下料机c和d都可根据实际加工流程中出现问题,进行生产线中段上下料,从而实现异常门扇上下料或者门扇缓存功能。
27、作为优选,上述所述的一种钢木装甲门全自动生产线,数控木门四边锯内设置有规方开槽结构,双排动力平移辊筒台a与动力平移辊筒台a内都设置有压料装置、靠边皮带组件、气动挡板装置、辅助送料器。
28、规方开槽结构设置有大电机和小电机,粉碎刀与锯片都可安装,可以使门扇的四边形成规整的方形和子母门槽,提高门扇的外观质量和安装效果。压料装置用于提供向下压力,防止门扇跑偏,还能提供足够前进动力,可以使门扇在输送过程中保持平稳和紧密,防止门扇的变形和松动,提高加工精度和质量。靠边皮带组件辅助门扇靠边,可以使门扇在输送过程中自动对齐,减少人工调整的时间和误差,提高生产效率和精度。气动挡板装置用于挡停门扇,可以自动调节挡板的位置,实现快速挡停,提高生产效率和灵活性。辅助送料器用于在高速直线封边机和高速异形封边机的无动力区域辅助输送门扇,还可以辅助门扇靠边,可以根据门扇的重量自动调节送料的力度,实现不同重量的门扇的平稳输送,提高生产安全性和稳定性。
29、作为优选,一种钢木装甲门全自动生产线的生产工艺,包括以下步骤:
30、s1:龙门上下料机a抓取门扇进行上料,上料至居中辊筒台,居中辊筒台对门扇进行居中定位,门扇上设置有二维码,二维码的内容为产品加工信息,然后将门扇输送至数控木门四边锯;
31、s2:数控木门四边锯对门扇进行四边规方并根据产品加工信息对门扇进行开子母门槽,数控木门四边锯根据产品加工信息对门扇进行尺寸以及台阶加工,然后将门扇出料至纵向7层木门缓存仓,门扇再从纵向7层木门缓存仓输送出来,通过动力组件a输送到高速直线封边机,高速直线封边机根据产品加工信息对门扇进行直线封边,然后门扇通过动力组件a输送到横向7层木门缓存仓,门扇再从横向7层木门缓存仓输送出来,通过风车翻板机、动力平移辊筒台a输送到高速异形封边机,高速异形封边机对门扇进行异形封边,然后门扇通过动力平移辊筒台b输送到数控木门锁孔合页加工中心;
32、s3:数控木门锁孔合页加工中心根据产品加工信息对门扇进行钻铣加工,然后门扇通过动力组件b输送到合页钻孔攻丝机组件,合页钻孔攻丝机组件对门扇进行合页侧钻孔攻丝加工,门扇再通过动力组件b输送到通过式雕刻机a,再经过圆柱翻板机、通过式雕刻机b,通过式雕刻机a与通过式雕刻机b分别根据产品加工信息对门扇进行正反面雕刻,最后门扇通过动力辊筒台a输送到龙门上下料机b进行下料。
33、步骤s1提高了上料效率,龙门上下料机a可以自动抓取门扇,无需人工操作,节省了人力和时间。步骤s1还保证了加工精度,居中辊筒台可以对门扇进行居中定位,避免了因为偏移而导致的加工误差。步骤s1还实现了智能化、信息化管理,门扇上的二维码包含产品加工信息,方便了后续的加工流程和质量控制。
34、步骤s2提高了生产效率,数控木门四边锯可以自动对门扇进行四边同时规方,规方同时开子母门槽,无需人工操作,节省了时间和人力。步骤s2还保证了产品质量,数控木门四边锯可以根据产品加工信息对门扇进行精确的尺寸和台阶加工,避免了人工误差,提高了产品的美观性和耐用性。步骤s2还优化了生产流程,纵向7层木门缓存仓和横向7层木门缓存仓可以实现门扇的临时存储和调度,避免了生产线的堵塞和浪费,提高了生产线的利用率。步骤s2还提高了产品安全性,高速直线封边机和高速异形封边机可以对门扇的边缘进行均匀和牢固的封边,防止了门扇的开裂和变形,增加了产品的防火和防潮性能。数控木门四边锯根据产品加工信息决定是否开槽。高速直线封边机根据产品加工信息决定是封两个长边还是封四边。
35、步骤s3提高了生产效率,实现了门扇的多种加工功能的自动化和一体化,减少了人工操作和转移时间,提高了生产效率和质量。步骤s3增强了产品美观性,对门扇进行了正反面的雕刻处理,从而增加了产品的装饰性和美观性,满足了不同客户的需求和喜好。步骤s3优化了产品结构,对门扇进行了多种加工,使得产品结构更加合理和牢固,提高了产品的安全性和耐用性。数控木门锁孔合页加工中心根据产品加工信息可以进行猫眼孔、锁孔、锁槽、把手孔、合页孔、上下短边五金孔、油漆工艺孔、移门滑轨槽、上下插销孔、闭门器孔等的钻铣加工。通过式雕刻机a和b根据产品加工信息决定是否雕刻。
36、作为优选,上述所述的一种钢木装甲门全自动生产线的生产工艺,步骤s2中,门扇从纵向7层木门缓存仓输送出来后,先进入木门旋转机a进行旋转,再通过双排动力平移辊筒台a进入高速直线封边机进行单边封边,然后通过双排动力平移辊筒台b进入木门旋转机b进行旋转,通过动力平移辊筒台c、动力辊筒台b、动力辊筒台c、动力平移辊筒台d再次进入木门旋转机a进行新一轮封边,门扇另外的门边封边完成后,通过动力平移辊筒台e进入横向7层木门缓存仓。
37、上述设计提高了封边效率,通过木门旋转机a和b的旋转,可以实现门扇的四边封边,无需人工翻转门扇,节省了时间和人力。上述设计还提高了封边质量,通过高速直线封边机的高速运行,可以实现门扇的单边封边,保证了封边的平整和牢固,避免了封边材料的起泡和脱落。上述设计还提高了封边灵活性,通过动力组件a可以实现门扇在不同位置之间的快速转移,适应不同规格和数量的门扇的封边需求。
38、作为优选,上述所述的一种钢木装甲门全自动生产线的生产工艺,步骤s3中,门扇经过数控木门锁孔合页加工中心加工后,门扇进入动力平移辊筒台f、龙门上下料机d进行分类,一类的门扇依次进入合页钻孔攻丝机a、动力平移辊筒台h、动力平移辊筒台j完成合页侧钻孔攻丝加工,另一类的门扇依次进入平移机a、动力平移辊筒台g、合页钻孔攻丝机b、动力平移辊筒台i、平移机b、动力平移辊筒台h、动力平移辊筒台j完成合页侧钻孔攻丝加工,门扇通过动力平移辊筒台j输送到通过式雕刻机a。
39、上述设计提高了生产效率,实现了门扇的自动分类、自动输送、自动钻孔攻丝功能,减少了人工操作和等待时间,提高了生产效率和产能。上述设计还保证了产品质量,采用合页钻孔攻丝机a和b对门扇进行精确加工,保证了产品的尺寸精度和质量,避免了人工操作可能造成的误差和损坏。
- 还没有人留言评论。精彩留言会获得点赞!