一种钛合金方口结构的焊接保护方法与流程
本发明属于轨道车辆转向架钛合金方口结构的惰性气体焊接保护方法领域,具体涉及一种钛合金方口结构的焊接保护方法。
背景技术:
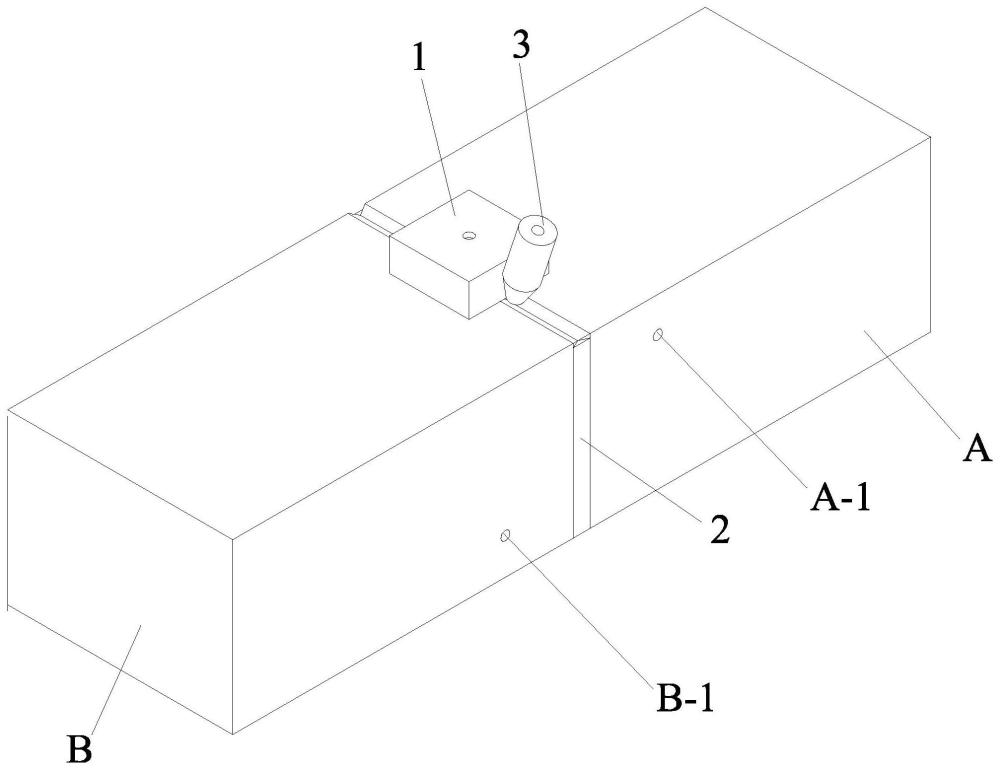
1、轨道车辆的转向架是承载车身重量和传递轮轨牵引力的核心部件,根据不同车速和运行环境的需求,转向架的结构设计和制造工艺一直不断改进,演化出品类繁杂,特征多样的各式产品。如图1至图6所示的某型转向架采用全钛合金的全新材质,其侧梁和横梁的主体结构均可简化视作仅有一端开口的矩形箱型结构,因此构架端的横梁端a与侧梁的悬臂端b对接组焊时会形成图2至4所示的方口焊缝c,并在焊接后形成彼此连通的完整密闭腔体。
2、钛合金材料在焊接的高温作用下更易于与大气中的氢、氧、氮等元素发生化学反应,从而降低钛合金的力学性能。因此,钛合金结构件焊接一般采用在真空舱、氩气舱中焊接或制作特殊的随型包裹工件的惰性气体焊接保护通道装置中进行,以防止钛合金焊接时被氧化。但是对于图1所示的钛合金构架而言,其钛合金构架的整体尺寸过大,建立真空舱或氩气舱的成本很高,不适合小批量构架的生产;而钛合金构架经过横梁和侧梁焊接四个对接口拼接组合在一起,无法使用随型包裹工件的惰性气体焊接保护通道进行惰性气体焊接保护。
技术实现思路
1、为了解决现有因钛合金构架结构整体尺寸过大,建立全封闭的真空舱或氩气舱的成本高昂;而现有的随型包裹工件的惰性气体焊接保护通道无法随构架复杂多变的结构而分段制作,导致钛合金构架结构焊接时,对其众多的方口焊缝实施有效的惰性气体保护,进而造成焊缝根部和型腔内母材在焊接过程中容易被氧化,无法满足生产需求的技术问题,本发明提供一种钛合金方口结构的焊接保护方法。
2、本发明解决技术问题所采取的技术方案如下:
3、一种钛合金方口结构的焊接保护方法,其包括如下步骤:
4、步骤一:在构架的横梁端的侧壁上开设至少一个密封腔进气口,并在侧梁的悬臂端的侧壁上开设一个密封腔排气口;根据翻转工装横梁端方口结构的内壁尺寸,用焊接料带制作一个恰好嵌入翻转工装横梁端方口结构内部的焊料带矩形衬套;
5、步骤二:利用与构架结果匹配设计的构架焊接装夹和翻转工装对横梁端和侧梁的悬臂端进行装夹固定,并将焊料带矩形衬套的后半部插入横梁端方口结构的内部,此后将构架端的横梁端和侧梁的悬臂端的方口结构彼此对接扣合,形成方口结构焊缝,并使焊料带矩形衬套的前半部恰嵌入横梁端方口结构的内部,而使焊料带矩形衬套的后半部恰嵌入侧梁的悬臂端的方口结构内部,并点焊固定;然后用耐高温密封条将方口结构焊缝前、后、左、右的四条焊缝均分别密封起来,仅留下方口结构焊缝顶部的待焊接焊缝;同时使彼此对接的横梁端和悬臂端通过方口结构焊缝形成一个彼此连通的完整密闭腔体;
6、步骤三:制作一个底面平滑的惰性保护气体拖罩,拖罩的顶部中心开设有拖罩顶部通气孔,拖罩的内部为中空的拖罩内腔气室,拖罩的底部中心开设有拖罩喷气孔,拖罩顶部通气孔和拖罩喷气孔通过拖罩内腔气室彼此连通;然后,从焊缝端头开始,撕掉一小段方口结构焊缝顶部的待焊接焊缝上的耐高温密封条,并将惰性保护气体拖罩的下端面横跨过方口结构焊缝顶部的待焊接焊缝,使拖罩喷气孔悬垂于待焊接焊缝的正上方;
7、步骤四:分别用三条压力管线将密封腔进气口、焊枪端部自带的惰性气体陶瓷喷嘴、拖罩顶部通气孔均与带有压力调节阀的惰性焊接保护气体高压储罐进行气路链接;
8、步骤五:分别打开每个惰性焊接保护气体高压储罐上的压力调节阀,使高压惰性气体分别通入三条压力管线,其中,焊枪喷嘴压力管线内的惰性焊接保护气体持续从焊枪端部自带的惰性气体陶瓷喷嘴中喷出;拖罩压力管线内的惰性焊接保护气体经拖罩顶部通气孔注入并充满拖罩内腔气室之后,再经拖罩喷气孔喷出并将惰性保护气体拖罩底部所覆盖的方口结构焊缝中持续吹入充盈的惰性气体;密封腔进气口压力管线则通过密封腔进气口持续向完整密闭腔体内充入惰性焊接保护气体,并在完整密闭腔体内部充满之后再从密封腔排气口溢出到完整密闭腔体的外部;
9、步骤六:将惰性气体陶瓷喷嘴的焊枪贴靠在惰性保护气体拖罩的外侧壁上,并使惰性气体陶瓷喷嘴喷出的惰性气体吹入对方口结构焊缝顶部的钛合金待焊接焊缝;此后,沿焊缝和焊接方向移动惰性保护气体拖罩,并同步移动焊枪及其惰性气体陶瓷喷嘴以及分段、逐步撕掉更多的耐高温密封条,即可对钛合金方口结构焊缝顶部的待焊接焊缝实施惰性气体保护下的无氧焊接;
10、步骤七:当方口结构焊缝当前位于上方的焊缝完成焊接后,自然冷却至室温,撤去惰性保护气体拖罩,然后通过构架焊接装夹和翻转工装将包括侧梁和横梁在内的整体构架同步翻转,从而保持横梁端、悬臂端和方口结构焊缝所形成的完整密闭腔体整体翻转90度,使原本位于方口结构焊缝侧面的焊缝翻转至向上的水平姿态,然后拆除其焊缝上方的耐高温密封条,并重复步骤三至步骤六;
11、步骤八:利用与步骤七相同的方法,分别完成其余两条焊缝翻转至水平姿态后的焊接过程。
12、本发明的有益效果是:该钛合金方口结构的焊接保护方法,完全摒弃了建立成本高昂的全封闭大型气密舱或制造复杂随型包裹工件的惰性气体焊接保护通道的旧有方法,转而充分利用构架端的侧梁和横梁主体结构均是仅有一端开口的矩形箱型结构且其二者对接组焊后形成彼此连通的完整密闭腔体的这一固有结构特征,而进行思路改进和巧妙设计。本发明通过在钛合金方口焊缝的焊缝外圈增设随多段的耐高温密封条保障完整密闭腔体的气密性;根据翻转工装横梁端方口结构的内壁尺寸并用焊接料带制作而成的焊料带矩形衬套恰能嵌入翻转工装横梁端方口结构内部,并从完整密闭腔体的内部对焊缝进行贴合支撑,焊料带矩形衬套在焊接加热作用下熔化后,将与横梁端方口结构以及与侧梁的悬臂端的方口结构同时熔合,从而在焊缝内部形成熔透焊的密闭焊缝,从而提高焊接牢固性和密闭性。焊料带矩形衬套也可以是与钛合金方口结构焊缝内壁焊缝尺寸分别匹配多段小尺寸焊带,从而方便制作截取、点焊固定和紧密贴合焊缝背板。焊料带矩形衬套与钛合金焊接的焊丝材料相同。
13、高压氩气经由密封腔进气口完整密闭腔体持续充入焊件完整密闭腔体内,从而将其内部原有的空气全部排挤到焊件密闭腔体内外部,并从位于方口焊缝顶部的待焊接焊缝的间隙中持续向外溢出处,从而确保焊件完整密闭腔体内部和焊缝底部始终处于氩气的惰性气体环境之中。
14、另一方面,惰性保护气体拖罩经另一气路充入高压氩气之后,其拖罩内腔气室充盈的氩气会从拖罩喷气孔持续喷出,此时,由于拖罩喷气孔的直径是方口结构焊缝宽度的90%,且始终悬垂于待焊接焊缝的正上方,因此高压氩气会高速持续冲击方口结构焊缝的表面,并对惰性保护气体拖罩覆盖范围内的空气构成持续的吹扫和排挤,从而待焊接钛合金焊缝的顶部局部区域也始终处于氩气的惰性气体环境之中。
15、焊枪通过自带惰性气体陶瓷喷嘴持续注入第三股高压氩气,并使焊枪随惰性保护气体拖罩沿焊缝同步缓慢向后移动,即可对刚从惰性保护气体拖罩下方裸露出来的钛合金方口结构焊缝顶部的待焊接焊缝实施惰性气体保护下的无氧焊接,进而持续营造出焊缝局部范围内的惰性气体保护环境,避免空气中的氧气在高温焊接过程中对焊缝根部和型腔内钛合金母材的氧化,进而充分满足生产需求,有效确保产品质量,杜绝返工和报废现象,节约成本,提高效益。
16、此外该还具有实施方法简单实用,操作方便,成本低廉,便于推广普及等优点。
- 还没有人留言评论。精彩留言会获得点赞!